
Using the “model” module in UG, a simple model of spiral bevel gear die is drawn. The steps are as follows:
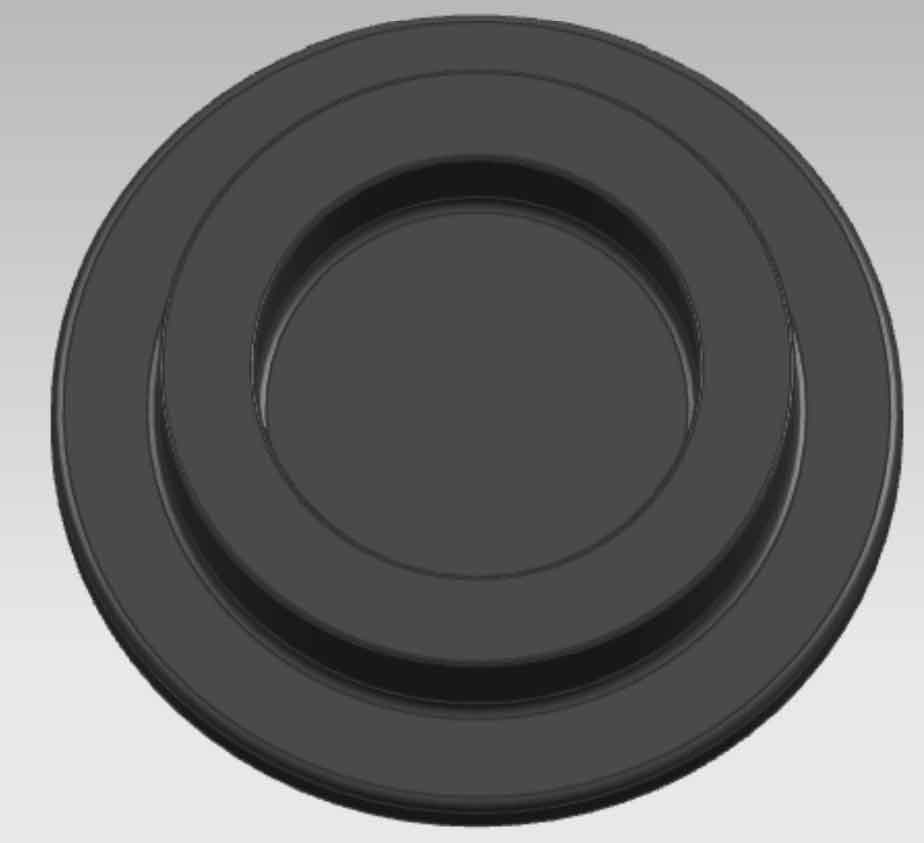
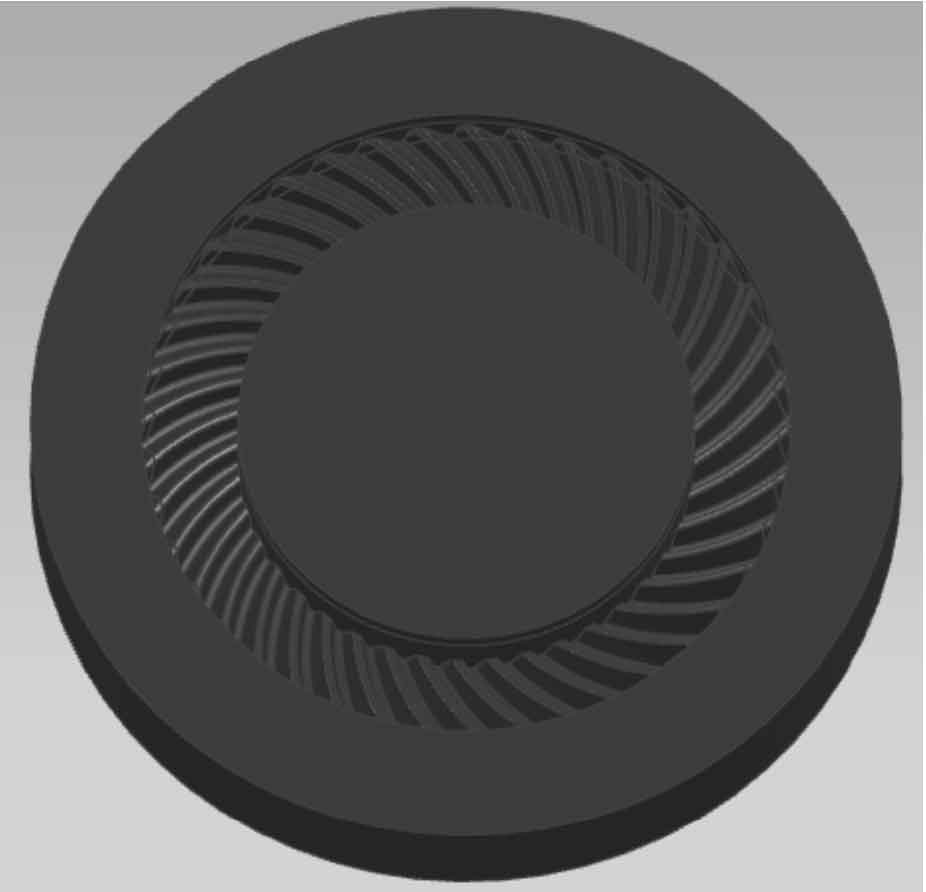
Create a new model file, use the UG “sketch” tool to draw the specific plane sketch of the spiral bevel gear die, obtain the main body of the upper die and the lower die through “stretching” and other operations, and then use the established standard spiral bevel gear model to divide the standard spiral bevel gear part from the lower die through Boolean operation to obtain the lower die model with spiral bevel gear die cavity, The upper die is designed through the geometry of the lower die and the position occupied by the blank. Figure 1 shows the upper die of the large wheel, and Figure 2 shows the lower die. After the upper die is trimmed out of the cavity, the “fillet” transition treatment is carried out. The upper and lower dies of the large wheel die are completed, and the combined position of the upper and lower dies is shown in Figure 3.
As the main stress part of the spiral bevel gear mold, the lower mold can adopt the form of insert mold, and the tooth shape part of the lower mold is very easy to be damaged. If the form of insert mold is adopted, the insert, as a part of the spiral bevel gear mold, is connected to the lower mold by screw or interference connection. Specifically, this form can not only improve the service efficiency of the spiral bevel gear mold, It can also reduce the replacement cost and avoid the scrapping of the whole set of spiral bevel gear die, which can save expensive die materials and is widely used in practical production; In addition, changing the tooth shape of insert die according to forgings can improve the R & D efficiency of spiral bevel gear die and the production rate of products to a certain extent.

However, the insert die also has some disadvantages. For example, the size of the specific gap between the insert and the spiral bevel gear die needs to be changed according to different temperatures, and the thermal expansion calculation is required to prevent the excessive force between the insert and the die during connection, resulting in the deformation of the die and the insert, and there is a certain gap between the insert and the die, which is compared with the overall die of spiral bevel gear, The strength will be reduced, so whether to use insert die can be selected according to the accuracy requirements during actual forging.