
The figure shows the relationship curve of forming force corresponding to the finishing amount of bevel gear tooth blank. As can be seen from the above figure:
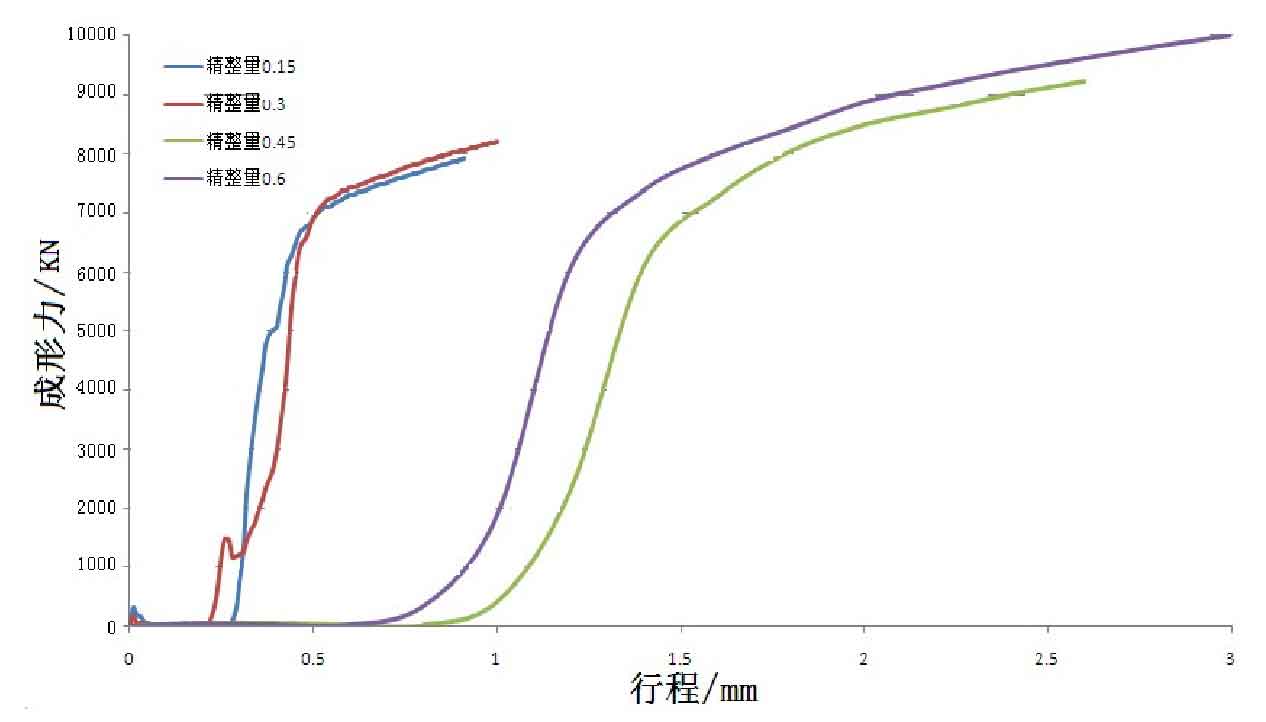
In the initial stage, the forming force increases slowly with the continuous increase of punch reduction; In the cold finishing stage, because the cross-sectional area of the tooth cavity of the bevel gear female die is smaller than that of the tooth part of the tooth blank, the plastic deformation occurs in the tooth part of the bevel gear, and the forming force increases sharply with the increase of stroke; In the later stage of cold finishing, the excess metal materials in the bevel gear tooth shape directly flow out of the large and small ends of the die tooth shape, which alleviates the rapid increase of the forming force and makes the forming force tend to be stable.
By observing the forming curve, it can be seen that the forming force increases with the finishing amount of bevel gear λ Gradually increasing with the increase of.