
The relentless pursuit of miniaturization and enhanced performance in robotics, aerospace, and precision machinery has placed unprecedented demands on core transmission components. Among these, the strain wave gear, also known as a harmonic drive, stands out for its exceptional combination of high reduction ratios, compactness, precision, and torque capacity. At the heart of this ingenious mechanism lies the flexspline, a compliant thin-walled component whose structural integrity under cyclic deformation is paramount to the system’s reliability and life. In robotic joints, where space is at a premium, the trend is towards “super-short” cup-shaped flexsplines. However, reducing the length-to-diameter ratio leads to a severe and non-linear escalation of stress within the flexspline’s critical cup-bottom region, far exceeding levels predicted by traditional design codes focused on tooth-ring stress. This article, from a first-person engineering perspective, delves into a comprehensive structural optimization framework aimed at taming these high stresses through the innovative design of a variable thickness cup-bottom.
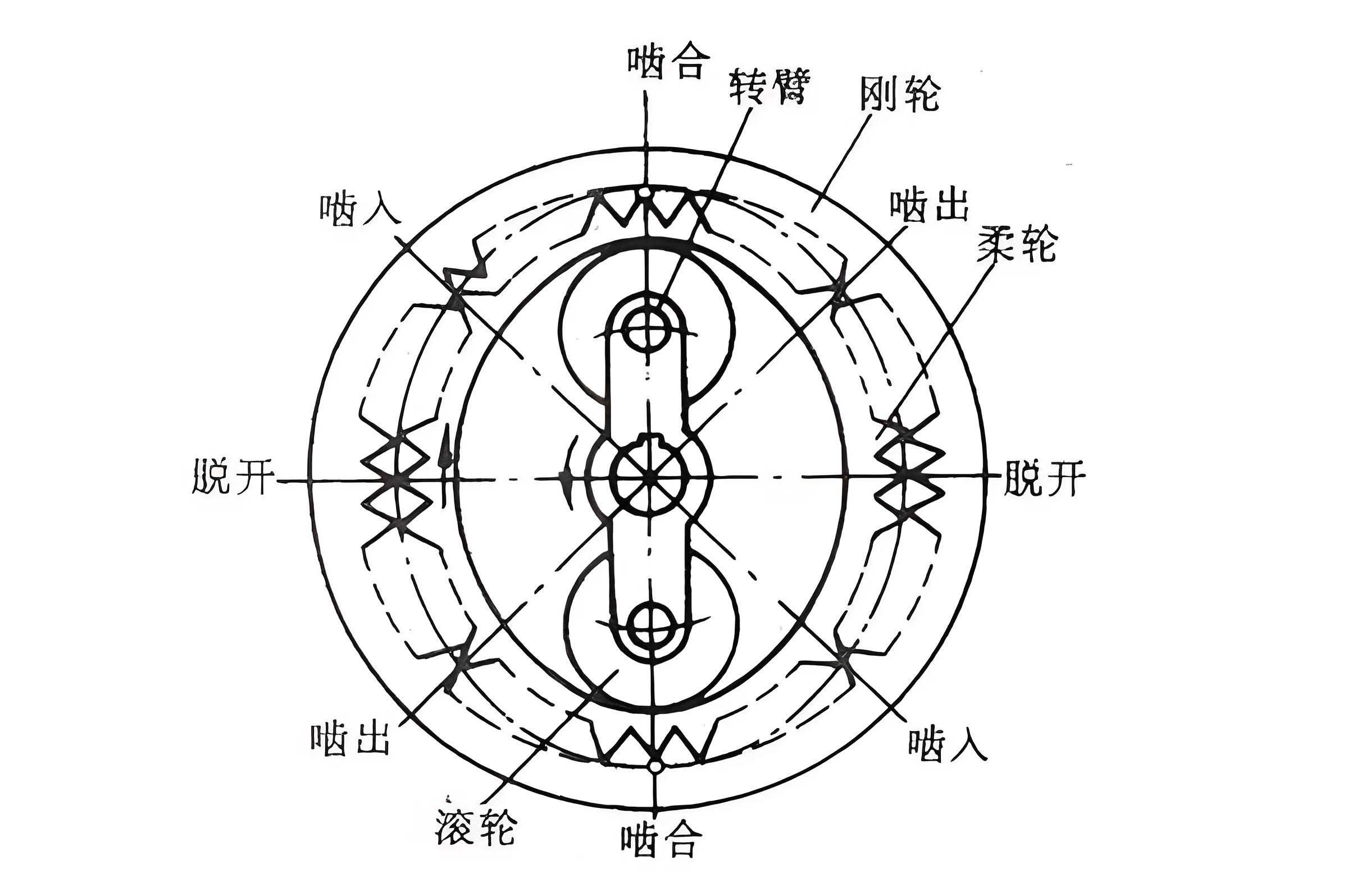
The fundamental operation of a strain wave gear involves three primary elements: a rigid Circular Spline, a flexible Flexspline, and a Wave Generator. The wave generator, typically an elliptical bearing or cam, is inserted into the flexspline, causing it to deflect into an elliptical shape and engage its external teeth with the internal teeth of the circular spline at two diametrically opposite regions. A slight difference in the number of teeth between the flexspline and circular spline creates a relative rotation with each wave generator revolution. This process subjects the flexspline to continuous alternating elastoplastic deformation, generating significant assembly stresses even under no load. Under transmission torque, additional high-magnitude meshing forces are superimposed, pushing the stress state further. For super-short designs, the traditional assumption that the highest stress resides in the tooth ring no longer holds; the stress concentration at the cup-bottom junction becomes the dominant and life-limiting factor.
Analyzing and optimizing this complex stress field requires advanced numerical methods. We establish a parametric finite element model (FEM) of the cup-shaped flexspline using solid elements, strategically omitting the teeth to isolate and focus on the cup-bottom mechanics. The material is defined as 30CrMnSiA alloy steel with standard properties: Young’s modulus $$E = 207 \text{ GPa}$$ and Poisson’s ratio $$\mu = 0.3$$. The analysis is conducted in two critical states:
1. Assembly State Stress: The deformation imposed by a standard elliptical wave generator is simulated. The radial displacement of the flexspline’s neutral surface at the tooth-ring location is governed by the elliptical contour equation:
$$
\rho(\phi) = \frac{ab}{\sqrt{a^2 \sin^2 \phi + b^2 \cos^2 \phi}}
$$
where $$a$$ and $$b$$ are the major and minor semi-axes of the deformed ellipse, and $$\phi$$ is the angular coordinate. These calculated radial displacements ($$\rho – r_0$$, where $$r_0$$ is the initial radius) are applied as constraints to the nodes on the flexspline’s mid-surface at the tooth-ring section. The flange of the cup-bottom is fixed, representing its mounting condition.
2. Transmission State Stress: To simulate the peak load condition, the maximum instantaneous torque is applied. Following established empirical models for load distribution in strain wave gears, meshing forces are applied to the nodes on the tooth-ring’s mid-surface. The circumferential force distribution per unit width, $$q_\theta$$, is modeled as:
$$
q_{\theta}(\phi) = q_{\theta_{max}} \cos\left( \frac{\pi (\phi – \phi_1)}{2\phi_i} \right)^2
$$
where $$q_{\theta_{max}}$$ is the peak force derived from the input torque, $$\phi_1$$ is the angle offset of the peak load axis from the wave generator’s major axis, and $$\phi_i$$ (with $$i=2,3$$) defines the angular extent of the meshing zones. The corresponding radial force component is $$q_\rho = q_\theta \tan(\alpha)$$, where $$\alpha$$ is the tooth pressure angle.
The initial benchmark design for a super-short flexspline (length-to-diameter ratio $$l/d_0 = 0.4$$) is defined by the parameters below. The equivalent tooth-ring thickness $$t_h$$ is derived from stiffness equivalence principles.
| Symbol | Parameter | Value (mm) |
|---|---|---|
| $$r_i$$ | Inner wall radius | 30.660 |
| $$l_1$$ | Diaphragm width | 10.140 |
| $$b_1$$ | Tooth-ring width | 8.061 |
| $$b_2$$ | Cup-wall axial length | 9.778 |
| $$r_1$$ | Cup-wall fillet radius | 1.000 |
| $$r_2$$ | Flange fillet radius | 0.500 |
| $$t_1$$ | Cup-wall thickness | 0.480 |
| $$t_h$$ | Equivalent tooth-ring thickness | 0.810 |
| $$l$$ | Total cup length | 24.528 |
A critical sensitivity analysis was performed to understand how geometric parameters influence the peak von Mises stress in the cup-bottom. The findings are summarized in the table below, revealing distinct and sometimes contrasting trends for assembly and transmission stresses.
| Parameter | Trend for Assembly Stress | Trend for Transmission Stress | Key Insight |
|---|---|---|---|
| Length-to-Diameter Ratio ($$l/d_0$$) | Sharp exponential increase as ratio decreases below ~0.5. | Sharp exponential increase as ratio decreases below ~0.5. | For super-short designs ($$l/d_0 < 0.44$$), cup-bottom stress surpasses tooth-ring stress as the critical design factor. |
| Cup-wall Fillet Radius ($$r_1$$) | Linear increase with larger radius. (~30% increase across range). | Minimal, near-constant change. | Minimizing $$r_1$$ is highly effective for reducing assembly stress with negligible impact on transmission stress. |
| Flange Fillet Radius ($$r_2$$) | Monotonic increase, slope rising. (~58% increase). | Monotonic decrease. (~27% decrease). | Presents a design trade-off. A smaller $$r_2$$ benefits assembly stress but harms transmission stress, and vice-versa. |
| Diaphragm Width ($$l_1$$) | Monotonic decrease with larger width. | Sharp initial decrease, then gradual decline. | Increasing diaphragm width is beneficial for reducing both stress states, improving the cup-bottom’s compliance. |
While parameter adjustment offers significant gains, a more powerful approach is to optimize the cup-bottom’s profile itself. Instead of a constant thickness diaphragm, we propose a variable thickness bottom defined by a smooth curve. This curve is constructed using a cubic spline interpolation through three control points: Point A at the junction with the cup wall (thickness $$th_1$$), Point E at the junction with the flange (thickness $$th_3$$), and a central control Point C (thickness $$th_2$$). The spline curve ensures continuity and smoothness in the transition. The curve is defined in two segments (AC and CE):
For segment AC: $$z(y) = a_1 y^3 + b_1 y^2 + c_1 y + d_1$$
For segment CE: $$z(y) = a_2 y^3 + b_2 y^2 + c_2 y + d_2$$
The eight coefficients $$a_1, b_1, c_1, d_1, a_2, b_2, c_2, d_2$$ are solved using the coordinates of points A, C, and E, along with conditions for C1 and C2 continuity at point C, and natural boundary conditions (zero second derivative) at points A and E. This formulation allows the cup-bottom shape to be controlled entirely by the three thickness variables: $$th_1$$, $$th_2$$, and $$th_3$$.
The formal optimization problem is then stated as:
$$
\min f(\mathbf{x}) = \min f(th_1, th_2, th_3) = \min (\text{EQV\_BOTMAX})
$$
subject to:
$$
g(th_1, th_2, th_3) =
\begin{cases}
t_1 \leq th_1 \leq b_1 \\
t_1 \leq th_2 \leq b_1 \\
t_1 \leq th_3 \leq b_1
\end{cases}
$$
where EQV_BOTMAX is the maximum von Mises stress in the cup-bottom region, and the constraints prevent geometric interference and maintain manufacturable dimensions.
To solve this optimization problem, a custom APDL program implementing the Complex method (a direct search algorithm suitable for constrained, non-linear problems with few variables) was developed. The algorithm successfully navigated the design space for both load cases.
Optimization Results:
For the assembly state, after 262 iterations, the algorithm converged to an optimal configuration that reduced the peak stress from the initial 180.6 MPa to 151.8 MPa, a reduction of 15.9%. The optimal shape featured a significantly thickened region near the cup-wall junction ($$th_1 = 1.21 \text{ mm}$$), a thin central diaphragm ($$th_2 = 0.48 \text{ mm}$$), and a moderately thick section near the flange ($$th_3 = 0.77 \text{ mm}$$). This profile effectively allows the diaphragm to flex more freely while reinforcing high-stress junction areas.
For the transmission state, convergence was achieved in 88 iterations. The result was even more dramatic, reducing the peak stress from an initial 624 MPa to 349.9 MPa, a massive reduction of 43.9%. The optimal profile for this load case was substantially thicker overall: $$th_1 = 2.71 \text{ mm}$$, $$th_2 = 0.81 \text{ mm}$$, $$th_3 = 1.54 \text{ mm}$$. This indicates that resisting high transmission loads requires robust reinforcement, particularly at the cup-wall junction.
The validity of the optimization approach, particularly for the assembly case, was cross-verified using the built-in zero-order (sub-problem approximation) and first-order (gradient-based) optimizers within ANSYS. The results, summarized below, show excellent agreement with the primary Complex method solution, confirming the robustness of the identified optimum.
| Optimization Method | $$th_1$$ (mm) | $$th_2$$ (mm) | $$th_3$$ (mm) | Peak Assembly Stress (MPa) |
|---|---|---|---|---|
| Complex Method (Custom) | 1.213 | 0.480 | 0.774 | 151.8 |
| Zero-Order Method (ANSYS) | 0.508 | 0.489 | 0.940 | 156.6 |
| First-Order Method (ANSYS) | 1.528 | 0.480 | 0.694 | 152.3 |
In conclusion, the development of super-short flexsplines for advanced strain wave gear applications necessitates a paradigm shift in design focus from the tooth-ring to the cup-bottom. Through systematic sensitivity analysis, key influencing parameters were identified, revealing that minimizing the cup-wall fillet radius and maximizing the diaphragm width are universally beneficial strategies. The cornerstone of this work, however, is the implementation of a variable thickness cup-bottom optimized via a cubic spline parameterization and the Complex method. This approach successfully tailors the flexspline’s stiffness distribution, leading to profound reductions in both assembly-induced and transmission-induced peak stresses. This design methodology provides a powerful and verified toolkit for enhancing the durability, reliability, and load capacity of next-generation, compact strain wave gear transmissions, enabling their use in even more demanding robotic and precision engineering applications.