
As a researcher deeply involved in the field of precision mechanical transmissions, I find the study of dynamic transmission error (DTE) in strain wave gears (often referred to as harmonic drives) to be a subject of paramount theoretical and engineering significance. The exceptional characteristics of strain wave gearings—such as high reduction ratios, compactness, and the ability to achieve near-zero backlash—make them indispensable in applications demanding extreme precision, including aerospace actuation systems, industrial robotics, and optical positioning devices. However, the very promise of high precision is contingent upon a thorough understanding and minimization of the DTE, which represents the instantaneous deviation between the theoretical and actual output angular positions under dynamic operating conditions. This error directly impacts the positioning accuracy and stability of the entire servo system. Therefore, a comprehensive investigation into the sources, characteristics, and influencing factors of DTE is not merely an academic exercise but a critical endeavor for advancing the design, manufacturing, and application of these sophisticated transmission components.
Fundamental Principles and Definition of Dynamic Transmission Error
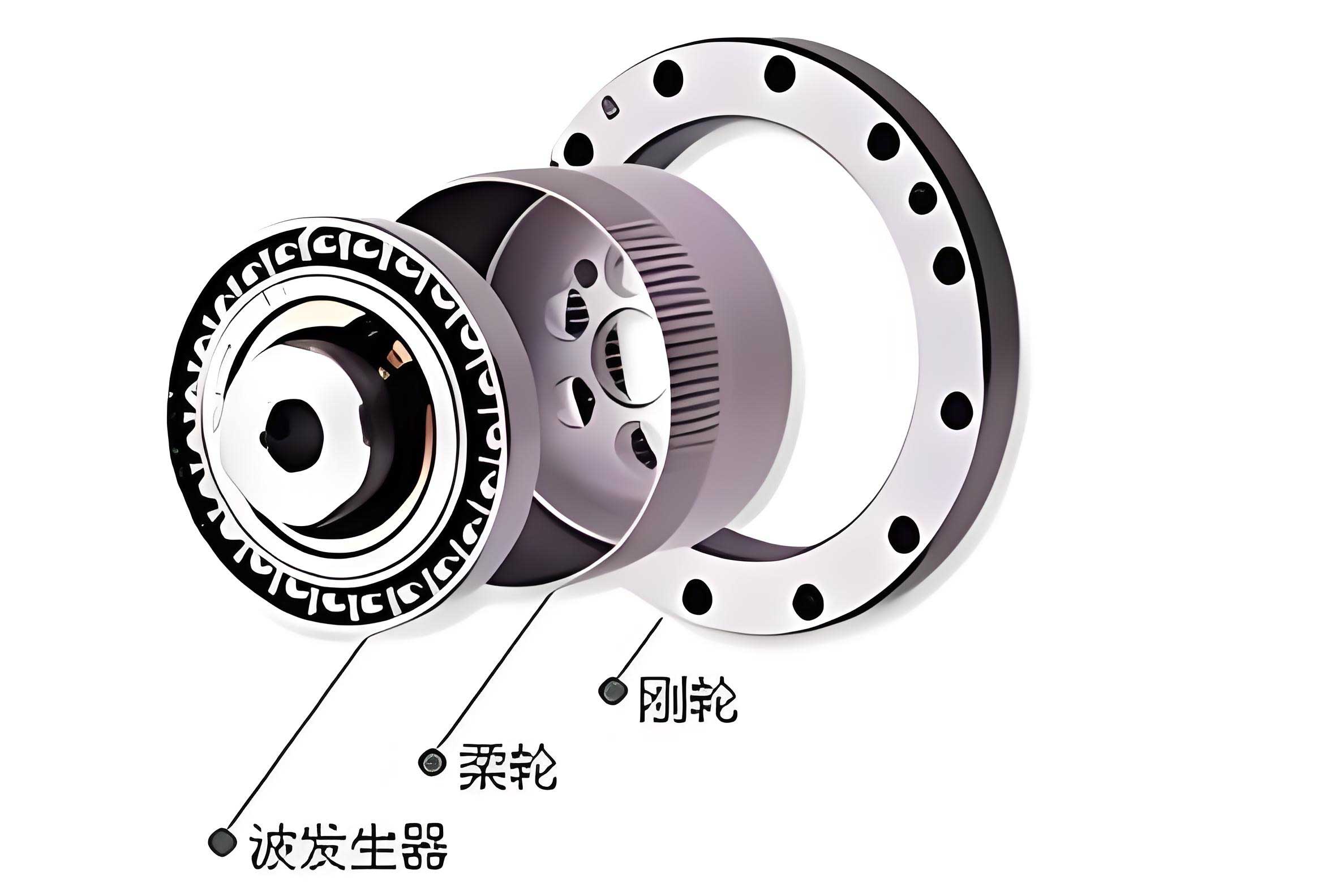
The core operational principle of a strain wave gear revolves around the controlled elastic deformation of a flexible spline. The assembly typically consists of three primary components: a rigid circular spline (CS), a flexible spline (FS), and a wave generator (WG). The wave generator, usually an elliptical bearing assembly, is mounted on the input shaft. It induces a radial deflection in the flexible spline, causing its external teeth to engage with the internal teeth of the rigid circular spline at two diametrically opposed regions. A key geometric feature is that the flexible spline has fewer teeth (typically two fewer) than the circular spline. Consequently, for each complete revolution of the wave generator, the flexible spline undergoes a small relative angular displacement with respect to the circular spline. In a common configuration where the flexible spline is fixed, this results in a slow rotation of the circular spline in the direction opposite to the input, achieving a high gear reduction ratio, i.
The dynamic transmission error, $\theta_{DTE}(t)$, is formally defined for a fixed-flexible-spline configuration as:
$$ \theta_{DTE}(t) = \frac{\theta_{in}(t)}{i} – \theta_{out}(t) $$
where $\theta_{in}(t)$ is the measured input shaft angular position, $\theta_{out}(t)$ is the measured output shaft (circular spline) angular position, and $i$ is the nominal gear ratio. A positive $\theta_{DTE}(t)$ indicates that the output lags behind its theoretical position. This error is a complex, time-varying signal whose frequency composition is intrinsically linked to the input rotational frequency, $f_{in} = n_{in}/60$, where $n_{in}$ is the input speed in RPM.
Sources and Classification of Errors in Strain Wave Gearing
The dynamic transmission error in a strain wave gear is not attributable to a single cause but arises from the superposition of multiple error sources. These can be systematically categorized based on their physical origin and frequency characteristics. A primary classification distinguishes between “once-per-revolution” errors and “tooth-meshing” related errors. The following table provides a detailed taxonomy.
| Error Category | Physical Origin | Typical Frequency Component (relative to $f_{in}$) | Remarks |
|---|---|---|---|
| Component Manufacturing Errors | Geometric and kinematic eccentricities in the gear teeth profiles of the Circular Spline (CS) and Flexible Spline (FS). | CS Error: $2(1 – 1/i) \cdot f_{in}$ FS Error: $2 \cdot f_{in}$ |
Result from imperfections in hobbing, grinding, or shaping processes. The FS error frequency is dominant due to its wave-like deformation. |
| Wave Generator (WG) Errors | Eccentricity of the WG assembly. Can be divided into a rotating eccentricity vector and a stationary “wobble” vector. | Rotating: $1 \cdot f_{in}$ Stationary: $2 \cdot f_{in}$ |
The stationary wobble, often from bearing imperfections, is a significant contributor to the double-frequency error. |
| Meshing Transmission Errors | Non-conjugate action between FS and CS teeth due to deflection under load, tooth profile deviations, and load-sharing variations across the engagement arcs. | $2 \cdot f_{in}$ (primary) | This is the fundamental “per-mesh” error. The multi-tooth engagement in a strain wave gear averages but does not eliminate this cyclic error. |
| Cumulative Meshing Errors | Progressive accumulation and release of elastic strain energy in the flexible spline over multiple engagement cycles, influenced by friction and non-linear stiffness. | Sub-harmonics of $f_{in}$ (e.g., $f_{in}/3$, $f_{in}/6$) | Manifests as low-frequency “beats” or drifts in the DTE signal over several WG revolutions. Highly sensitive to load and assembly conditions. |
| Assembly & Installation Errors | Misalignment (parallel offset, angular skew) and eccentric mounting of the CS, FS, or input shaft relative to the theoretical axis. | $1 \cdot f_{in}$, $2 \cdot f_{in}$, $2(1-1/i)f_{in}$ | Amplifies the corresponding manufacturing error frequencies. Input shaft eccentricity directly modulates error at $1 \cdot f_{in}$. |
The total observed DTE signal, $\theta_{DTE}^{total}(t)$, can thus be modeled as a superposition of these components, often with phase shifts and amplitude modulations:
$$ \theta_{DTE}^{total}(t) = \sum_{k} A_k \sin(2\pi f_k t + \phi_k) + \eta(t) $$
where $A_k$, $f_k$, and $\phi_k$ are the amplitude, frequency, and phase of the k-th error component, and $\eta(t)$ represents stochastic noise or very high-frequency phenomena.
Experimental Methodology and Signal Processing
To decode the complex DTE signal, a rigorous experimental and analytical approach is required. The foundation is a high-precision test platform capable of controlling input speed and output load with minimal intrinsic error. Optical encoders with high resolution (e.g., >20 bits) are mounted on both the input and output shafts to measure $\theta_{in}(t)$ and $\theta_{out}(t)$ synchronously. The DTE is then computed in real-time or post-processed using the defining equation.
Raw DTE data is invariably contaminated with noise, most notably sporadic “noise spikes” caused by electromagnetic interference or encoder reading glitches. A critical pre-processing step is the application of a de-spiking algorithm, such as linear interpolation between valid neighboring data points surrounding an identified spike.
Subsequent analysis employs both classical and advanced signal processing techniques to extract the frequency-domain signature of the DTE.
Discrete Fourier Transform (DFT) Analysis
The DFT is the cornerstone for transforming the time-domain DTE signal into the frequency domain. For a finite-length sequence $x[n]$ of N samples representing the DTE, the DFT is calculated as:
$$ X[k] = \sum_{n=0}^{N-1} x[n] \cdot e^{-j 2\pi k n / N} = \sum_{n=0}^{N-1} x[n] \cdot W_N^{kn} $$
where $k = 0, 1, …, N-1$, and $W_N = e^{-j 2\pi / N}$. The magnitude spectrum $|X[k]|$ reveals the power of different frequency components. The frequency resolution $\Delta f$ is given by $\Delta f = F_s / N$, where $F_s$ is the sampling frequency. To comply with the Nyquist-Shannon theorem, $F_s$ must be greater than twice the highest frequency of interest ($F_{max}$), typically $F_s = 2.56 \cdot F_{max}$. This transformation allows for the clear identification of distinct spectral peaks corresponding to the error sources listed in the table above (e.g., peaks at $1\cdot f_{in}$, $2\cdot f_{in}$, etc.).
Hilbert-Huang Transform (HHT) Analysis
While DFT is powerful for stationary signals, DTE in strain wave gears can exhibit non-stationary and nonlinear characteristics, especially the cumulative error components. The HHT, comprising Empirical Mode Decomposition (EMD) and the Hilbert Spectral Analysis (HSA), is particularly suited for such signals.
- Empirical Mode Decomposition (EMD): The process adaptively decomposes the complex DTE signal $x(t)$ into a finite set of Intrinsic Mode Functions (IMFs), $c_i(t)$, and a residue $r_n(t)$:
$$ x(t) = \sum_{i=1}^{n} c_i(t) + r_n(t) $$
Each IMF is a mono-component signal with a meaningful instantaneous frequency. - Hilbert Spectral Analysis (HSA): The Hilbert transform is applied to each IMF to obtain its analytic signal, from which the instantaneous amplitude and frequency can be calculated. The final result is the Hilbert spectrum, $H(f, t)$, which provides a time-frequency representation of the signal’s energy distribution. This is invaluable for tracking the evolution of specific error frequencies, like the sub-harmonic cumulative error, over time or under varying load conditions.
Analysis of Influencing Factors: Load and Speed Dependence
Through systematic experimentation on a commercial strain wave gear unit (specifications analogous to a 120:1 reduction ratio model), the impact of operational parameters on DTE can be quantified. The following analysis synthesizes observations from tests conducted at various input speeds (e.g., 6, 60, 726, 2000 RPM) and under different output torque loads (from no-load to rated torque).
Effect of Load Torque
The load torque has a profound and nuanced effect on the dynamic transmission error of a strain wave gear. Contrary to simple intuition, the overall peak-to-peak DTE amplitude does not always increase monotonically with load. Instead, a more complex interaction occurs.
| Load Condition | Impact on DTE Amplitude | Impact on DTE Stability (Time-domain) | Spectral Changes |
|---|---|---|---|
| No-Load / Light Load | Relatively high peak-to-peak error. Pronounced erratic fluctuations (“chatter”). | Low stability. Signal appears noisy and less periodic. | Strong spectral peaks at $2\cdot f_{in}$ and its higher harmonics (e.g., $4\cdot f_{in}$, $6\cdot f_{in}$). Sub-harmonic ($f_{in}/3$) peak is present but may be less dominant. |
| Medium Load | Error amplitude may remain similar or show a slight reduction. | Improved stability. Fluctuations become more regular and periodic. | Amplitude at $2\cdot f_{in}$ often decreases. The sub-harmonic ($f_{in}/3$) cumulative error peak becomes more prominent and well-defined. |
| Rated Load | Overall error amplitude is comparable to, or sometimes slightly less than, light load conditions. | Highest stability. The DTE waveform is smooth and highly repeatable over cycles. | The $2\cdot f_{in}$ component is significantly attenuated. The $f_{in}/3$ component is the dominant spectral feature. Higher harmonics ($4\cdot f_{in}$, $6\cdot f_{in}$) often vanish. |
This behavior can be interpreted as follows: Under light load, the meshing teeth are not fully seated, leading to irregular contact, impacts, and pronounced single-mesh errors ($2\cdot f_{in}$). As load increases, the teeth are forced into more consistent contact, damping out the erratic vibrations and reducing the per-mesh error. However, the increased torsional load exacerbates the nonlinear, hysteretic behavior of the flexible spline, amplifying the cumulative error mechanism that releases every few wave generator revolutions (e.g., at $f_{in}/3$). The net effect is a redistribution of error energy from high-frequency, unstable components to a lower-frequency, more predictable component, rather than a simple overall increase.
Effect of Input Speed
In contrast to load, the input rotational speed has a relatively minor direct influence on the character of the normalized DTE. The fundamental relationship is that all error frequencies scale linearly with $f_{in}$. The spectral structure—the presence of peaks at $1\cdot$, $2\cdot$, $f_{in}/3$, etc.—remains consistent across a wide speed range. The amplitudes of these components may show some variation due to changes in the dynamic response (inertia effects, damping), but the primary “fingerprint” of the strain wave gear’s errors is largely speed-invariant. This confirms that the primary error sources are geometrically and kinematically determined, not dynamically excited resonances within the tested speed range.
Dominant Error Components: A Synthesis
Integrating the time-domain observations, spectral analysis (DFT), and time-frequency analysis (HHT), the dominant dynamic transmission error components for a typical strain wave gear can be ranked by their impact on output precision:
- Cumulative Meshing Error ($\sim f_{in}/3$): This is often the most significant contributor to the overall DTE amplitude. It manifests as a low-frequency “beat” with a period corresponding to several (e.g., 3) wave generator revolutions. The HHT analysis clearly shows this as a strong, stable low-frequency IMF. Its amplitude is highly sensitive to load and assembly preload.
- Double-Frequency Meshing Error ($2\cdot f_{in}$): This is the fundamental error per engagement cycle. While its raw amplitude can be high under light load, it is effectively attenuated under nominal operating loads. It remains a key design target for tooth profile optimization.
- Once-Per-Revolution Cumulative Error ($f_{out}$): The error accumulated over one full rotation of the output member (circular spline). This is a very low frequency ($f_{in}/i$) and often appears as a slow drift or long-period waveform underlying the faster oscillations. It is critical for applications requiring absolute positional accuracy over multiple output revolutions.
- Input/Assembly Related Errors ($1\cdot f_{in}$): Typically smaller in magnitude, these errors stem from wave generator or input shaft eccentricities. A well-manufactured and assembled strain wave gear minimizes this component.
The relationship between these components can be approximated by a simplified phenomenological model:
$$ \theta_{DTE}(t) \approx A_{cum} \sin\left(2\pi \frac{f_{in}}{3} t\right) + A_{2f} \sin(2\pi \cdot 2f_{in} t) + A_{1f} \sin(2\pi f_{in} t) + A_{out} \sin\left(2\pi \frac{f_{in}}{i} t\right) $$
where the amplitudes $A_{cum}$, $A_{2f}$, $A_{1f}$, and $A_{out}$ are functions of load torque $T$, speed $f_{in}$, and specific gear geometry.
Conclusions and Engineering Implications
The dynamic transmission error in a strain wave gear is a multifaceted phenomenon arising from the interplay of manufacturing imperfections, assembly conditions, elastic deformations, and operational parameters. The key findings from this extensive analysis are:
1. Load is a Critical Stabilizer: Operating a strain wave gear at or near its rated load is essential for achieving its optimal transmission accuracy. Load suppresses unstable, high-frequency chatter and forces the system into a stable error regime dominated by predictable, low-frequency components. This has direct implications for system design: the gear should be sized such that it operates under sufficient load during precision tasks.
2. Error Redistribution, Not Mere Amplification: Increasing load does not simply magnify all errors. It causes a redistribution of error energy from the single-mesh frequency ($2\cdot f_{in}$) to the cumulative sub-harmonic frequency (e.g., $f_{in}/3$). Therefore, evaluating a strain wave gear’s accuracy at no-load provides a misleading picture of its in-service performance.
3. Speed-Invariant Error Structure: The normalized spectral composition of DTE is largely independent of input speed within the operational range. This allows designers to predict error behavior across different speed settings based on a characterization at a few discrete speeds.
4. Dominance of Cumulative Errors: The most significant challenge for ultra-high precision applications is the low-frequency cumulative error ($f_{in}/3$) and the output-shaft revolution error ($f_{out}$). Mitigating these requires focusing on the nonlinear torsional stiffness of the flexible spline, uniformity of tooth engagement around the circumference, and minimizing friction hysteresis in the wave generator bearing and meshing interfaces.
This understanding provides a clear roadmap for improving strain wave gear performance. Future efforts must concentrate on advanced tooth profile design to minimize the fundamental $2\cdot f_{in}$ error, precision manufacturing and metrology to control component eccentricities, and sophisticated assembly techniques to ensure perfect alignment. Furthermore, the characterized DTE spectrum can be used as a basis for developing real-time error compensation algorithms in servo controllers, effectively canceling out the predictable periodic errors and pushing the limits of positional accuracy achievable with strain wave gear transmissions. The pursuit of mastering the dynamic transmission error is, therefore, central to unlocking the full potential of strain wave gearing in the next generation of high-performance robotic and aerospace systems.