
In my extensive research into hydraulic systems, I have long been intrigued by the persistent challenges faced by traditional gear pumps. The inherent issue of unbalanced radial forces has consistently limited their operational pressure and broad application. Driven by the desire to overcome this fundamental limitation, I have embarked on a novel design journey, drawing inspiration from an ingenious mechanism in mechanical engineering: the strain wave gear. This article presents my conception of a revolutionary gear pump architecture that integrates the principles of strain wave gear transmission. I will elucidate its structure, operational theory, and, most critically, the mechanism that achieves perfect radial force balance. This approach, I believe, opens a new paradigm for gear pump innovation, promising enhanced performance and longevity.
The conventional gear pump, whether external or internal meshing type, relies on two rigid gears. While praised for simplicity and robustness, its Achilles’ heel is the asymmetric pressure distribution around the gear circumference. High pressure in the discharge port and low pressure in the suction port create a net radial force. This force burdens the bearings and shaft, leading to deflection, increased internal leakage, wear, and ultimately, failure at higher pressures. My investigation into various mitigation techniques—such as pressure balance grooves, port timing optimization, and geometric modifications—revealed that they are merely palliatives. A symmetric structure does not guarantee symmetric forces in these designs. Therefore, I concluded that a radical rethinking was necessary, one that inherently embeds force symmetry into the pump’s very operating principle. This led me to the elegant world of strain wave gear.
Before delving into my pump design, it is essential to understand the core concept of a strain wave gear. Also known as a harmonic drive, this mechanism operates on a fascinating principle of elastic dynamics. It typically consists of three primary components: a rigid circular spline (the internal gear), a flexible spline (the external gear, often a thin-walled cup), and a wave generator (an elliptical cam or a set of rollers). The key is the deliberate mismatch in tooth count between the rigid and flexible splines. The wave generator deforms the flexible spline into an elliptical shape, causing its teeth to engage with the rigid spline’s teeth at two diametrically opposite regions along the major axis. As the wave generator rotates, the engagement zones propagate, resulting in a high reduction ratio due to the tooth difference. The unique aspect is the continuous, smooth meshing over many teeth simultaneously.
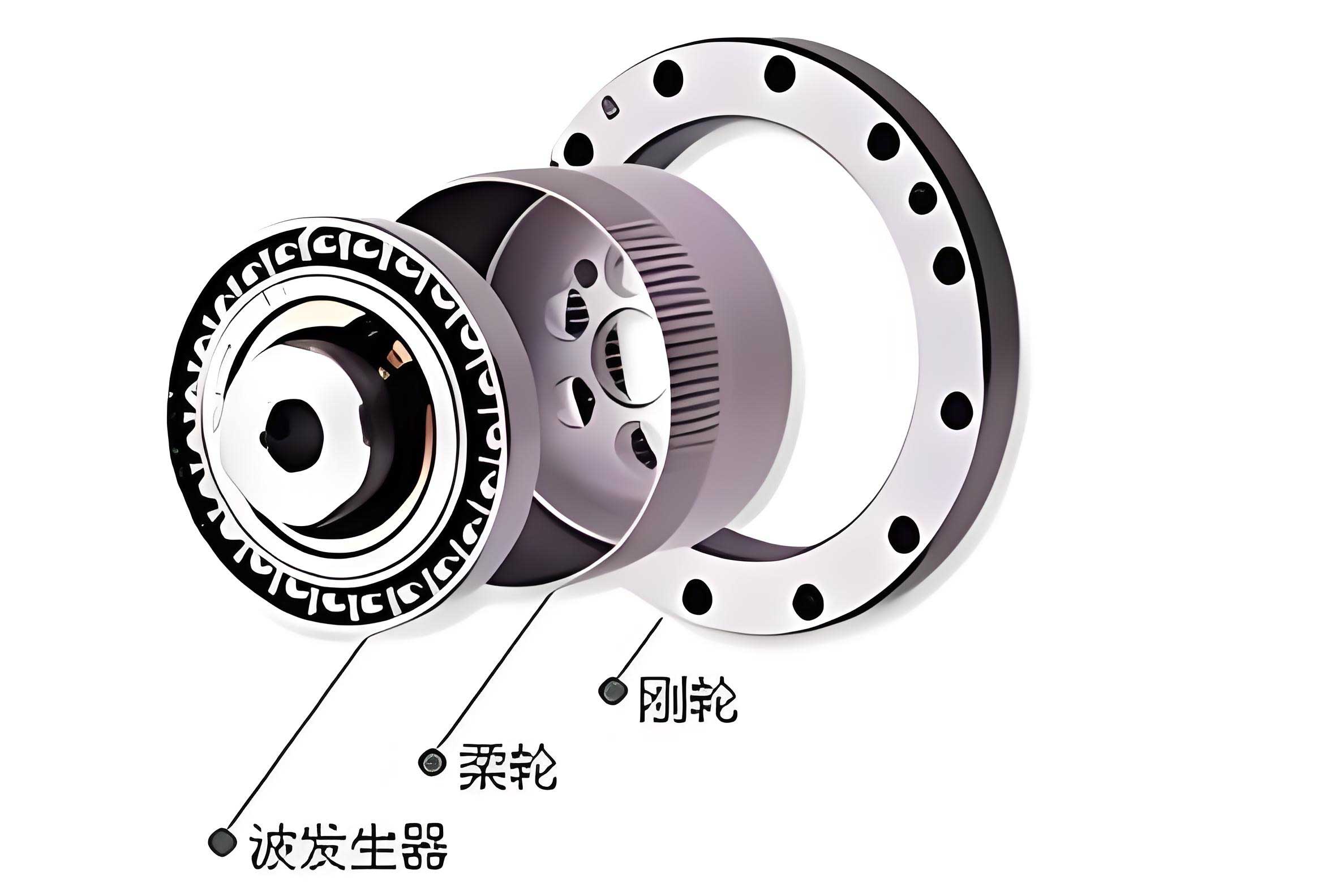
This image illustrates the classic configuration of a strain wave gear assembly, highlighting the interaction between the flexible and rigid components. The concept of controlled elastic deformation is the cornerstone I have adapted for hydraulic fluid displacement.
My proposed pump, which I term the Strain Wave Gear Pump (SWGP), is a special form of internal gear pump. It synergizes the meshing principle of the strain wave gear with the volumetric displacement action of a gear pump and the multi-chamber arrangement reminiscent of a double-acting vane pump. The fundamental components of my design are listed and described in the following table:
| Component | Symbol | Description and Function |
|---|---|---|
| Rigid Circular Spline (Gear) | G_r | The internal gear, fixed to the pump housing. It acts as the static reference and forms part of the pumping chambers. |
| Flexible Spline (Gear) | G_f | The external gear, made from a material capable of significant elastic deformation. It is mounted on the drive shaft and performs the rotating and deforming motion. |
| Wave Generator | WG | An elliptical assembly (e.g., a cam with opposing rollers) that fits inside the flexible spline. It is connected to the input shaft and induces the controlled elliptical deformation in G_f. |
| Radial Seal Blocks | SB | Two crescent-shaped blocks positioned between the outer diameter of G_f and the inner diameter of the housing. They separate the high and low-pressure regions. |
| Side Plates | SP | End covers that house the axial porting and, along with the seals, define the axial boundaries of the pumping chambers. |
| Housing | H | The main body enclosing all components, featuring inlet and outlet manifolds. |
The critical geometric relationship is that the flexible spline \(G_f\) has fewer teeth, \(N_f\), than the rigid spline \(G_r\), which has \(N_r\) teeth. Typically, the tooth difference is 2: $$N_r – N_f = 2$$ This is a standard feature in strain wave gear design that enables the unique kinematic and force distribution properties. The wave generator’s major axis diameter is slightly larger than the nominal inner diameter of the undeformed flexible spline, forcing it into an elliptical shape. The deformation profile can be described by a function \(r(\theta)\), where \(\theta\) is the angular position. A common approximation for the radial displacement \(\Delta r\) due to the wave generator is: $$\Delta r(\theta) = d \cdot \cos(2\theta)$$ where \(d\) is the deformation amplitude. This results in two major lobes of engagement.
The working principle of my Strain Wave Gear Pump is as follows. The input power drives the wave generator \(WG\), causing it to rotate. The flexible spline \(G_f\), due to its elastic coupling with the wave generator, undergoes a traveling elliptical deformation. However, in my pump design, the rigid circular spline \(G_r\) is stationary (fixed to the housing). The rotation of the wave generator and the consequent deformation of \(G_f\) cause a relative motion between the teeth of \(G_f\) and \(G_r\). This relative motion is what creates the volumetric changes. The two radial seal blocks \(SB\) are positioned at the ends of the minor axis of the ellipse, dividing the annular space between \(G_f\) and the housing into four distinct chambers: two suction chambers \(S_1, S_2\) and two discharge chambers \(D_1, D_2\), arranged symmetrically. As the wave generator rotates, the teeth of \(G_f\) sequentially engage and disengage with \(G_r\) at the major axis lobes. In the regions where teeth are disengaging (volume increasing), fluid is drawn in from the inlet ports connected to \(S_1\) and \(S_2\). The fluid is trapped in the tooth spaces and transported toward the major axis. As the deformation wave propagates, these tooth spaces move into the regions where teeth are engaging (volume decreasing), and the fluid is expelled through the outlet ports connected to \(D_1\) and \(D_2\). One complete revolution of the wave generator results in each tooth space undergoing one suction and one discharge cycle. The flow rate \(Q\) for one discharge chamber can be approximated by the displaced volume per revolution multiplied by speed: $$Q_{chamber} = n \cdot V_d$$ where \(n\) is the rotational speed (rps) and \(V_d\) is the displacement per chamber per revolution. The total pump flow \(Q_{total}\) is the sum from both discharge chambers: $$Q_{total} = 2 \cdot n \cdot V_d$$ The displacement \(V_d\) is a function of the deformation amplitude \(d\), the tooth width \(B\), and the gear geometry. A more precise formula involves the area between the deformed flexible spline profile and the rigid spline profile integrated over the sweep of the engagement zone.
The most significant advantage of my Strain Wave Gear Pump lies in its inherent radial force balance. Let me analyze this in detail. The fluid pressure acts on the outer cylindrical surface of the flexible spline \(G_f\). Due to the symmetric arrangement of two suction and two discharge chambers, the pressure distribution around the circumference of \(G_f\) is symmetric about both the x and y axes (considering the center of the pump as origin). Assume the discharge pressure is \(p_d\) and the suction pressure is \(p_s\), with \(\Delta p = p_d – p_s\). The pressure distribution \(p(\theta)\) as a function of angular position \(\theta\) is periodic and symmetric. For simplicity, we can model it as a piecewise function over one quadrant (0 to \(\pi/2\)), which repeats symmetrically. Let the angular spans of the discharge zone, transition zone, and suction zone in one quadrant be \(\alpha_d\), \(\alpha_t\), and \(\alpha_s\) respectively, with \(\alpha_d + \alpha_t + \alpha_s = \pi/2\). The transition zone pressure varies linearly. This symmetric distribution is key.
Consider the radial force on the flexible spline. The force on an infinitesimal area \(dA\) on its outer surface is \(dF = p(\theta) \cdot dA\), where \(dA = (D_f / 2) \cdot B \cdot d\theta\), \(D_f\) is the outer diameter of \(G_f\), and \(B\) is the tooth width. The radial force components in the x and y directions are: $$dF_x = dF \cdot \cos\theta = p(\theta) \cdot \frac{D_f B}{2} \cdot \cos\theta \, d\theta$$ $$dF_y = dF \cdot \sin\theta = p(\theta) \cdot \frac{D_f B}{2} \cdot \sin\theta \, d\theta$$ The total radial force components are obtained by integration over \(0\) to \(2\pi\): $$F_x = \int_{0}^{2\pi} p(\theta) \cdot \frac{D_f B}{2} \cdot \cos\theta \, d\theta$$ $$F_y = \int_{0}^{2\pi} p(\theta) \cdot \frac{D_f B}{2} \cdot \sin\theta \, d\theta$$ Given the symmetry \(p(\theta) = p(\pi – \theta) = p(\pi + \theta) = p(2\pi – \theta)\), and the properties of sine and cosine over symmetric intervals, these integrals evaluate to zero. For instance, consider \(F_x\). The integrand \(p(\theta)\cos\theta\) is an odd function over symmetric limits when \(p(\theta)\) is even about \(\pi\)? Let’s structure it clearly. The pressure distribution has even symmetry about both the x-axis and y-axis. Therefore, for every point at angle \(\theta\) with pressure \(p(\theta)\) contributing to \(F_x\), there is a corresponding point at angle \(\pi – \theta\) with the same pressure but \(\cos(\pi – \theta) = -\cos\theta\), leading to cancellation. The same logic applies for \(F_y\). Consequently: $$F_x = 0, \quad F_y = 0$$ Thus, the net radial fluid force on the flexible spline is zero. The same analysis applies to the forces on the rigid spline (housing), which is stationary and experiences equal and opposite reaction forces, also balanced. This fundamental balance is a direct result of the symmetric chamber design enabled by the strain wave gear principle. The following table contrasts the radial force characteristics between a traditional external gear pump and my Strain Wave Gear Pump:
| Aspect | Traditional External Gear Pump | Strain Wave Gear Pump (Proposed) |
|---|---|---|
| Chamber Symmetry | Single suction and discharge port, asymmetric pressure distribution. | Two symmetric suction and two symmetric discharge chambers. |
| Radial Fluid Force | Non-zero net force directed from discharge to suction side, calculated as \(F_r \approx 0.75 \Delta p B D\) (approx.). | Net radial fluid force is theoretically zero due to symmetric integration. |
| Bearing Load | High, limiting pressure capability and lifespan. | Significantly reduced, primarily from gear meshing forces only. |
| Structural Response | Shaft deflection, leading to wear and leakage. | Minimal shaft deflection, improving sealing and durability. |
The meshing forces in a strain wave gear are also favorably distributed. Unlike traditional gear pumps where typically 1-2 teeth carry the full load, in a strain wave gear system, a significant portion of the teeth are in contact simultaneously—often up to 15-30% of the total teeth. This drastically reduces the contact stress per tooth. The meshing force \(F_m\) per unit width can be related to the transmitted torque \(T\). For a traditional spur gear, the Lewis formula gives bending stress. For the strain wave gear, the force is distributed over many teeth. An approximate relation for the total normal force \(F_{N}\) due to torque transmission is: $$F_{N} \approx \frac{T}{r_p \cdot N_e}$$ where \(r_p\) is the pitch radius and \(N_e\) is the number of teeth in simultaneous engagement. Since \(N_e\) is large, \(F_{N}\) per engaging tooth pair is small. Furthermore, because the flexible spline deforms smoothly, the meshing action involves rolling with minimal sliding, reducing friction and wear. The radial components of these meshing forces are also symmetrically distributed due to the dual engagement lobes, contributing to overall balance.
The advantages of my Strain Wave Gear Pump design extend beyond radial force balance. I have compiled a comprehensive list of its anticipated superior performance attributes:
| Advantage Category | Description | Implication |
|---|---|---|
| Hydraulic Performance | Double discharge chambers effectively double the displacement per revolution compared to a same-size traditional pump. Flow ripple is significantly reduced due to the overlapping action of two chambers and the smoother meshing of the strain wave gear. | Higher volumetric efficiency, more compact design for a given flow rate, lower noise and vibration. |
| Mechanical Performance | Inherent radial force balance eliminates a major source of bearing load and shaft deflection. Reduced contact stress and sliding friction in meshing. | Drastically extended bearing and pump service life, ability to operate at much higher system pressures, improved mechanical efficiency. |
| Operational Flexibility | The two discharge flows can be ported separately for multi-circuit systems or combined for a single high-flow output. | Versatility in hydraulic circuit design, potential for integrated flow division or summation. |
| Durability and Reliability | The use of a strain wave gear mechanism, known for high torque capacity and precision, combined with balanced forces. | High reliability, suitable for demanding applications in aerospace, robotics, and industrial machinery. |
The flow ripple reduction merits further quantitative analysis. The instantaneous flow rate \(q(t)\) from a traditional external gear pump is pulsatile, characterized by a fundamental frequency related to tooth number and speed. The flow pulsation factor \(\delta_q\) is often in the range of 10-25%. For my SWGP, the flow from each chamber is still pulsatile, but the two chambers are phase-shifted. If the wave generator has a two-lobe configuration (ellipse), the phase shift between the two discharge chambers is \(\pi\) radians. The total instantaneous flow \(q_{total}(t) = q_1(t) + q_2(t)\), where \(q_2(t) = q_1(t – \pi/\omega)\). The superposition of these two signals results in partial cancellation of harmonics. The fundamental pulsation amplitude can be reduced theoretically by a factor depending on the waveform shape. Assuming a sinusoidal approximation for the flow from one chamber: $$q_1(t) = \bar{Q} + A \sin(2\omega t)$$ then $$q_2(t) = \bar{Q} + A \sin(2\omega t – 2\pi) = \bar{Q} + A \sin(2\omega t)$$ actually, careful: the period for one chamber’s flow cycle might be one revolution of the wave generator, which has two lobes. So the flow frequency is \(2 \times\) the shaft frequency. If the two chambers are perfectly offset by half the cycle of this frequency, then \(q_2(t) = \bar{Q} + A \sin(2\omega t – \pi) = \bar{Q} – A \sin(2\omega t)\). Then the sum is \(q_{total}(t) = 2\bar{Q}\), a constant flow! In practice, the flow waveform is not perfectly sinusoidal, but the principle holds that significant cancellation occurs. This can be expressed as: $$\delta_{q,SWGP} \ll \delta_{q,traditional}$$
Material selection for the flexible spline is a critical design aspect. It must possess high fatigue strength to endure millions of cycles of elastic deformation, good wear resistance, and compatibility with hydraulic fluids. Common materials for strain wave gear flexsplines include maraging steel, stainless steel, or advanced alloys. The fatigue life \(N_f\) can be estimated using S-N curves and the calculated alternating stress \(\sigma_a\) from the deformation. The stress is primarily bending stress due to the elliptical deflection. For a thin-walled cylinder, the bending stress \(\sigma_b\) can be approximated by: $$\sigma_b \approx E \cdot \frac{d}{R^2} \cdot t$$ where \(E\) is Young’s modulus, \(d\) is deformation amplitude, \(R\) is the neutral radius, and \(t\) is the wall thickness. Optimizing \(d\), \(t\), and material properties is essential for longevity.
From a design optimization perspective, several key parameters govern the performance of the Strain Wave Gear Pump. I can formulate an optimization problem to maximize displacement per unit volume or minimize stress. The design variables include: flexible spline outer diameter \(D_f\), tooth width \(B\), deformation amplitude \(d\), wall thickness \(t\), tooth numbers \(N_f\) and \(N_r\), and wave generator eccentricity. Constraints include maximum allowable stress \(\sigma_{max}\), geometric limits, and manufacturing tolerances. The objective function for maximum flow rate per revolution might be: $$\text{Maximize: } V_d = f(D_f, B, d, N_f, N_r)$$ Subject to: $$\sigma_b(d, t, R, E) \leq S_{fatigue}/FS$$ $$t \geq t_{min}$$ $$N_r – N_f = 2$$ This can be solved using numerical methods. The following table summarizes the influence of key parameters:
| Parameter | Effect on Displacement | Effect on Stress | Design Consideration |
|---|---|---|---|
| Deformation Amplitude \(d\) | Increases linearly with \(d\) (approx.). | Increases linearly with \(d\). | Trade-off between flow and fatigue life. |
| Tooth Width \(B\) | Increases linearly with \(B\). | No direct effect on bending stress. | Limited by axial size and sealing. |
| Flex Spline Diameter \(D_f\) | Increases with \(D_f^2\) (area). | Decreases with increasing \(R\) for fixed \(d\). | Overall size constraint. |
| Wall Thickness \(t\) | Minor effect (reduces internal volume slightly). | Decreases stress if increased, but also increases stiffness requiring more force to deform. | Critical for fatigue; optimal value exists. |
The manufacturing of the Strain Wave Gear Pump presents unique challenges, particularly for the flexible spline. Precision machining of the thin-walled gear teeth, followed by appropriate heat treatment to achieve high fatigue strength, is required. The wave generator must be produced with high accuracy to ensure smooth deformation without inducing stress concentrations. Assembly must maintain precise alignment to ensure the radial seals function effectively with minimal leakage. Despite these challenges, modern manufacturing techniques like precision grinding, wire EDM, and additive manufacturing for prototypes can be employed.
Potential applications for this innovative pump are vast. In mobile hydraulics (construction, agriculture), the high-pressure capability and durability would be beneficial. In industrial automation and robotics, the compact size, low noise, and potential for precise flow control (due to low ripple) are attractive. Aerospace applications could leverage its high power-density and reliability. Moreover, the strain wave gear pump could be configured as a motor, operating in reverse—where pressurized fluid causes the wave generator to rotate, providing a compact, high-torque hydraulic motor with similarly balanced forces.
In conclusion, my exploration into merging the strain wave gear principle with hydraulic pump design has led to a conceptually robust solution to the perennial radial force problem. The Strain Wave Gear Pump inherently achieves radial force balance through symmetric pressure distribution, a direct consequence of its dual-chamber architecture derived from the strain wave gear’s elliptical deformation pattern. This fundamental advantage, coupled with reduced flow pulsation, high displacement density, and favorable meshing characteristics, positions the SWGP as a promising next-generation hydraulic pump. While challenges in material fatigue and manufacturing exist, they are not insurmountable. I believe that further research, prototyping, and testing will validate these theoretical benefits and unlock the full potential of this innovative approach. The strain wave gear, a brilliant concept from precision mechanics, thus finds a powerful new application in fluid power, potentially revolutionizing gear pump technology.