
In the landscape of industrial automation, the SCARA (Selective Compliance Assembly Robot Arm) robot stands as a cornerstone for high-speed, high-precision tasks such as assembly, packaging, and material handling. Its widespread adoption across electronics manufacturing, automotive sectors, and even biomedical fields hinges on its renowned rigidity and positional accuracy. A critical enabler of this performance is the strain wave gear (often referred to as a harmonic drive or harmonic gear), a compact and highly precise reduction unit found at the core of SCARA robot joints. This component is responsible for converting the high-speed, low-torque output of the servo motor into the low-speed, high-torque motion required for precise manipulation.
However, the very nature of its operation makes the strain wave gear susceptible to progressive wear. Under constant cyclic loading in automated production lines, the flexible spline (or “flexspline”) of the gear endures significant alternating stresses. The interaction between the wave generator, the flexspline, and the circular spline leads to gradual wear of the gear teeth. This degradation manifests as increased backlash, transmission error, efficiency loss, and ultimately, catastrophic failures like oil leakage or gear tooth breakage. Such failures not only cause unplanned downtime and costly repairs but can also lead to safety incidents and environmental contamination from leaked lubricants. Therefore, moving from reactive maintenance to a predictive paradigm is paramount for ensuring production continuity, operational safety, and cost-effectiveness.
This article delves into a research effort focused on predicting gear wear in small-sized strain wave gears used in SCARA robots. The core premise is that incipient wear and mechanical degradation alter the dynamic characteristics of the robot’s joint, which can be non-invasively captured through the analysis of servo motor torque signals. By establishing a correlation between specific features extracted from these torque signals and the physical state of the strain wave gear, we aim to develop a methodology for early fault prediction. This approach promises a significant advancement in the predictive health management (PHM) of industrial robots, offering a practical tool for maintenance scheduling and reliability enhancement.
Fundamentals and Wear Mechanisms of the Strain Wave Gear
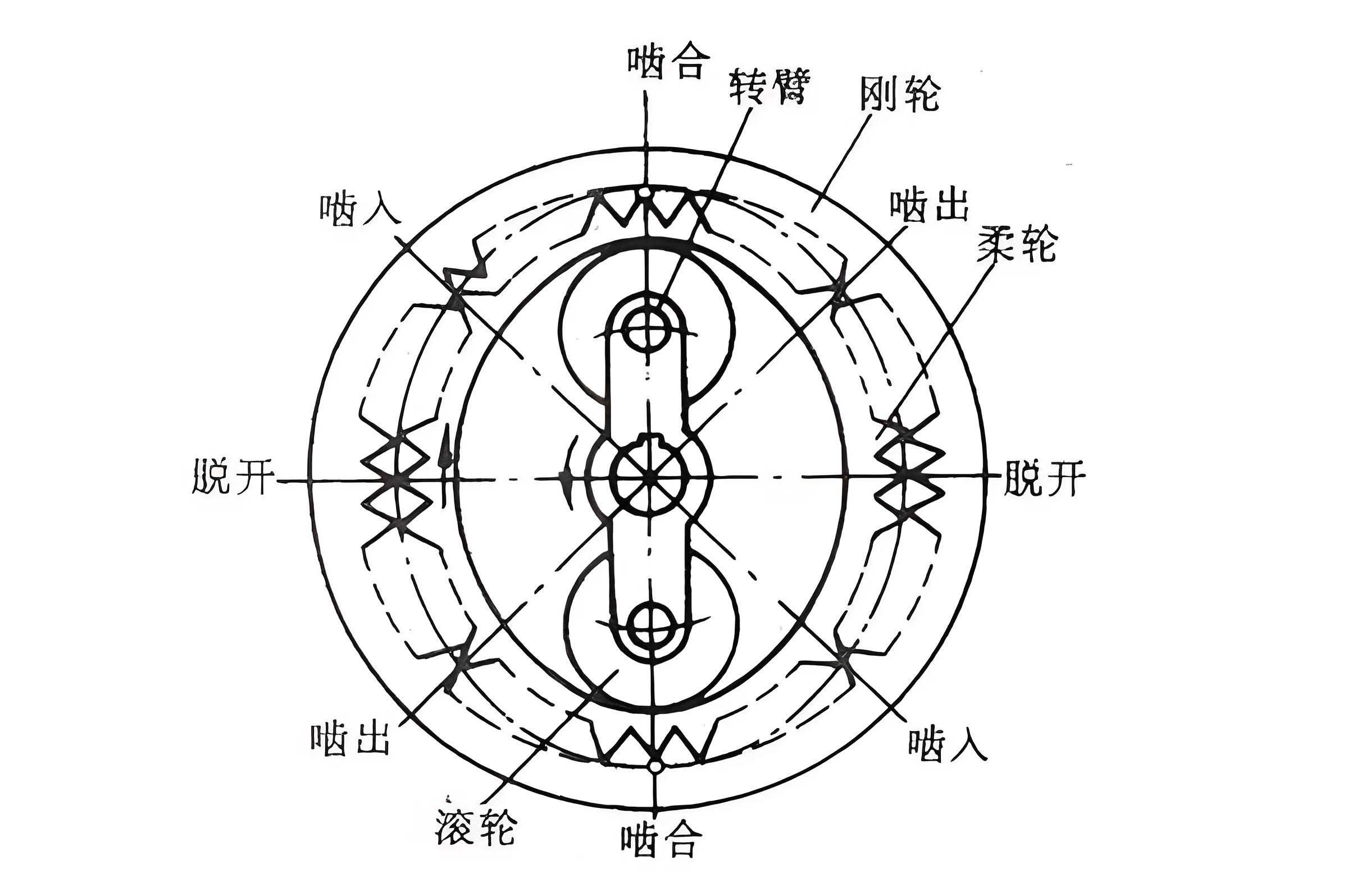
The operational principle of a strain wave gear is based on controlled elastic deformation. The primary components are the wave generator (an elliptical bearing assembly), the flexspline (a thin-walled, flexible external gear), and the circular spline (a rigid internal gear). The wave generator, connected to the motor input, deforms the flexspline into an elliptical shape, causing its external teeth to engage with the internal teeth of the circular spline at two diametrically opposite regions. Due to a difference in the number of teeth between the flexspline and the circular spline (typically by 2), a single rotation of the wave generator results in a very small relative rotation between the flexspline and the circular spline, achieving high reduction ratios.
The wear process in a strain wave gear is multifaceted. The key mechanisms include:
- Adhesive and Abrasive Wear at Gear Mesh: The repeated sliding and rolling contact between the flexspline and circular spline teeth under load leads to gradual material removal.
- Fatigue of the Flexspline: The flexspline undergoes cyclic elastic deformation, which can initiate micro-cracks that propagate over time, potentially leading to fatigue failure.
- Wear of the Wave Generator Bearings: Bearings within the wave generator are subject to high cyclic loads, and their wear can affect the precise elliptical motion, introducing eccentricity.
These mechanisms do not occur in isolation. For instance, wear at the gear mesh increases clearance and impact forces, accelerating bearing wear. Conversely, wave generator eccentricity alters the load distribution across the gear teeth, leading to uneven and accelerated wear patterns. A critical failure mode stemming from this wear progression is oil leakage. As the components wear and deform, sealing surfaces degrade, allowing lubricant to escape. This not only pollutes the environment but also leads to insufficient lubrication, causing a rapid escalation of wear, overheating, and eventual seizure of the strain wave gear.
The theoretical impact of component misalignment and deformation on the output torque waveform of a strain wave gear can be summarized. Under ideal conditions (perfect concentricity and circularity), the output torque is constant for a constant load. However, deviations introduce periodic disturbances.
| Wave Generator | Flexspline | Circular Spline | Expected Torque Waveform Characteristic |
|---|---|---|---|
| Concentric | Concentric & Perfectly Circular | Concentric & Perfectly Circular | Constant (DC component) |
| Eccentric | Concentric & Circular | Concentric & Circular | Fundamental harmonic related to input speed |
| Eccentric | Non-Circular / Deformed | Concentric & Circular | Fundamental and higher-order harmonics |
| Eccentric | Concentric & Circular | Non-Circular / Deformed | Strong second harmonic component |
| Eccentric | Non-Circular / Deformed | Non-Circular / Deformed | Complex spectrum with multiple harmonics |
This table illustrates that wear-induced deformation, particularly of the circular spline (output side), is theoretically linked to the emergence of a second harmonic in the torque signal. This forms the foundational hypothesis for our predictive approach: specific fault conditions imprint identifiable signatures on the joint’s torque signal.
Theoretical Basis for Torque Signal Monitoring
The servo motors driving SCARA robot joints are typically permanent magnet synchronous motors (PMSMs). The fundamental torque production principle states that the electromagnetic torque $T_e$ is proportional to the product of the stator current and the rotor magnetic flux. For a given motor under stable operating conditions (constant magnetic field), the torque is directly proportional to the quadrature-axis current component $i_q$:
$$T_e = k_t \cdot i_q$$
where $k_t$ is the motor’s torque constant. Therefore, by monitoring the motor current (specifically $i_q$), which is readily available from the robot’s digital drive system, we effectively monitor the instantaneous electromagnetic torque being produced to overcome the load and system losses.
In a robot joint, the total torque $T_{motor}$ produced by the servo motor balances several components:
$$T_{motor} = J \alpha + T_{friction} + T_{load\_reflected} + T_{disturbance}$$
where $J\alpha$ is the inertia torque for acceleration, $T_{friction}$ is the friction torque (a combination of viscous and Coulomb friction), $T_{load\_reflected}$ is the external load torque reflected to the motor side through the gear ratio, and $T_{disturbance}$ represents torque disturbances from mechanical faults.
Under a consistent, repetitive robot task (e.g., a pick-and-place cycle), the terms $J\alpha$ and $T_{load\_reflected}$ become periodic and repeatable. The friction torque $T_{friction}$, however, is highly sensitive to the mechanical condition of the transmission, especially the strain wave gear. As wear progresses, surface roughness increases, lubrication deteriorates, and clearances change, leading to a measurable increase in friction and potentially introducing periodic disturbances ($T_{disturbance}$) due to geometric imperfections like eccentricity or tooth damage. Consequently, the servo motor must produce a slightly altered torque profile to maintain the same motion trajectory. Detecting these subtle yet consistent changes in the torque/current signal over time is the essence of the proposed predictive maintenance strategy.
Experimental Methodology for Data Acquisition and Analysis
To validate the hypothesis that strain wave gear wear can be predicted via torque signal analysis, a controlled experimental study was designed and executed. The primary goal was to collect high-fidelity torque data from SCARA robot joints under conditions that mimic real-world operation while isolating key variables.
Test Setup and Condition Control
The experiments utilized multiple units of a common SCARA robot model. To focus on the strain wave gear’s behavior, stringent controls were implemented to mitigate confounding factors:
- Temperature Stabilization: Electromagnetic torque constant $k_t$ can vary with motor winding temperature. Tests commenced only after the motor reached thermal equilibrium (temperature rise of less than 1K per hour), ensuring stable electrical parameters.
- Stable Power Supply: A regulated three-phase power source was used to prevent voltage imbalance, which could cause current fluctuations unrelated to mechanical state.
- Consistent Loading: Instead of a dynamic “motor-to-motor” load test bench (which introduces its own vibrations) or alternating load/no-load cycles, a constant inertial load was applied. The robot was configured to carry its rated payload (a calibrated mass) continuously throughout the test cycle, providing a steady, repeatable load condition.
- Single-Axis Motion: To simplify analysis and ensure signal purity, tests were conducted by moving only one robot joint (either Axis 1 or Axis 2) in a repetitive back-and-forth motion at its rated speed and acceleration. This isolated the signal from the strain wave gear of interest.
The core test parameters are summarized below:
| Component | Specification / Model | Remarks |
|---|---|---|
| SCARA Robot | IRB 910SC | Test platform |
| Strain Wave Gear | CSG-32-100-2UH-SP | Test subject, cup-type flexspline |
| Robot Controller | IRC5C | Provides motor current data |
| Lubricant | 4BNo.2 Grease | Standard factory lubricant |
| Environmental Temp | 25 ±1°C | Controlled laboratory condition |
| Payload | 6 kg | Constant rated load |
Data Acquisition, Processing, and Feature Extraction
The experimental workflow comprised three main stages: signal capture, pre-processing, and stable segment analysis.
1. Data Acquisition: Utilizing the robot manufacturer’s proprietary software (ABB TSV), direct access to the servo drive’s internal signals was established via a TCP/IP connection. The following signals were sampled at 1000 Hz for each test run:
– Motor Torque Command / Actual Torque (derived from $i_q$)
– Motor Position
– Motor Speed
2. Signal Pre-processing: The raw torque signal contained high-frequency noise from electrical switching and other sources. A low-pass digital filter with a cutoff frequency of 10 Hz was applied. This cutoff was selected as approximately 50 times the fundamental motion frequency (around 0.2 Hz for a 12 RPM joint speed), effectively removing noise while preserving the low-frequency components related to mechanical motion and potential faults.
3. Stable Segment Extraction: A single robot move profile consists of acceleration, constant velocity, and deceleration phases. The transient phases are rich in inertial dynamics that can mask subtle fault signatures. Therefore, for steady-state analysis, only data from the constant velocity portion of the move were extracted. This ensures that the analyzed signal primarily reflects the equilibrium between motor torque and the combined friction and load torque.
4. Feature Calculation – Kurtosis: In the time domain, statistical moments offer a compact way to describe signal characteristics. Kurtosis was chosen as a primary feature due to its sensitivity to impulsive signals and shifts in signal distribution shape—both expected outcomes of mechanical wear introducing transient impacts or periodic disturbances. The sample kurtosis $K$ of a discrete torque signal $x_i$ of length $N$ is calculated as:
$$K = \frac{\frac{1}{N} \sum_{i=1}^{N} (x_i – \bar{x})^4}{\left( \frac{1}{N} \sum_{i=1}^{N} (x_i – \bar{x})^2 \right)^2} = \frac{\mu_4}{\sigma^4}$$
where $\bar{x}$ is the sample mean, $\mu_4$ is the fourth central moment, and $\sigma$ is the standard deviation. For a normal (Gaussian) distribution, the expected kurtosis value is 3. A kurtosis value significantly greater than 3 indicates a distribution with heavier tails and a sharper peak, often associated with the presence of impactful transient events in the signal—a potential indicator of mechanical degradation in the strain wave gear transmission.
Experimental Results and Analysis
The methodology was first applied to two identical SCARA robots: one with new strain wave gears, and another where visual inspection had already identified significant oil leakage from the output side of the strain wave gear on Axis 2—a clear sign of advanced wear and seal failure.
Comparative Waveform Analysis: The torque signals from the constant velocity phase were compared. The torque signal from a new, healthy strain wave gear exhibited a relatively flat and stable profile during constant velocity motion, with only minor ripple. In stark contrast, the torque signal from the joint with the leaking strain wave gear displayed a pronounced periodic oscillation. Visual inspection of the waveform suggested a dominant secondary oscillation within each major movement cycle, aligning with the theoretical prediction for circular spline deformation.
Kurtosis Analysis: Calculating the kurtosis values for the stable velocity segments provided a quantitative distinction:
| Robot Joint (Condition) | Calculated Kurtosis (K) | Visual/Observed Condition |
|---|---|---|
| Axis 1 (New Strain Wave Gear) | 3.1 | Normal, no leakage |
| Axis 2 (Leaking Strain Wave Gear) | 8.2 | Severe oil leakage, suspected severe wear |
The kurtosis value for the healthy joint (K=3.1) is very close to the Gaussian norm of 3, indicating a stable torque demand with minimal anomalies. The kurtosis value for the faulty joint (K=8.2) is dramatically higher, confirming the presence of significant impulsive or high-amplitude cyclic content in the torque signal correlated with the physically observed failure mode.
Extended Validation Study
To statistically validate the correlation between elevated kurtosis and strain wave gear health, an extended study was conducted on a batch of 10 SCARA robots (comprising 20 strain wave gear units in total on Axes 1 and 2). The same test protocol and kurtosis calculation were applied to all units. The results are summarized below:
| Test Unit (Robot.Axis) | Calculated Kurtosis (K) | Observed Oil Leakage at Strain Wave Gear |
|---|---|---|
| Robot1.Ax1 | 8.0 | Yes (Visible oil trace) |
| Robot1.Ax2 | 8.2 | No |
| Robot2.Ax1 | 8.3 | Yes |
| Robot2.Ax2 | 8.2 | Yes |
| Robot3.Ax1 | 8.1 | Yes |
| Robot3.Ax2 | 8.1 | Yes |
| Robot4.Ax1 | 8.0 | Yes |
| Robot4.Ax2 | 8.4 | No |
| Robot5.Ax1 | 8.3 | Yes |
| Robot5.Ax2 | 8.5 | No |
| Robot6.Ax1 | 8.0 | Yes |
| Robot6.Ax2 | 8.3 | Yes |
| Robot7.Ax1 | 8.2 | Yes |
| Robot7.Ax2 | 8.4 | Yes |
| Robot8.Ax1 | 8.1 | Yes |
| Robot8.Ax2 | 8.2 | Yes |
| Robot9.Ax1 | 8.4 | Yes |
| Robot9.Ax2 | 8.5 | No |
| Robot10.Ax1 | 8.3 | Yes |
| Robot10.Ax2 | 8.0 | Yes |
Statistical Outcome: Out of the 20 strain wave gear units tested, 16 units exhibited a kurtosis value $K > 8$. Among these 16 units, 14 displayed clear visual evidence of oil leakage—a strong failure indicator. This yields a conditional probability and prediction accuracy:
Probability of leakage given $K > 8$: $P(Leakage | K>8) = 14/16 = 87.5\%$
Overall accuracy for predicting the observed leakage state using the threshold $K > 8$: $Accuracy = (14 + 4) / 20 = 18/20 = 90\%$ (where the 4 correct predictions are the units with $K \leq 8$ and no leakage).
This extended test strongly supports the hypothesis that an elevated kurtosis value (specifically exceeding 8 under these test conditions) in the joint torque signal is a robust indicator of advanced degradation in the strain wave gear, with a high likelihood of manifesting as oil leakage. The four units with high kurtosis but no visible leakage may represent an earlier stage of internal wear where deformation and increased friction are present, but the seal integrity has not yet been fully compromised—an even more valuable prediction for preventative maintenance.
Comprehensive Discussion and Practical Implications
The results demonstrate the practical viability of using servo motor torque signals for predicting strain wave gear wear in SCARA robots. The method is inherently non-invasive, leveraging data already available within the robot’s digital control ecosystem, making it highly attractive for industrial implementation. The kurtosis index, a simple time-domain statistical feature, proved to be a remarkably effective discriminator in this context.
Mechanistic Interpretation: The rise in kurtosis can be mechanistically linked to the wear processes within the strain wave gear. As teeth wear and clearances increase, the transmission loses smoothness. Impacts occur as teeth take up the clearance under alternating load, generating torque transients. Furthermore, eccentricity caused by bearing wear or deformation imposes a periodic variation in the load distribution and friction, modulating the torque signal at specific harmonics (e.g., second harmonic for circular spline deformation). Both phenomena—transient impacts and periodic modulation—contribute to a deviation of the torque signal’s distribution from normality, resulting in an increased kurtosis value. The correlation with oil leakage is logical, as significant wear and deformation are prerequisites for seal failure.
Threshold Setting and Generalizability: The threshold of $K > 8$ emerged from this specific experimental setup (robot model, strain wave gear model, load, motion profile). For general application, thresholds should be established based on a baseline measured on new, healthy equipment under standard operating conditions. A relative threshold, such as “a 150% increase from baseline kurtosis” or “kurtosis exceeding mean baseline by 20 standard deviations,” may offer more robustness across different robot models and applications. The method’s principle is not limited to cup-type strain wave gears; it should be applicable to other configurations (hat-type, pancake-type) and even to other robotic systems using strain wave gear reducers, such as 6-axis articulated arms, as the underlying physics of wear-induced torque disturbance remains consistent.
Integration into a PHM Framework: This torque-based kurtosis analysis is a prime candidate for integration into a broader Predictive Health Management (PHM) system for industrial robots. The workflow would involve:
- Regular Data Snapshot: Periodically (e.g., daily or weekly) executing a standardized test motion cycle on the robot during planned idle periods and recording the joint torque data.
- Automated Analysis: Software automatically extracts the stable velocity segments, computes the kurtosis (and potentially other time/frequency-domain features), and compares them to healthy baselines.
- Health Assessment & Alerting: The system trends the feature values over time. A sustained upward trend or a breach of a predefined threshold triggers an alert, recommending inspection or planning for strain wave gear replacement during the next maintenance window, well before catastrophic failure.
Limitations and Future Work: The current study primarily links high kurtosis to a late-stage failure symptom (oil leakage). Future work should focus on capturing data throughout the entire lifespan of a strain wave gear to identify features that signal incipient wear, allowing for even earlier intervention. Furthermore, while controls were placed, the influence of varying payloads, extreme ambient temperatures, and different motion profiles on the torque signal needs further systematic study to develop robust, application-agnostic algorithms. Combining time-domain features like kurtosis with frequency-domain analysis (e.g., tracking the amplitude of the 2nd harmonic) could provide a more comprehensive fault diagnosis, distinguishing between different failure modes of the strain wave gear assembly.
Conclusion
The global SCARA robot market is poised for continuous growth, driving an ever-greater need for maximizing uptime and operational reliability. The strain wave gear, as a precision-critical and wear-prone component, represents a key focal point for predictive maintenance strategies. This research has established and validated a practical, data-driven method for predicting wear-related failures in SCARA robot strain wave gears through the analysis of joint servo torque signals. The demonstrated strong correlation between elevated signal kurtosis and the onset of oil leakage, a severe failure mode, provides maintenance engineers with a powerful, non-invasive diagnostic tool.
By transitioning from schedule-based or breakdown-based maintenance to a condition-based approach grounded in this methodology, manufacturers can achieve significant economic benefits: reduction in unplanned downtime, optimization of spare part inventory, prevention of secondary damage from failed gears, and avoidance of production losses. The principles explored here extend beyond SCARA robots to any precision machinery utilizing strain wave gear technology. As industrial IoT and data analytics platforms mature, integrating such straightforward yet effective signal processing techniques will be instrumental in realizing the full potential of smart, resilient, and sustainable manufacturing systems.