
The pursuit of higher power density, precision, and longevity in mechanical transmission systems has consistently driven innovation in gear design. Among the various solutions, strain wave gearing, often commercially known as harmonic drives, stands out for its unique operational principles and exceptional performance characteristics. As a researcher deeply involved in this field, I have focused on overcoming the inherent limitations of conventional tooth profiles used in strain wave gears. This article details a comprehensive methodology for the parametric design and simulation of a novel tooth profile, aiming to significantly enhance the load capacity and operational reliability of these remarkable transmission systems.
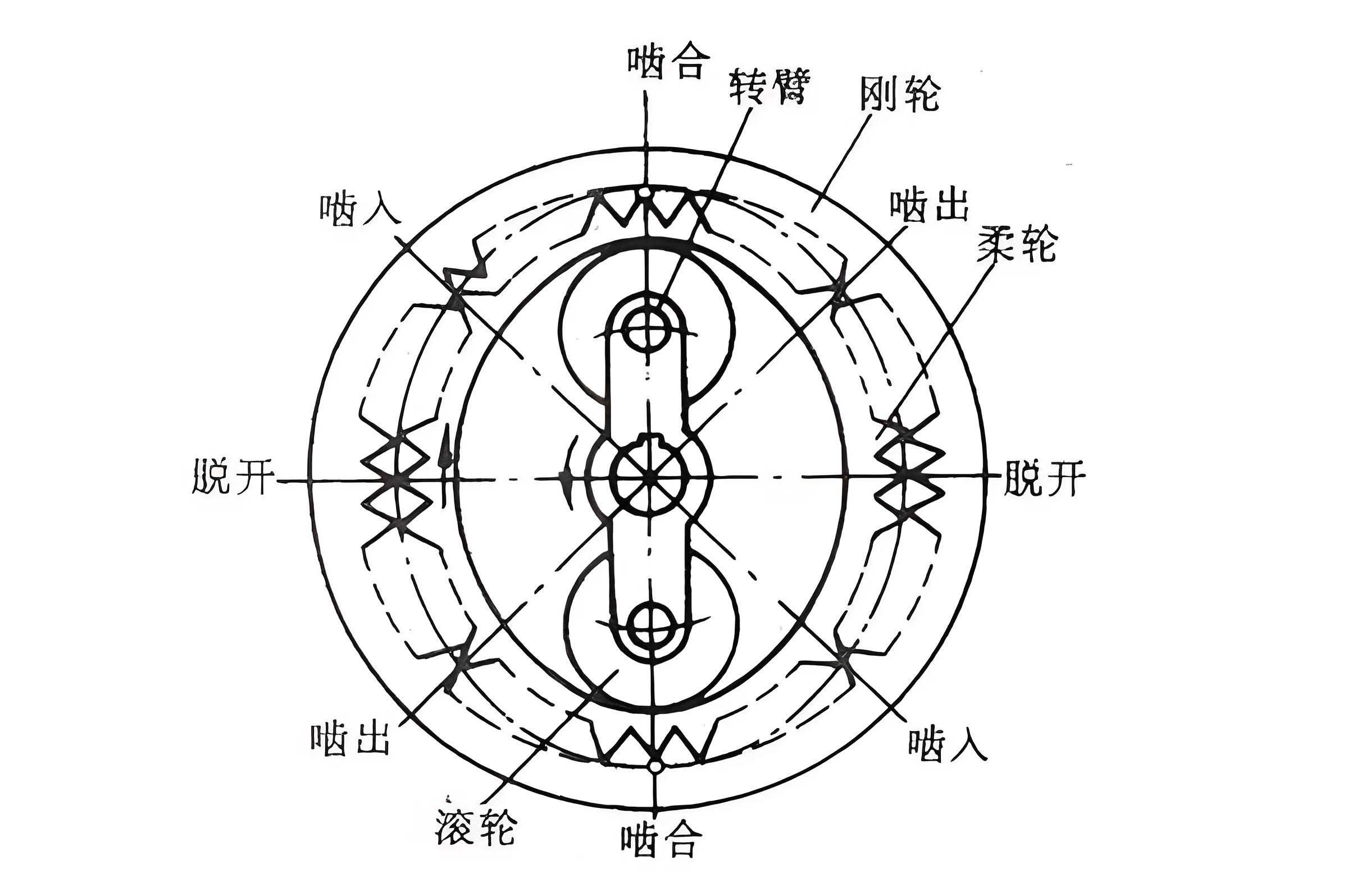
The fundamental operation of a strain wave gear relies on the controlled elastic deformation of a flexible component. The assembly primarily consists of three key elements: a rigid circular spline (Circular Spline), a flexible spline (Flexspline), and a wave generator (Wave Generator). The wave generator, typically an elliptical cam or a set of rotating bearings, deforms the Flexspline into a non-circular shape, causing its external teeth to engage with the internal teeth of the Circular Spline at two diametrically opposite regions. The slight difference in the number of teeth between the Flexspline and the Circular Spline results in a high reduction ratio through incremental motion as the wave generator rotates. This mechanism bestows strain wave gears with unparalleled advantages: an exceptionally high reduction ratio in a single stage, zero-backlash operation, high torque capacity relative to size, and coaxial input/output shafts. These features make them indispensable in precision applications such as aerospace actuators, robotic joints, satellite positioning systems, and medical equipment.
However, the performance ceiling of a strain wave gear is critically dictated by the geometry of the mating tooth profiles on the Flexspline and Circular Spline. Traditional profiles, such as the involute or simple triangular shapes, present significant drawbacks under high-load conditions. Stress concentration at the root of the Flexspline teeth is a primary concern, leading to premature fatigue failure. Furthermore, under heavy loads, the deformation of the Flexspline can deviate from the ideal model, causing edge contact, increased wear, and a reduction in positional accuracy. These limitations have spurred global research into alternative tooth geometries. Profiles like the “S” tooth, double-circular-arc, and modified involute have been proposed and implemented with varying degrees of success. The “S” tooth, for instance, demonstrates improved contact conditions but faces challenges with manufacturing complexity and increased error when the Flexspline has a low tooth count. The double-circular-arc profile offers better root stress distribution and is more manufacturable. Building upon these foundations, my work explores a composite profile termed the Circular arc-To-involute-Circular arc (CTC) tooth form. This design seeks to synergize the favorable stress characteristics of circular arcs with the smooth meshing and manufacturing ease associated with involute curves, aiming for a superior overall meshing performance.
The core of designing a new tooth profile for a strain wave gear lies in establishing a precise mathematical model of the conjugate mating surfaces. The process begins not with the Flexspline itself, but with defining the cutting tool that will generate it. For the CTC Flexspline, the corresponding tool profile is a rack cutter with a Circular arc-Straight line-Circular arc form in its normal section. This rack profile is the conjugate counterpart to the desired Flexspline tooth. The design parameters for the Flexspline are the starting point: module (m), number of teeth (Z), pressure angle (α), addendum coefficient (ha*), dedendum coefficient (hf*), and tip clearance coefficient (c*). From these, the precise geometry of the rack cutter is derived.
The coordinate system for the rack cutter is defined with the X-axis along its pitch line and the Y-axis along the tooth’s centerline. The geometry is constructed symmetrically. Key parameters of the rack cutter profile, such as the coordinates of the arc centers and their radii, are determined by solving systems of geometric constraint equations. Let the radii of the dedendum (lower) and addendum (upper) circular arcs be $R_a$ and $R_b$, with their centers at $(x_a, y_a)$ and $(x_b, y_b)$, respectively. The transition points between the circular arcs and the straight (involute-generating) section are $(x_3, y_3)$ and $(x_4, y_4)$. The points where the arcs meet the tool tip and root lines are $(x_5, y_5)$ and $(x_6, y_6)$. These are calculated sequentially.
First, the intersection of the straight-line sections defines $x_4$. The straight-line section corresponding to the involute part of the Flexspline has the equation:
$$ y = \tan\left(\frac{\pi}{2} + \alpha\right) (x – \frac{\pi m}{4}) $$
Another line, defining the flank of the adjacent tooth, is:
$$ y + h_f^* m = \tan(\alpha) (x + \frac{\pi m}{4}) $$
Solving this system yields the coordinate $x_4$. By symmetry, $x_3 = \frac{\pi m}{2} – x_4$.
Next, the center $(x_a, y_a)$ of the dedendum arc is found. This arc is tangent to both the tool root line and the straight-line section. The relevant equations are the line perpendicular to the straight section passing through $(x_3, y_3)$, and the line defining the tool’s root flank. The radius $R_a$ is then the distance from this center to the tangency point on the straight line:
$$ R_a = \frac{-(x_a – x_3)}{\cos(\alpha)} $$
A similar procedure is followed to find $(x_b, y_b)$ and $R_b$ for the addendum arc. Finally, $x_5$ and $x_6$ are found by intersecting the circular arc equations with the tool tip and root lines ($y = (h_a^*+c^*)m$ and $y = -(h_f^*+c^*)m$, respectively).
Thus, the parametric equation for one flank of the rack cutter tool profile can be piecewise defined as follows:
$$
y_{rack}(x) =
\begin{cases}
(h_a^* + c^*)m, & 0 \leq x \leq x_5 \\
y_a + \sqrt{R_a^2 – (x – x_a)^2}, & x_5 \leq x \leq x_3 \\
\tan\left(\alpha + \frac{\pi}{2}\right) (x – \frac{\pi m}{4}), & x_3 \leq x \leq x_4 \\
y_b + \sqrt{R_b^2 – (x – x_b)^2}, & x_4 \leq x \leq x_6 \\
-(h_f^* + c^*)m, & x_6 \leq x \leq \frac{\pi m}{2}
\end{cases}
$$
The complete tool tooth profile is generated by mirroring and periodically repeating this flank function.
| Parameter | Symbol | Typical Value / Role |
|---|---|---|
| Module | $m$ | Fundamental size parameter (e.g., 0.3 mm) |
| Flexspline Tooth Count | $Z_f$ | Determines reduction ratio with Circular Spline |
| Pressure Angle | $\alpha$ | Affects radial/axial forces and contact ratio (e.g., 15°-30°) |
| Addendum Coefficient | $h_a^*$ | Typically 0.8-1.0 for Flexspline |
| Dedendum Coefficient | $h_f^*$ | Typically 0.8-1.25, provides root strength |
| Tip Clearance Coefficient | $c^*$ | Prevents tip interference (e.g., 0.25-0.4) |
| Dedendum Arc Radius | $R_a$ | Optimized to minimize root stress concentration |
| Addendum Arc Radius | $R_b$ | Optimized for smooth entry/exit of contact |
With the rack cutter profile fully defined, the next step is to generate the conjugate Flexspline tooth profile using the principle of gear generation (simulating the hobbing process). In this method, the relative motion between the rack cutter (tool) and the gear blank (Flexspline) is that of pure rolling between the tool’s pitch line and the gear’s pitch circle. To mathematically model this, two coordinate systems are established: a moving system $\{X_1O_1Y_1\}$ attached to the rack cutter, and a fixed system $\{X_2O_2Y_2\}$ attached to the Flexspline blank. The pitch circle of the Flexspline has a radius $R_2 = m Z_f / 2$.
The generation motion can be conceptually reversed: instead of the rack rolling around the fixed gear, we consider the gear as fixed and the rack coordinate system as undergoing a composite motion that ensures its pitch line rolls without slipping on the gear’s pitch circle. This motion consists of a translation and a rotation. As the rolling parameter $\phi$ (the angle of rotation) increases, the origin $O_1$ of the rack system moves along the cycloidal path traced by a point on the pitch line relative to the pitch circle. Its coordinates in the fixed system are:
$$ O_{1x} = R_2 \sin\phi – R_2 \phi \cos\phi $$
$$ O_{1y} = R_2 \cos\phi + R_2 \phi \sin\phi $$
Simultaneously, the rack coordinate system rotates by the angle $\phi$ relative to the fixed system.
Therefore, any point $(x_1, y_1)$ on the rack cutter profile in its own moving system can be mapped to its position $(x_2, y_2)$ in the fixed Flexspline coordinate system at any instant during the generation process using the homogeneous transformation matrix:
$$
\begin{bmatrix}
x_2 \\
y_2 \\
1
\end{bmatrix}
=
\begin{bmatrix}
\cos\phi & \sin\phi & O_{1x} \\
-\sin\phi & \cos\phi & O_{1y} \\
0 & 0 & 1
\end{bmatrix}
\begin{bmatrix}
x_1 \\
y_1 \\
1
\end{bmatrix}
$$
This simplifies to:
$$ x_2 = x_1 \cos\phi + y_1 \sin\phi + O_{1x} $$
$$ y_2 = -x_1 \sin\phi + y_1 \cos\phi + O_{1y} $$
By discretizing the rack profile $(x_1, y_1)$ into a dense set of points and calculating their positions $(x_2, y_2)$ for a continuous range of the rolling angle $\phi$ from $0$ to $2\pi/Z_f$ (sufficient to cover one tooth space), we obtain a family of curves in the fixed plane. The envelope of this family of curves is precisely the generated tooth profile of the Flexspline. Numerically, this envelope can be found by solving for the condition where the family of curves has a singular point, or more practically, by plotting all transformed points for a finely incremented $\phi$ and identifying the outermost boundary that forms the tooth contour. This process is the digital equivalent of the physical gear hobbing operation.
To implement this parametric design and simulation workflow efficiently, a computational tool like MATLAB is ideal. The process is automated through a structured algorithm. The user inputs the basic Flexspline design parameters. The script then calculates all necessary rack cutter geometry parameters ($x_a, y_a, R_a, x_b, y_b, R_b$, etc.) by solving the geometric constraint systems. Next, it defines the rack profile function $y_{rack}(x_1)$. The core generation loop iterates over the rolling angle $\phi$. For each $\phi$, it transforms a dense set of points from the rack profile to the fixed coordinate system using the transformation matrix. The resulting point cloud, when plotted, visually represents the path of the cutter. The envelope of this point cloud, which forms the Flexspline tooth, becomes clearly apparent. Advanced scripting can extract this envelope curve numerically for further analysis, such as calculating the resulting gear’s geometric properties or exporting the profile for Finite Element Analysis (FEA).
| Profile Type | Key Advantages | Key Disadvantages | Manufacturing Complexity |
|---|---|---|---|
| Involute | Simple design, well-understood, easy to manufacture with standard tools. | High root stress concentration, prone to edge contact under load. | Low |
| Triangular | Simple geometry. | Poor load distribution, low bending strength, high wear. | Low |
| “S” Tooth | Improved contact pattern, higher load capacity, reduced wear. | Requires specialized tooling, profile error increases with low tooth count, costly. | High |
| Double Circular Arc | Good root stress distribution, increased bending strength, more manufacturable than “S” tooth. | Design and optimization of arc parameters is critical. | Medium |
| CTC (Proposed) | Combines smooth involute meshing with strong arc root/flank; optimized for stress and contact; wider tooth space aids lubrication. | Design process is more complex; requires precise parametric modeling and simulation. | Medium (uses combinable standard forms) |
The simulation results provide clear visual and quantitative validation of the design. For a given set of parameters (e.g., $m=0.3$ mm, $Z_f=270$, $\alpha=15^\circ$, $h_a^*=0.8$, $h_f^*=0.8$, $c^*=0.3$), the script first outputs the designed rack cutter profile, calculating the arc radii (e.g., $R_a = R_b \approx 0.462$ mm). Subsequently, the generation simulation can be animated, showing the rack cutter in various positions as it rolls around the Flexspline blank. The final output is the complete, generated CTC tooth profile of the Flexspline. The profile exhibits the distinct features: a circular arc near the dedendum for strength, a straight (involute-generating) section in the active meshing region, and a circular arc near the addendum. This composite shape is engineered to provide a more favorable stress flow from the tooth root, a gradual engagement/disengagement process to reduce impact, and a wider tooth space that facilitates lubricant retention and reduces the risk of thermal locking.
The advantages of this parametric CTC design methodology for strain wave gears are multi-fold. First, it enables rapid prototyping and what-if analysis. Designers can adjust fundamental parameters and immediately observe the impact on the final Flexspline tooth geometry, the undercut condition, and the theoretical contact path. Second, the mathematically generated profile data is directly usable for creating Computer-Aided Design (CAD) models for strength analysis via FEA and for generating Computer Numerical Control (CNC) tool paths for manufacturing prototypes or production tooling. Third, it allows for systematic optimization. The design parameters can be treated as variables in an optimization loop aimed at minimizing maximum root stress, maximizing contact ratio, or minimizing transmission error, thereby tailoring the strain wave gear for specific high-performance applications.
In conclusion, the pursuit of superior strain wave gear performance necessitates moving beyond traditional tooth profiles. The CTC tooth form, conceived through conjugate action theory and realized via parametric modeling and digital simulation, represents a significant step forward. By strategically combining circular arcs with an involute segment, this design directly addresses the critical failure modes of root fracture and detrimental mesh misalignment under load. The implementation of this design using the generation principle and computational tools like MATLAB provides a robust, flexible, and powerful framework for the development of next-generation strain wave gears. This approach not only enhances the fundamental understanding of meshing mechanics in these unique gears but also paves a practical path toward manufacturing strain wave gears with higher torque density, greater precision, and extended service life, meeting the escalating demands of advanced robotics, aerospace, and other precision engineering fields. The future of strain wave gear development lies in such integrated digital design, simulation, and optimization processes, enabling the creation of transmission components that are both highly intelligent in their design and exceptionally reliable in their operation.
| Step | Action | Key Inputs | Key Outputs / Equations |
|---|---|---|---|
| 1 | Define Flexspline Specifications | $m, Z_f, \alpha, h_a^*, h_f^*, c^*$ | Pitch Radius $R_2 = m Z_f / 2$ |
| 2 | Design Conjugate Rack Cutter | Parameters from Step 1 | Solve for $x_a, y_a, R_a, x_b, y_b, R_b, x_3, x_4, x_5, x_6$ using geometric constraint systems. Define $y_{rack}(x_1)$. |
| 3 | Establish Coordinate Transform | Rolling angle $\phi$, $R_2$ | Path of $O_1$: $[R_2(\sin\phi-\phi\cos\phi), R_2(\cos\phi+\phi\sin\phi)]$. Transform: $[x_2, y_2]^T = T(\phi) [x_1, y_1]^T$. |
| 4 | Perform Digital Generation | $y_{rack}(x_1)$, $\phi$ from $0$ to $2\pi/Z_f$ | Family of curves $(x_2(\phi), y_2(\phi))$. The envelope is the Flexspline tooth profile. |
| 5 | Simulate & Extract Profile | Point cloud from Step 4 | Visual plot of generation process. Numerical extraction of envelope boundary coordinates. |
| 6 | Analysis & Export | Extracted profile coordinates | FEA for stress, calculation of contact ratio, export to CAD/CAM systems. |