
In the realm of precision mechanical transmission systems, the planetary roller screw assembly represents a significant advancement over traditional ball screw mechanisms. As a key component in high-performance applications such as aerospace, robotics, and precision machine tools, the planetary roller screw assembly offers superior load capacity, longevity, and operational efficiency. Central to its functionality are the rollers—complex parts featuring threaded sections and splined or geared ends—which facilitate the conversion of rotary to linear motion through rolling contact. The manufacturing of these rollers presents considerable challenges, as conventional methods often involve multiple machining steps that compromise efficiency, material integrity, and geometric accuracy. In this discussion, we explore existing production techniques and introduce a novel synchronous rolling process for the plastic forming of rollers, emphasizing its potential for high-volume, precision manufacturing within planetary roller screw assemblies.
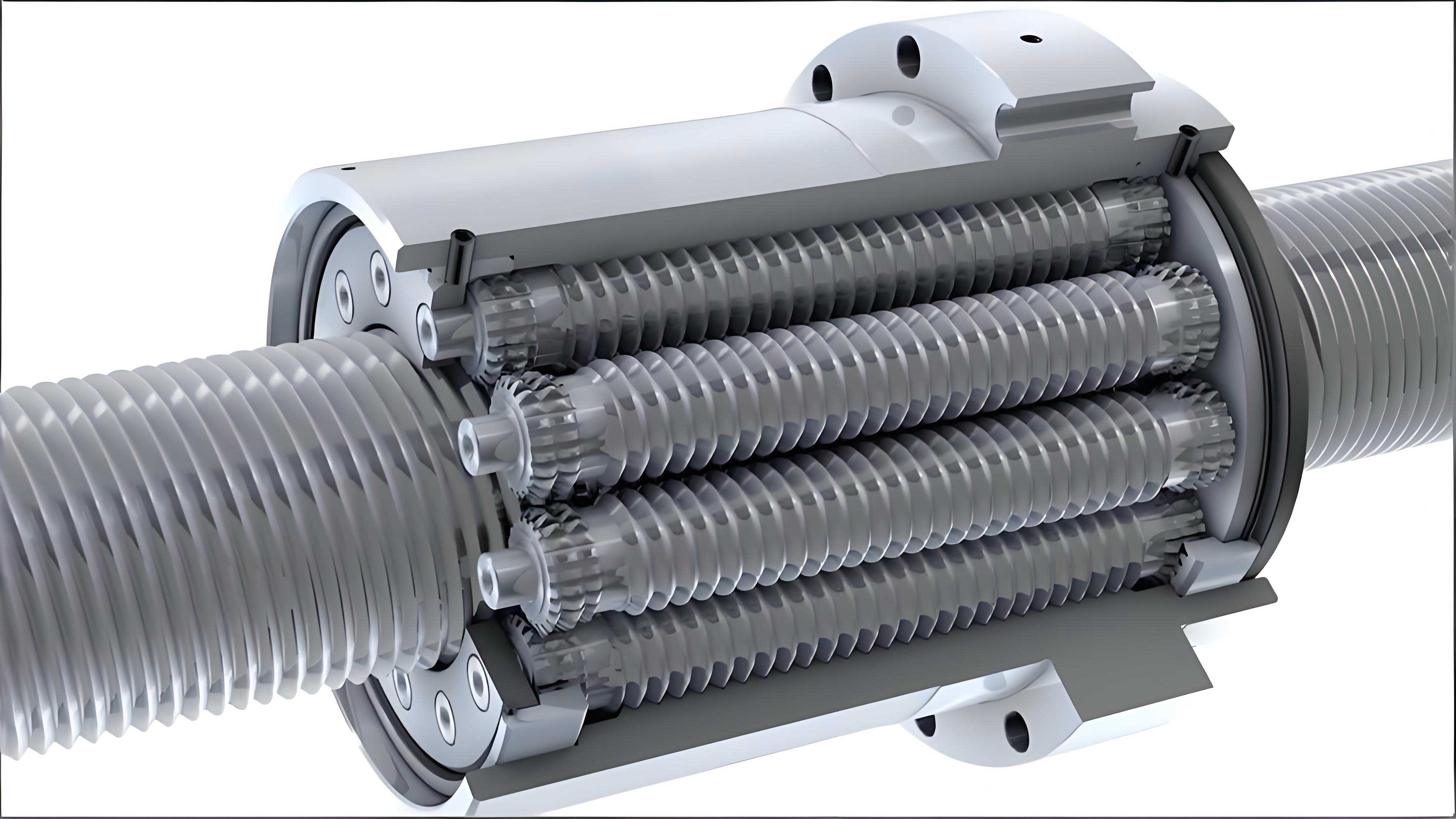
The planetary roller screw assembly operates on the principle of planetary motion, where multiple rollers engage with both a central screw and a nut, distributing loads across numerous contact points. This design minimizes sliding friction, enhances speed capabilities, and allows for smaller leads compared to ball screws. A critical aspect of the planetary roller screw assembly is the roller itself, which typically comprises a central threaded segment flanked by splines or gears at both ends. These features ensure proper alignment and prevent phase conflicts during assembly. The performance and reliability of the entire planetary roller screw assembly hinge on the precision and mechanical properties of these rollers, making their manufacturing process a focal point of innovation.
Conventional methods for producing rollers in planetary roller screw assemblies have relied heavily on subtractive machining. This typically involves turning or grinding for the threaded sections, followed by separate operations like hobbing or shaping for the splines. While effective for prototyping or low-volume production, such approaches are inherently inefficient, material-wasteful, and detrimental to part strength due to fiber disruption. Alternatively, existing plastic forming techniques, such as cold rolling, offer improved material utilization and enhanced surface properties but still require sequential forming of threads and splines. This multi-step process extends cycle times, increases equipment complexity, and may introduce inconsistencies in the relative positioning of features—a critical issue for the proper meshing in a planetary roller screw assembly. To address these limitations, we propose a synchronous rolling process that simultaneously forms both threads and splines in a single operation, leveraging the principles of plastic deformation for high-precision, batch production.
The advantages of the planetary roller screw assembly over ball screws are quantifiable across several parameters. Table 1 provides a comparative analysis, highlighting the enhanced performance characteristics that justify the focus on advanced roller manufacturing.
| Parameter | Ball Screw | Planetary Roller Screw Assembly |
|---|---|---|
| Relative Load Capacity | 1 (Baseline) | ≥3 |
| Relative Rotational Speed | 1 (Baseline) | 2 |
| Relative Service Life | 1 (Baseline) | 15 |
| Minimum Achievable Lead | Limited by ball diameter (≥0.5 mm) | Can be ≤0.5 mm or smaller |
| Load Distribution | Small contact area; sequential loading | Large contact area; simultaneous loading |
| Centrifugal Effects | Significant at high speeds | Mitigated by planetary geometry |
From a manufacturing perspective, the choice of process significantly impacts the cost, quality, and throughput of rollers for planetary roller screw assemblies. Table 2 summarizes the characteristics of various production methods, underscoring the need for a more integrated approach.
| Forming Method | Number of Equipment Units | Process Complexity | Forming Sequence | Cycle Time |
|---|---|---|---|---|
| Subtractive (Machining) | ≥2 | Moderate | Threads and splines formed separately in time | Long |
| Plastic Forming (Sequential Rolling) | ≥2 | Moderate | Threads and splines formed separately in time | Long |
| Plastic Forming (Single Machine, Sequential) | 1 | High | Threads and splines formed separately in time | Shortened |
| Proposed Synchronous Rolling | 1 | Moderate (based on standard equipment) | Threads and splines formed simultaneously | Short |
The synchronous rolling process we have developed is grounded in the kinematics of gear and thread engagement. In a planetary roller screw assembly, the roller’s thread meshes with the screw and nut, while its splines engage with retaining rings or gears to maintain alignment. To achieve simultaneous forming, the rolling dies are designed with integrated thread and spline profiles. The workpiece rotates in the opposite direction to the dies, which are mounted on two synchronized spindles. Radial feed motion is applied to one or both spindles to induce plastic deformation. A fundamental relationship governs the design of the dies to ensure proper meshing during and after formation. The thread engagement can be analogized to a helical gear pair, leading to the following condition for the tooth counts and thread starts:
$$ \frac{Z_2}{Z} = \frac{n_2}{n} $$
where \( Z \) is the number of spline teeth on the roller, \( n \) is the number of thread starts on the roller, \( Z_2 \) is the number of teeth on the spline-forming segment of the die, and \( n_2 \) is the number of thread starts on the thread-forming segment of the die. This equation ensures kinematic compatibility and prevents phase errors in the final part, which is crucial for the assembly and function of the planetary roller screw assembly.
The mechanics of the synchronous rolling process involve complex contact conditions and material flow. The plastic deformation is highly localized to the surface layers where the threads and splines are formed, preserving the core material properties and enhancing surface hardness through work hardening. The radial force \( F_r \) and tangential force \( F_t \) during rolling can be modeled based on slip-line field theory or empirical relations. For a cylindrical workpiece under cold rolling conditions, the mean contact pressure \( p_m \) and the projected contact area \( A_c \) determine the rolling force. A simplified expression for the radial force component is:
$$ F_r = p_m \cdot A_c $$
The contact area depends on the feed rate \( f \), the workpiece diameter \( D_w \), and the die geometry. For simultaneous thread and spline forming, the total contact area is the sum of contributions from both features, but due to the staggered nature of the profiles, the interaction effects must be considered. The effective strain \( \bar{\varepsilon} \) imparted to the material can be estimated using the logarithmic strain formula:
$$ \bar{\varepsilon} = \ln \left( \frac{h_0}{h_f} \right) $$
where \( h_0 \) is the initial height of the material layer and \( h_f \) is the final height after forming. In practice, for the planetary roller screw assembly rollers, the strain is non-uniform, with maxima at the crests of threads and splines.
To validate the feasibility of the synchronous rolling process for manufacturing rollers in planetary roller screw assemblies, we conducted a comprehensive numerical simulation using finite element analysis (FEA). The model was constructed in a 3D environment to capture the full geometry and transient contact conditions. The workpiece material was specified as AISI-1045 steel, a common choice for high-strength components, with a bilinear hardening model. The material properties used in the simulation are summarized in Table 3.
| Property | Value | Unit |
|---|---|---|
| Young’s Modulus (E) | 210 | GPa |
| Poisson’s Ratio (ν) | 0.3 | – |
| Yield Strength (σ_y) | 505 | MPa |
| Tangent Modulus (E_t) | 2.1 | GPa |
| Density (ρ) | 7850 | kg/m³ |
The friction at the die-workpiece interface was modeled using the shear factor approach, with a coefficient of 0.12. The dies were treated as rigid bodies, while the workpiece was discretized with tetrahedral elements, with refined meshing in the deformation zones. The simulation parameters are detailed in Table 4.
| Parameter | Value | Unit |
|---|---|---|
| Workpiece Initial Diameter | 10 | mm |
| Workpiece Length | 60 | mm |
| Die Rotation Speed | 100 | rpm |
| Radial Feed Rate | 0.05 | mm/rev |
| Total Radial Infeed | 0.5 | mm |
| Thread Pitch (on roller) | 2 | mm |
| Number of Spline Teeth (on roller) | 12 | – |
| Simulation Temperature | 20 | °C |
The simulation captured the entire forming cycle, including the initial bite, steady-state rolling, and final sizing phases. The results indicated that the plastic deformation was indeed confined to the near-surface regions, with the thread roots and spline valleys experiencing the highest effective strain, reaching values up to 0.8. The rolling forces exhibited periodic fluctuations due to the discontinuous engagement of the spline teeth, as shown in Figure 1 (represented by data from the simulation). The radial force peaked during the maximum infeed period, with magnitudes around 15 kN, while the tangential force was significantly lower, around 1.5 kN. This confirms that radial compression is the dominant mode of deformation. After the radial feed ceased, the forces gradually decayed during the sizing stage, indicating springback compensation and surface smoothing.
The stress distribution within the formed roller revealed that the von Mises stress exceeded the yield strength in the deformed features, confirming plastic flow. Importantly, the core of the workpiece remained in the elastic regime, preserving its toughness. The final geometry met the dimensional specifications for a standard roller in a planetary roller screw assembly, with clear, fully formed threads and splines. The relative positional accuracy between the thread start and the spline reference plane was within 0.05 mm, which is sufficient to avoid phase conflicts in the planetary roller screw assembly. This outcome underscores the capability of synchronous rolling to achieve integrated feature formation with high precision.
Beyond the specific application to rollers, the synchronous rolling process has broad implications for the manufacturing of shaft-type components with combined helical and axial features. For instance, in automotive systems, parts like steering input shafts or transmission output shafts often incorporate threads and splines. Adapting the synchronous rolling technique for these components could streamline production, reduce energy consumption, and improve mechanical performance. The key lies in customizing the die profiles and process parameters to suit different materials and geometries. For a generic shaft part, the process can be described by a set of governing equations that balance geometry, kinematics, and mechanics.
The torque \( T \) required to drive the dies can be related to the tangential force and the effective radius \( R_{eff} \) of the contact:
$$ T = F_t \cdot R_{eff} $$
The power consumption \( P \) during steady-state rolling is:
$$ P = T \cdot \omega = F_t \cdot R_{eff} \cdot \frac{2 \pi N}{60} $$
where \( \omega \) is the angular velocity in rad/s and \( N \) is the rotational speed in rpm. Optimizing these parameters is essential for minimizing energy use while ensuring complete filling of the die cavities.
Another critical aspect is the tool life and wear management. In rolling processes, dies undergo cyclic loading that can lead to fatigue and abrasive wear. For the planetary roller screw assembly roller production, die materials such as powder metallurgy high-speed steel or cemented carbides are recommended. The die design must also account for elastic deflection under load to maintain profile accuracy. Finite element analysis can be employed to predict die stresses and optimize the geometry. A common approach is to use the Dang Van criterion for fatigue assessment, which combines alternating shear stress and hydrostatic pressure:
$$ \tau_a + \alpha \sigma_h \leq \beta $$
where \( \tau_a \) is the alternating shear stress amplitude, \( \sigma_h \) is the hydrostatic stress, and \( \alpha \), \( \beta \) are material constants. By ensuring the die stresses remain below this limit, the service life of the tooling can be extended, reducing the cost per part for the planetary roller screw assembly.
Quality control in synchronous rolling involves monitoring several key parameters. Dimensional checks on the thread pitch, lead error, spline tooth profile, and relative orientation are paramount. Non-destructive testing methods like eddy current or ultrasonic inspection can detect subsurface defects introduced during forming. Additionally, surface roughness measurements should confirm that the rolling process achieves the desired finish, often in the range of Ra 0.4–0.8 μm for precision components in planetary roller screw assemblies. Statistical process control (SPC) charts can be used to track variations and maintain consistency in batch production.
From an economic perspective, the synchronous rolling process offers substantial benefits for the mass production of rollers in planetary roller screw assemblies. A comparative cost analysis is presented in Table 5, considering both capital and operational expenditures.
| Cost Factor | Subtractive Machining | Sequential Rolling | Synchronous Rolling |
|---|---|---|---|
| Equipment Investment | High (multiple machines) | Moderate to High | Moderate (single machine) |
| Tooling Cost | High (multiple sets) | High (separate dies for threads and splines) | Moderate (integrated dies) |
| Material Utilization | Low (~60%) | High (~90%) | High (~95%) |
| Energy Consumption per Part | High | Medium | Low |
| Labor Cost | High (multiple operations) | Medium | Low (automated cycle) |
| Estimated Cost per Part (relative) | 1.00 | 0.70 | 0.50 |
The environmental impact of manufacturing processes is increasingly important. The synchronous rolling process aligns with sustainable production goals by minimizing material waste and energy use. The near-net-shape forming reduces the need for subsequent finishing operations, cutting down on coolant and lubricant consumption. Moreover, the improved mechanical properties from cold working may allow for the use of lower-grade materials or smaller sections, further reducing the resource footprint of planetary roller screw assemblies.
Looking ahead, further research directions can enhance the synchronous rolling technique. Advanced process monitoring using real-time sensors for force, temperature, and acoustic emission could enable adaptive control, improving consistency. Investigation into warm or hot rolling variants might expand the process to harder materials or more complex geometries. Additionally, microstructural modeling could predict the evolution of grain structure and residual stresses, allowing for tailored heat treatments to optimize performance in planetary roller screw assembly applications.
In conclusion, the synchronous rolling process represents a transformative approach to manufacturing rollers for planetary roller screw assemblies. By integrating thread and spline formation into a single plastic deformation step, it addresses the inefficiencies and quality issues of conventional methods. Numerical simulations confirm its feasibility, demonstrating precise feature generation with controlled material flow. The process not only benefits the production of rollers but also holds promise for a wide range of axisymmetric components with combined helical and axial features. As demand for high-performance planetary roller screw assemblies grows across industries, such innovative forming technologies will be crucial for meeting the requirements of precision, durability, and cost-effectiveness.