
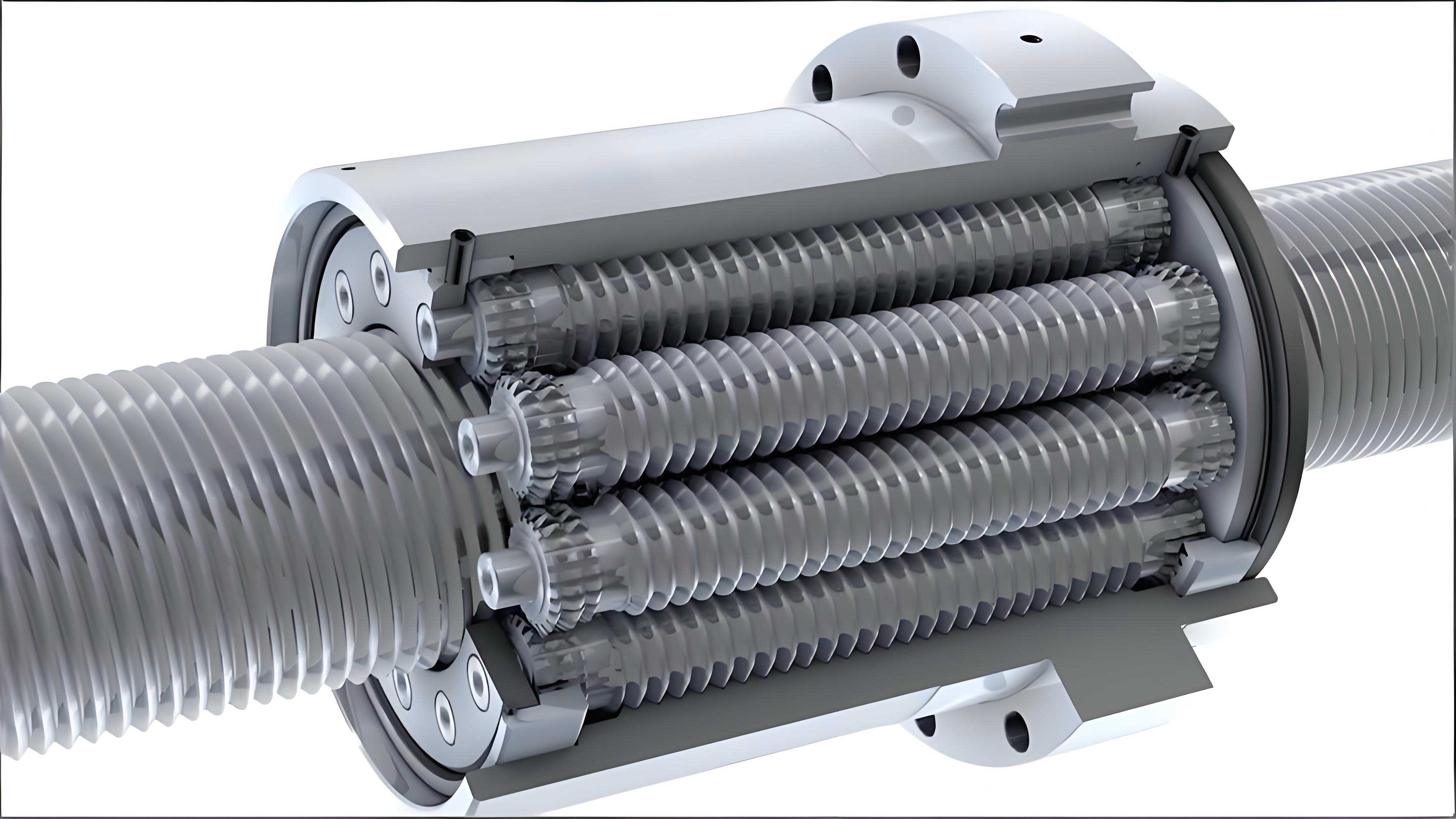
The planetary roller screw assembly represents a pivotal advancement in power-dense, heavy-duty linear-to-rotary motion conversion. Its fundamental operation relies on the helical meshing between a central screw, multiple threaded planetary rollers, and a surrounding nut. Compared to traditional ball screw assemblies, the planetary roller screw assembly offers superior load capacity, longevity, and stiffness due to a significantly higher number of concurrent contact points along its engaging threads. This makes it indispensable in demanding sectors such as aerospace, precision machine tools, and high-force actuation systems.
A critical design and selection parameter for any rolling element mechanism, including the planetary roller screw assembly, is its rated static load. This defines the maximum axial load that can be applied without causing permanent plastic deformation beyond an acceptable limit, thereby ensuring the preservation of transmission accuracy and operational integrity. The contact mechanics within a planetary roller screw assembly are governed by Hertzian theory. Under load, each contact between a roller and the screw (or nut) forms an elliptical area where pressure is distributed in a semi-ellipsoidal manner. The foundational Hertzian equations for this contact are paramount for all subsequent analysis. For the screw-roller contact pair, the total contact deformation $\delta$ is given by:
$$
\delta = \frac{K(e)}{\pi m_a} \left[ \frac{1.5}{E’} \right]^{2/3} \left( Q^2 \sum \rho \right)^{1/3}
$$
The maximum contact pressure $\sigma_{max}$ at the center of the ellipse is:
$$
\sigma_{max} = \frac{3Q}{2\pi a b}
$$
Here, $Q$ is the normal contact force at a single thread flank, $E’$ is the equivalent Young’s modulus, and $\sum \rho$ is the sum of principal curvatures of the contacting bodies. The semi-major axis $a$ and semi-minor axis $b$ of the contact ellipse are calculated as:
$$
a = m_a \left[ \frac{3Q}{2\sum\rho} \left( \frac{1 – \mu_1^2}{E_1} + \frac{1 – \mu_2^2}{E_2} \right) \right]^{1/3}, \quad b = m_b \left[ \frac{3Q}{2\sum\rho} \left( \frac{1 – \mu_1^2}{E_1} + \frac{1 – \mu_2^2}{E_2} \right) \right]^{1/3}
$$
The coefficients $m_a$, $m_b$, $K(e)$, and the ellipticity parameter $e$ are derived from the geometry via the curvature difference function $F(\rho)$. The primary challenge for engineers lies in the absence of a standardized method to calculate the rated static load for a planetary roller screw assembly, leading to significant discrepancies in design predictions. This analysis systematically compares four prominent theoretical approaches against detailed finite element results to identify the most reliable foundation and proposes an enhanced calculation method.
Established Calculation Methods for Planetary Roller Screw Assembly Static Load
The four principal methods for determining the rated static load of a planetary roller screw assembly originate from analogous mechanical components or advanced material models. Each defines the load-limiting criterion differently.
| Method | Basis & Principle | Defining Criterion | Key Formula for Axial Load $F_{max}$ |
|---|---|---|---|
| Method 1: Ball Screw Standard | Empirical relation for ball bearing steel. Defines load causing 0.01% plastic deformation of the “rolling element” diameter. | $\delta_p = 1.0 \times 10^{-4} D_w$, where $\delta_p$ is from Palmgren’s formula and $D_w$ is the equivalent roller groove diameter. | $F_{1max} = 55.48 R \left[ (\rho_{11}+\rho_{21})(\rho_{12}+\rho_{22}) \right]^{-1/2} n z \cos\alpha \cos\lambda$ |
| Method 2: Rolling Bearing Standard | Industry standard based on extensive bearing test data. Uses a fixed allowable Hertz contact stress. | $\sigma_{max} = C_0$, where $C_0$ is a reference stress (e.g., 4200 MPa for “ball-type” contacts). | $F_{2max} = n z \sigma_{2max}^2 \frac{2\pi}{3} a b \cos\alpha \cos\lambda$ |
| Method 3: Yield Limit | Elasto-plastic mechanics. Load at which maximum subsurface shear stress reaches the material’s yield limit. | $\sigma_{max} = \frac{\sigma_s}{3 k_{st}}$, where $\sigma_s$ is tensile yield strength and $k_{st}$ is a stress coefficient (~0.30-0.33). | $F_{3max} = n z \sigma_{3max}^2 \frac{2\pi}{3} a b \cos\alpha \cos\lambda$ |
| Method 4: Linear Strain-Hardening Model | Advanced elasto-plastic model incorporating material hardening post-yield. Criterion remains 0.01% permanent deformation. | Total deformation $\delta = \delta_{EL} + \delta_E$, with $\delta_E = 1.0 \times 10^{-4} D_w$ as the plastic component. | $F_{4max} = \left[ F_{nE} + \frac{1}{6} k_P \delta_E (3E’\delta_{EL}^{1/2} + 2E’_H \delta_E^{1/2}) \right] n z \cos\alpha \cos\lambda$ |
In the formulas above, $n$ is the number of planetary rollers, $z$ is the number of engaged threads per roller, $\alpha$ is the thread flank half-angle, $\lambda$ is the lead angle, and $R$ is the radius of the roller thread profile. The total axial rated static load for the planetary roller screw assembly is the sum of the loads carried by all $n \times z$ contact points, assuming perfect load sharing.
Parametric Influence Analysis on Rated Static Load
The influence of key geometric parameters of the planetary roller screw assembly on the calculated rated static load varies significantly across the four methods. To isolate trends, the load per single thread contact is analyzed.
Screw Pitch Diameter ($d_s$): The pitch diameter is intrinsically linked to the roller size and the contact curvature. As $d_s$ increases, the contact ellipse dimensions ($a$, $b$) generally increase due to changes in $\sum\rho$, leading to a higher load-carrying capacity. Method 1 shows the most aggressive, non-linear increase because its formula directly incorporates curvature terms in a specific power law. Method 2 shows a strong but less steep increase, governed by the growth of the contact area. Methods 3 and 4, being tied more closely to the material yield point and a fixed small plastic deformation, show a much more modest, nearly linear increase with screw size. This highlights a fundamental disparity: the empirical methods (1 & 2) predict much higher absolute load capacities than the yield-initiation-based methods (3 & 4) for a given planetary roller screw assembly size.
Roller Profile Radius ($R_r$): The radius of the circular arc forming the roller thread profile directly affects the Hertzian contact geometry. A larger $R_r$ reduces the principal curvature of the roller, decreasing $\sum\rho$. This results in a larger contact ellipse for the same normal force, thereby reducing peak contact stress and allowing a higher load before reaching any of the defined criteria. Consequently, all four methods predict an increase in the rated static load of the planetary roller screw assembly with increasing $R_r$. The trend is again most pronounced for Method 1. Optimizing this radius is crucial for maximizing the performance of a planetary roller screw assembly.
Thread Lead ($P_h$) and Flank Angle ($\alpha$): These parameters influence the load transformation from axial to normal direction. The axial load component is related to the normal contact force by $F_a = Q \cos\alpha \cos\lambda$, where $\lambda = \arctan(P_h / (\pi d_s))$. Therefore, for a given permissible normal force $Q$, the allowable axial load $F_a$ decreases as $\alpha$ or $\lambda$ increases. Analysis shows that increasing the lead (and thus $\lambda$) causes a slight decrease in calculated static load across all methods. Increasing the thread flank half-angle $\alpha$ causes a more significant reduction in allowable axial load due to the cosine relationship. This underscores the trade-off: steeper flank angles or higher leads can improve other characteristics but at the expense of the static load capacity of the planetary roller screw assembly.
Finite Element Modeling for Validation
To adjudicate between the disparate results from the four analytical methods, a nonlinear finite element analysis (FEA) model was developed. Modeling a full planetary roller screw assembly is computationally prohibitive. Therefore, a simplified yet representative model was constructed based on the following rationale and steps:
- Model Simplification: The analysis focuses on the screw-roller contact, as it is typically the more critically loaded interface. The model is reduced to a single pair of contacting threads from one roller and the screw, assuming perfect load distribution among all rollers and threads. Non-essential geometry far from the contact zone is removed to reduce element count.
- Material Model: The components are assigned properties of GCr15 bearing steel (equivalent to SAE 52100). An elastic-plastic material model with isotropic hardening is used. The plastic regime is defined by a true stress-strain curve, with key properties:
- Young’s Modulus, $E = 212$ GPa
- Poisson’s Ratio, $\mu = 0.29$
- Yield Strength, $\sigma_s = 1617$ MPa
- Meshing and Contacts: The contacting thread regions are finely meshed with hexahedral elements (C3D8R). A surface-to-surface contact definition with a “hard” pressure-overclosure relationship and a Coulomb friction coefficient is applied between the roller and screw threads.
- Boundary Conditions and Load: The roller is fully constrained. The screw is constrained in all degrees of freedom except translation along its axis. A gradually increasing axial displacement (or force) is applied to the screw to simulate loading.
- Validation: In the purely elastic loading range, the FEA results for contact pressure and axial deformation showed excellent agreement (within 5-8%) with classical Hertzian analytical solutions, confirming the model’s correctness.
- Rated Load Criterion in FEA: The FEA-based rated static load for the planetary roller screw assembly segment is determined by an iterative process. The axial load is applied, then removed. The permanent plastic deformation in the roller is examined. The load is iteratively adjusted until this permanent deformation equals $0.01\%$ of the roller profile diameter $D_w$, aligning with the criterion used in Method 1 and 4. The corresponding axial load is recorded as the “true” or reference rated static load.
Four distinct planetary roller screw assembly geometries, labeled D10 to D40 with increasing scale, were analyzed to ensure generality. Their key parameters are listed below.
| Model | Screw Pitch Diameter (mm) | Roller Pitch Diameter (mm) | Lead (mm) | Flank Half-Angle $\alpha$ (°) | Roller Profile Diameter $D_w$ (mm) |
|---|---|---|---|---|---|
| D10 | 10.5 | 3.5 | 0.8 | 45 | 4.9497 |
| D20 | 19.5 | 6.5 | 1.0 | 45 | 9.1923 |
| D30 | 30.0 | 10.0 | 2.0 | 45 | 14.1421 |
| D40 | 39.0 | 13.0 | 3.0 | 45 | 18.3848 |
Results, Discussion, and Method Enhancement
The FEA-derived rated static loads for the four planetary roller screw assembly models serve as the benchmark. The table below compares the results from the four analytical methods against these FEA values, expressed as the total axial load.
| Model | FEA Result (N) | Method 1 (N) / Error | Method 2 (N) / Error | Method 3 (N) / Error | Method 4 (N) / Error |
|---|---|---|---|---|---|
| D10 | ~116.5 | ~224.1 / +92.4% | ~141.5 / +21.5% | ~32.3 / -72.3% | ~39.7 / -65.9% |
| D20 | ~335.0 | ~623.8 / +86.2% | ~353.8 / +5.6% | ~92.9 / -72.3% | ~114.1 / -65.9% |
| D30 | ~916.0 | ~1,712.5 / +87.0% | ~1,084.2 / +18.4% | ~254.1 / -72.3% | ~312.2 / -65.9% |
| D40 | ~1,635.0 | ~3,052.9 / +86.7% | ~2,005.5 / +22.7% | ~453.2 / -72.3% | ~556.7 / -65.9% |
The comparison reveals a clear hierarchy. Method 1, based on the ball screw standard, consistently overestimates the load capacity of the planetary roller screw assembly by approximately 87% on average. This significant over-prediction is likely because the formula does not account for the specific ratio of roller diameter to pitch circle diameter inherent in planetary roller screw assembly geometry, making it non-conservative and risky for design.
Methods 3 and 4, based on yield initiation and a linear hardening model, severely underestimate the load capacity by about 65-72%. They define failure at the very onset of yield or consider only a minimal plastic zone, which is an overly conservative criterion for a component where a small, controlled amount of plastic deformation (0.01% of $D_w$) is deemed acceptable. The hardening model (Method 4) provides only a marginal increase over the simple yield limit (Method 3).
Method 2, deriving from the rolling bearing standard with a reference Hertz stress of 4200 MPa, demonstrates the best agreement with FEA. Its average error across the four sizes is approximately 17.0%. This is because the 4200 MPa value is an empirical constant derived from vast experimental data on hardened bearing steel components, implicitly accounting for material behavior under complex contact stresses, including permissible subsurface plastic flow that does not affect functionality. Therefore, for engineering purposes, Method 2 is the most reliable and recommended approach for calculating the rated static load of a planetary roller screw assembly.
Proposed Enhanced Calculation Method: Observing that the error for Method 2 varied with size, a refinement is proposed. The reference contact stress of 4200 MPa, while good, can be optimized for the planetary roller screw assembly specifically. Re-calibrating against the FEA data suggests that a slightly higher reference stress value provides a better fit. Using a reference Hertz stress $C_0′ = 4400$ MPa in the Method 2 formula yields improved results:
$$
F_{2max}^{enhanced} = n z (C_0′)^2 \frac{2\pi}{3} a b \cos\alpha \cos\lambda = n z (4400 \times 10^6)^2 \frac{2\pi}{3} a b \cos\alpha \cos\lambda
$$
Applying this enhanced criterion reduces the average calculation error from 17.03% to 8.90% across the four tested planetary roller screw assembly models, offering higher accuracy for design and selection.
Conclusion
This comprehensive analysis clarifies the significant discrepancies among existing methods for calculating the rated static load of a planetary roller screw assembly. Through detailed analytical comparison and validation against nonlinear finite element analysis, the following conclusions are drawn:
- Among the four established methods, the approach based on the rolling bearing standard (using a fixed allowable Hertz contact stress) provides results that most closely align with simulated reality, with Method 1 being highly non-conservative and Methods 3 & 4 being overly conservative.
- An enhanced calculation method is proposed by adjusting the reference Hertz contact stress from 4200 MPa to 4400 MPa within the rolling bearing standard framework. This simple modification reduces the average prediction error to under 9%, establishing a more accurate and practical tool for engineers.
- The rated static load of a planetary roller screw assembly increases strongly with the screw pitch diameter and the roller thread profile radius. It decreases with an increasing thread flank angle, while the effect of the thread lead is comparatively minor.
This work provides a validated theoretical foundation for determining the static load capacity of planetary roller screw assemblies, facilitating more reliable design, optimization, and application of these high-performance transmission components in advanced mechanical systems. The proposed enhanced method based on the refined contact stress criterion offers a robust and accurate standard for the industry.