
In modern precision machinery, the planetary roller screw assembly serves as a critical component for converting rotational motion into linear motion, offering advantages such as high load capacity, stiffness, and longevity compared to ball screw systems. However, during high-speed and prolonged operation, the planetary roller screw assembly experiences significant thermal effects due to friction, leading to temperature rise and subsequent thermal deformation. This thermal deformation directly impacts the positioning accuracy of machine tool feed axes, making it a paramount concern in high-precision applications. In this study, we delve into the thermal characteristics of the planetary roller screw assembly, analyzing heat generation, temperature field distribution, and effective strategies for thermal deformation suppression. Our goal is to provide insights that enhance the performance and reliability of these assemblies in demanding environments.
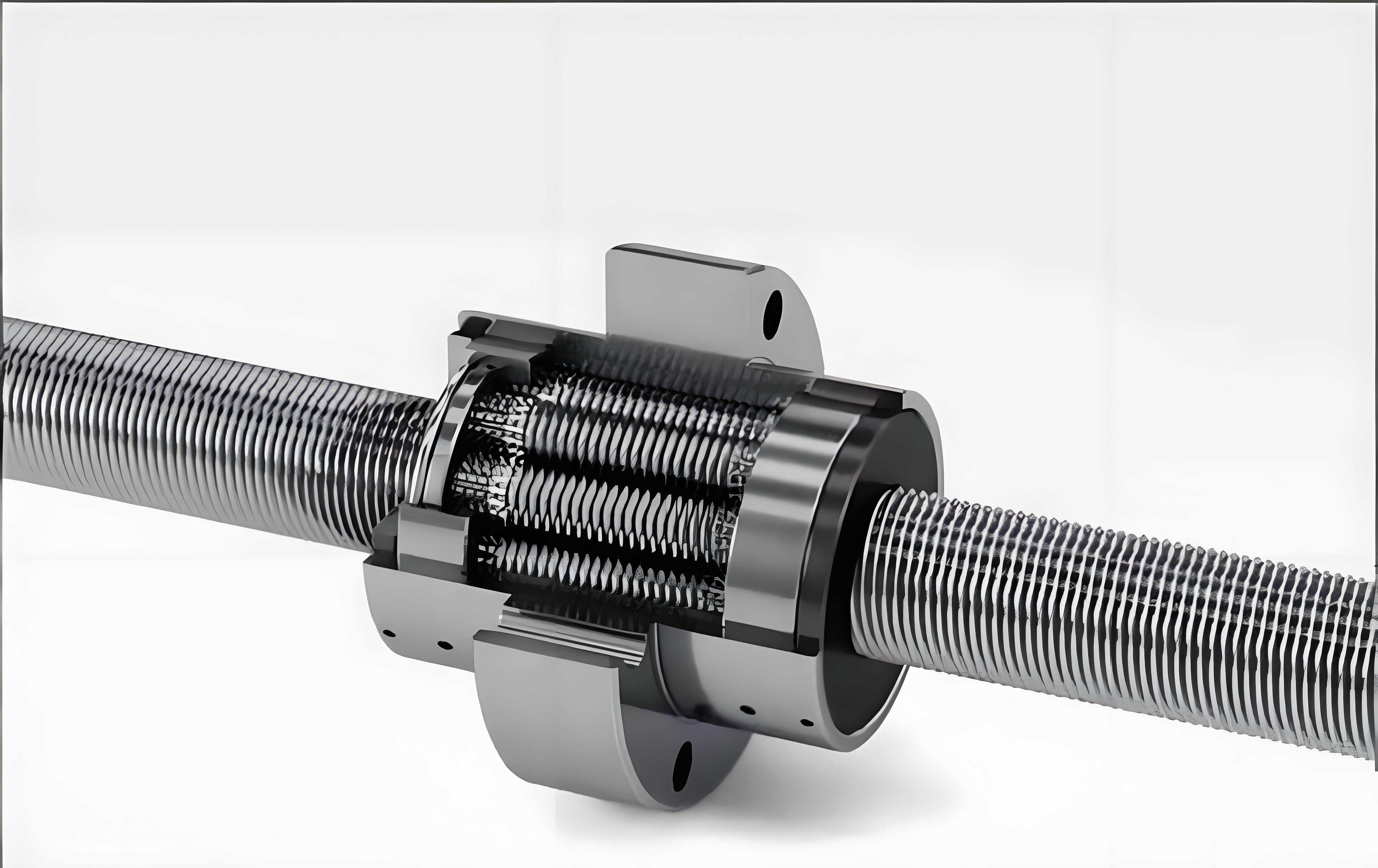
The planetary roller screw assembly consists of a screw, a nut, and multiple threaded rollers arranged in a planetary configuration. This design distributes loads across numerous contact points, but it also introduces complex friction mechanisms that generate heat. Understanding these thermal dynamics is essential for optimizing the assembly’s operation. We begin by identifying the primary heat sources within the planetary roller screw assembly, which include bearing friction and the friction between the screw, rollers, and nut. By calculating the frictional torque and heat generation rates, we can establish boundary conditions for thermal analysis.
For bearing friction, the heat generation rate can be expressed as:
$$ Q_1 = 0.1047 \, n \, (M_1 + M_0) $$
where \( Q_1 \) is the heat generation rate in watts, \( n \) is the rotational speed in revolutions per minute, and \( M_1 \) and \( M_0 \) represent the load-dependent and speed-dependent frictional torque components in newton-meters, respectively. This equation accounts for the combined effects of load and velocity on bearing heat dissipation.
In the planetary roller screw assembly, the friction between the screw, rollers, and nut is more complex due to phenomena like spin sliding. The rollers do not undergo pure rolling but a combination of rolling and sliding relative to the screw and nut, leading to additional frictional torque. The total frictional torque from spin sliding can be derived from contact mechanics. For a single contact point between a roller and the nut or screw, the frictional torque contributions are given by:
$$ M_{b1} = Z \cos \beta \sum_{i=1}^{\tau} \iint_{A} f_n \frac{3F_i}{2\pi a_{1i} b_{1i}} \sigma \, p \, dx \, dy $$
$$ M_{b2} = Z \cos \beta \sum_{i=1}^{\tau} \iint_{A} f_s \frac{3F_i}{2\pi a_{2i} b_{2i}} \nu \, p \, dx \, dy $$
where \( Z \) is the number of rollers, \( \beta \) is the contact angle, \( \tau \) is the number of effective threads, \( F_i \) is the load at the \( i \)-th contact point, \( f_n \) and \( f_s \) are sliding friction coefficients, \( a_{1i}, b_{1i} \) and \( a_{2i}, b_{2i} \) are the semi-major and semi-minor axes of the contact ellipse for the nut and screw interfaces, respectively, and \( \sigma \) and \( \nu \) are dimensionless parameters related to the contact geometry. The parameters \( p \), \( \sigma \), and \( \nu \) are defined as:
$$ p = (x^2 + y^2)^{1/2}, \quad \sigma = 1 – \frac{x^2}{a_{1i}^2} – \frac{y^2}{b_{1i}^2}, \quad \nu = 1 – \frac{x^2}{a_{2i}^2} – \frac{y^2}{b_{2i}^2} $$
The contact ellipse dimensions depend on the material properties and load, as described by Hertzian contact theory:
$$ a = m_a \left[ \frac{3F_i (1 – \mu^2)}{E \sum \rho} \right]^{1/3}, \quad b = m_b \left[ \frac{3F_i (1 – \mu^2)}{E \sum \rho} \right]^{1/3} $$
where \( E \) is the Young’s modulus, \( \mu \) is Poisson’s ratio, \( \sum \rho \) is the sum of curvatures, and \( m_a \) and \( m_b \) are coefficients based on the contact geometry. For a typical planetary roller screw assembly made of bearing steel GCr15, we use \( E = 2.1 \times 10^5 \, \text{MPa} \) and \( \mu = 0.3 \). Assuming uniform load distribution across contact points, the total frictional torque for the nut assembly is approximated as \( M_2 = 20 \, \text{N·mm} \), leading to a heat generation rate of:
$$ Q_2 = 0.12 \, \pi \, n \, M_2 $$
These equations form the basis for quantifying heat input into the planetary roller screw assembly.
To model the temperature field within the planetary roller screw assembly, we consider heat conduction and convection as the primary heat transfer mechanisms, neglecting radiation for simplicity. The assembly is treated as a axisymmetric cylindrical system, and the governing heat conduction equation in cylindrical coordinates is:
$$ \frac{\partial^2 t}{\partial r^2} + \frac{1}{r} \cdot \frac{\partial t}{\partial r} + \frac{\partial^2 t}{\partial z^2} = \frac{1}{a} \frac{\partial t}{\partial T} $$
where \( t \) is temperature, \( T \) is time, \( r \) and \( z \) are radial and axial coordinates, and \( a = \lambda / (\rho c) \) is the thermal diffusivity, with \( \lambda \) as thermal conductivity, \( \rho \) as density, and \( c \) as specific heat capacity. The initial condition is set to \( t(r, z, 0) = t_0 = 20^\circ \text{C} \). Boundary conditions include heat flux from friction at contact surfaces and convective cooling from the environment or coolant flow.
The material properties and geometric parameters for a representative planetary roller screw assembly are summarized in Table 1. These values are used in subsequent simulations to analyze thermal behavior.
| Parameter | Value |
|---|---|
| Screw Length (mm) | 360 |
| Screw Shaft Diameter (mm) | 20 |
| Screw Lead (mm) | 10 |
| Convective Heat Transfer Coefficient with Air (W/m²·K) | 12.5 |
| Thermal Conductivity (W/m·K) | 41 |
| Specific Heat Capacity (J/kg·°C) | 371 |
| Density (kg/m³) | 7800 |
For simulation purposes, we simplify the planetary roller screw assembly by ignoring thread details and modeling it as a stepped shaft. This approximation allows for efficient finite element analysis while capturing essential thermal dynamics. The heat generation rates calculated earlier are applied as boundary conditions, varying with rotational speed and coolant flow rate. Table 2 lists the heat flux values for different rotational speeds, derived from the frictional heat equations.
| Rotational Speed (rpm) | Heat Flux from Bearings, \( q_1 \) (W/m³) | Heat Flux from Nut Assembly, \( q_2 \) (W/m³) |
|---|---|---|
| 2000 | 105,788 | 471,568 |
| 1000 | 52,893 | 235,282 |
| 500 | 26,446 | 117,641 |
When coolant is used, such as in hollow planetary roller screw assemblies, the convective heat transfer coefficient varies with flow rate. Table 3 provides the coefficients for different coolant flow rates, which are crucial for modeling forced convection effects.
| Coolant Flow Rate (L/min) | Heat Transfer Coefficient, \( h \) (W/m²·K) |
|---|---|
| 1 | 533 |
| 2 | 1,877 |
| 5 | 5,126 |
| 10 | 8,925 |
| 20 | 15,538 |
Using ANSYS thermal analysis module, we simulate the temperature field of the planetary roller screw assembly under various operating conditions. The model incorporates the heat sources and boundary conditions from Tables 2 and 3. Initially, we examine the case without coolant at a rotational speed of 2000 rpm. The temperature rise at the hottest point, typically near the nut assembly, is plotted over time. The results show a significant temperature increase, reaching a steady state after an extended period, which is impractical for high-precision applications. This underscores the necessity of active cooling in planetary roller screw assemblies.
To address this, we implement a hollow planetary roller screw design with forced coolant circulation. The coolant flow rate is varied from 1 L/min to 20 L/min while maintaining a rotational speed of 2000 rpm. The temperature rise curves for the hottest node are analyzed, as summarized in Figure 1 (though not referenced explicitly, the trend is described). As the coolant flow rate increases, the maximum temperature rise decreases substantially, and the time to reach thermal equilibrium is reduced. However, beyond a certain flow rate, such as 10 L/min, further increases yield diminishing returns. From our analysis, an optimal coolant flow rate for this planetary roller screw assembly lies between 5 and 10 L/min, balancing cooling efficiency and practical constraints.
Next, we investigate the effect of rotational speed on thermal characteristics. With coolant flow rates fixed at 2 L/min and 10 L/min, we run simulations at speeds of 500 rpm, 1000 rpm, and 2000 rpm. The temperature rise curves reveal that higher speeds lead to steeper initial temperature slopes, higher steady-state temperatures, and longer times to reach equilibrium. For instance, at 2 L/min coolant flow and 2000 rpm, the maximum temperature rise is approximately 20°C, with equilibrium attained around 600 seconds. At 1000 rpm, these values drop to 10°C and 500 seconds, and at 500 rpm, to 5°C and 300 seconds. Similar trends are observed at 10 L/min coolant flow. This behavior highlights the importance of preheating in machine tools: using higher speeds during warm-up can accelerate temperature stabilization, thereby mitigating thermal deformation during actual operation.
The thermal deformation of the planetary roller screw assembly is directly proportional to temperature rise and can be estimated as:
$$ \Delta L = \alpha \cdot \Delta T \cdot L $$
where \( \Delta L \) is the axial thermal expansion, \( \alpha \) is the coefficient of thermal expansion, \( \Delta T \) is the temperature rise, and \( L \) is the screw length. For steel, \( \alpha \approx 11 \times 10^{-6} \, \text{/°C} \), so even modest temperature rises can cause significant displacement in long screws. To maintain precision, effective thermal deformation suppression strategies are essential for planetary roller screw assemblies.
We propose several methods to control thermal deformation in planetary roller screw assemblies. First, reducing heat generation is paramount. This can be achieved by optimizing preload in the nut assembly and bearings. Excessive preload increases friction and heat, while insufficient preload compromises accuracy; thus, a balanced preload must be determined experimentally or through simulation. Additionally, using appropriate lubricants can minimize friction coefficients, thereby lowering heat generation. Future research should focus on enhancing the design and manufacturing processes of planetary roller screw assemblies to reduce inherent friction through improved surface finishes, material treatments, and geometric optimizations.
Second, forced cooling is highly effective. As demonstrated in our simulations, coolant flow through hollow screws or external spray systems can dramatically reduce temperature rise. We recommend targeting cooling at critical heat sources, such as the nut assembly and bearings, and optimizing the thermal management of protective covers to enhance heat dissipation. The planetary roller screw assembly benefits from integrated cooling channels that allow for efficient heat extraction without compromising structural integrity.
Third, operational strategies can mitigate thermal effects. Preheating the machine tool at high speeds accelerates thermal stabilization, reducing transient errors during production. Pre-stretching the screw during installation can compensate for expected thermal expansion, though this requires precise calibration. Other compensation techniques include real-time thermal error modeling and feedback control systems that adjust positioning based on temperature sensors embedded in the planetary roller screw assembly.
To further illustrate the thermal performance, we derive additional formulas for heat transfer in the planetary roller screw assembly. The overall heat balance can be expressed as:
$$ \rho c V \frac{dT}{dt} = Q_{\text{gen}} – Q_{\text{loss}} $$
where \( V \) is the volume, \( Q_{\text{gen}} \) is the total heat generation from friction, and \( Q_{\text{loss}} \) is the heat loss via convection and conduction. For a hollow screw with internal coolant flow, the convective heat loss can be modeled using the Dittus-Boelter equation for turbulent flow:
$$ Nu = 0.023 \, Re^{0.8} \, Pr^{0.4} $$
where \( Nu \) is the Nusselt number, \( Re \) is the Reynolds number, and \( Pr \) is the Prandtl number. This allows for more accurate prediction of cooling effects in planetary roller screw assemblies.
In summary, our analysis of the planetary roller screw assembly reveals critical insights into its thermal behavior. Heat generation primarily stems from bearing and nut assembly friction, with spin sliding playing a significant role. Through finite element simulations, we show that coolant flow rates between 5 and 10 L/min optimally reduce temperature rise in hollow designs, while higher rotational speeds exacerbate thermal effects but can be leveraged for faster warm-up. Thermal deformation, calculated from temperature rise, must be controlled via a combination of reduced heat generation, forced cooling, and operational tactics. The planetary roller screw assembly, with its numerous contact points, demands careful thermal management to uphold precision in high-speed applications.
Future work should explore dynamic thermal modeling that accounts for transient loads and environmental variations, as well as experimental validation of these simulations. Additionally, advancements in materials, such as composites with lower thermal expansion coefficients, could further enhance the performance of planetary roller screw assemblies. By addressing these thermal challenges, we can unlock the full potential of planetary roller screw assemblies in next-generation machinery.