
Screw gear drives, specifically worm and worm wheel sets, are fundamental components for transmitting motion and power between non-parallel, non-intersecting shafts. Their compact design, high reduction ratios, and self-locking potential make them indispensable in applications ranging from automotive steering systems to heavy machinery and conveyor belts. However, like all mechanical components, screw gears are subject to wear and eventual failure. In such instances, especially when a replacement worm wheel must be manufactured, precise measurement and calculation—the process of screw gear mapping—becomes a critical engineering task.
Unlike parallel-axis spur or helical gear drives which operate on the principle of involute profiles, the common worm drive utilizes a different meshing action. The worm, resembling a threaded screw, engages with the teeth of the worm wheel. Consequently, the mapping methodology for a screw gear pair differs significantly from that for standard gears, though it shares the common foundation of determining basic parameters like module, pressure angle, and addendum coefficient. The cardinal rule in screw gear mapping is that the worm dictates the geometry of its mating wheel. Therefore, the mapping process focuses first and foremost on accurately determining the parameters of the worm. Once these are established, the corresponding dimensions of the worm wheel can be systematically derived.
Characteristics and Challenges in Screw Gear Mapping
The mapping of a screw gear set presents unique challenges rooted in its design. The key parameters for calculation—module, pressure angle, addendum coefficient, and clearance coefficient—are similar to those for gears, but their determination hinges on understanding the worm’s geometry.
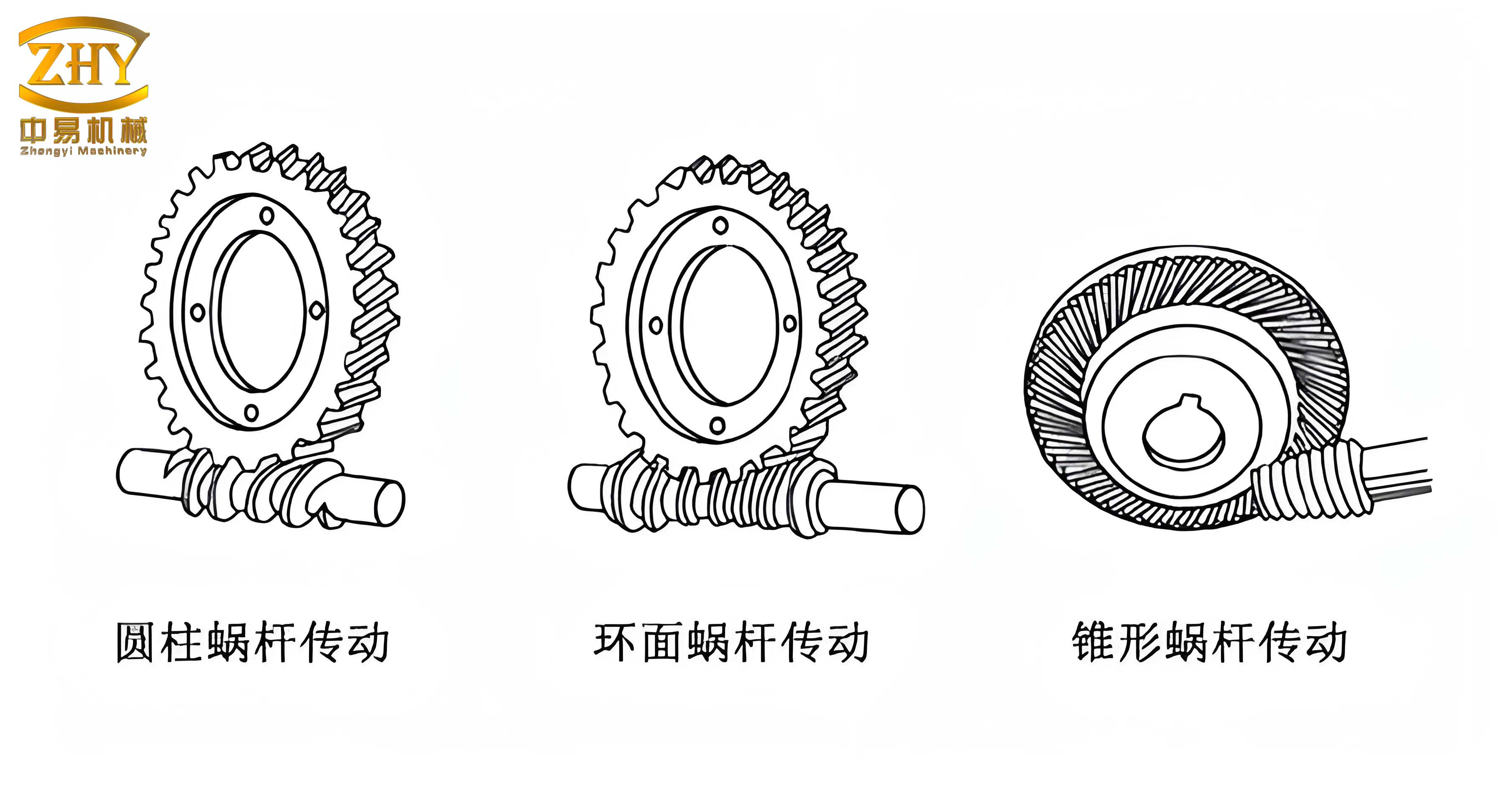
A primary complexity arises from the different types of worm profiles used in manufacturing, dictated by the cutting tool geometry. The three main types are:
- Archimedean (Straight-Sided) Worm: The tooth profile is a straight line in the axial section. This is the most common type.
- Involute Worm: The tooth profile is an involute curve in a plane tangent to the base cylinder.
- Convolute (or Normal Straight-Sided) Worm: The tooth profile is a straight line in the normal (perpendicular) section relative to the helix.
For all types, the axial module is standardized. The axial pitch is directly related to this module by the formula:
$$ t_{axial} = \pi m $$
where \( t_{axial} \) is the axial pitch and \( m \) is the axial module. However, the standard pressure angle is defined in different planes depending on the worm type. For an Archimedean screw gear, the axial pressure angle is standard. For the convolute and involute types, the normal pressure angle is standard. Correct identification of the worm type and its corresponding standard pressure angle is paramount, especially when a new worm wheel is to be cut, as it determines the tool geometry and its setup orientation. Failure to correctly identify these parameters will result in improper meshing and rapid failure of the new screw gear assembly.
The interdependence of the worm and worm wheel parameters is formalized by the concept of the worm’s diametral quotient (or characteristic coefficient), denoted as \( q \). This non-dimensional parameter relates the worm’s reference diameter \( d_1 \) to the module:
$$ q = \frac{d_1}{m} $$
It is crucial for calculating the worm’s lead angle and the center distance of the screw gear pair. This coefficient is often standardized, but non-standard values are also encountered in practice.
Systematic Methodology for Mapping Screw Gears
A successful screw gear mapping exercise follows a logical, step-by-step procedure. The initial step should always involve gathering contextual information: the machine’s origin (country), the application, and available standards. This context provides crucial hints regarding preferred module series, pressure angle standards (e.g., 20° vs. 14.5°), and diametral quotient values.
Step 1: Identify the Worm Type and Measure the Pressure Angle
Given the prevalence of the Archimedean screw gear, the first attempt should be to measure the pressure angle in the worm’s axial section using a precision angle-measuring tool or a profile projector. If the tool contacts the flanks perfectly along a straight line, and the angle corresponds to a standard value (commonly 20° or, less often, 15° for metric units), the worm is likely of the Archimedean type.
If the fit in the axial plane is poor, repeat the measurement in the normal section. A good fit with a standard normal pressure angle indicates a convolute screw gear. The involute worm is rarer and may require more sophisticated verification, such as checking for a straight-line profile on a tangent plane to a base cylinder or using master gear templates.
Step 2: Determine the Axial Module (m)
Using a precision scale or vernier caliper, measure the distance spanning \( n \) axial pitches along the worm’s crest. To improve accuracy, measure over as many pitches as possible. The axial pitch \( t_{axial} \) is then:
$$ t_{axial} = \frac{\text{Measured Distance}}{n} $$
The axial module is calculated as:
$$ m = \frac{t_{axial}}{\pi} $$
The calculated value must be compared to standard module series (ISO, DIN, AGMA, etc.) and rounded to the nearest standard value. If the value does not align with metric modules, consider the possibility of a diametral pitch (DP) system, common in imperial units, where:
$$ DP = \frac{25.4}{m} $$
Alternative Method via Worm Wheel: If accessible, the worm wheel’s throat diameter \( d_{a2} \) and tooth count \( Z_2 \) can provide a cross-check. Assuming a standard addendum coefficient \( h_a^* = 1 \):
$$ m = \frac{d_{a2}}{Z_2 + 2} $$
Agreement between the module derived from the worm and the module derived from the worm wheel strongly validates the measurement.
Step 3: Determine the Worm’s Diametral Quotient (q)
Measure the worm’s tip diameter \( D_{a1} \) precisely using a micrometer. The diametral quotient can be initially estimated as:
$$ q_{est} = \frac{D_{a1}}{m} – 2 $$
Again, this calculated \( q_{est} \) should be checked against standard tables for screw gears. It is often rounded to a standard value (e.g., 8, 10, 12.5, 16, 20). However, one must be cautious, as non-standard \( q \) values are used, particularly in custom or older designs.
The worm’s reference (pitch) diameter \( d_1 \) is then:
$$ d_1 = m \cdot q $$
Step 4: Calculate the Worm Lead Angle (γ) and Worm Wheel Helix Angle (β)
The lead angle \( \gamma \) of the screw gear (worm) is critical for understanding its kinematic and efficiency characteristics. It is determined by the number of worm threads (starts) \( Z_1 \) and the diametral quotient \( q \):
$$ \tan \gamma = \frac{Z_1}{q} = \frac{m Z_1}{d_1} $$
For a standard 90° shaft arrangement, the helix angle \( \beta \) of the worm wheel is equal to the lead angle \( \gamma \) of the worm.
$$ \beta = \gamma $$
The number of starts \( Z_1 \) is easily counted visually. A single-start screw gear is common for high reduction ratios, while multi-start worms are used for higher speed and efficiency.
Step 5: Measure and Verify the Center Distance (a)
The center distance is a critical functional dimension for any screw gear set. It must be measured with high accuracy using inside micrometers or gauge pins and an external micrometer. The theoretically calculated center distance for a non-modified (non-shifted) screw gear pair is:
$$ a_{calc} = \frac{m}{2}(q + Z_2) $$
where \( Z_2 \) is the tooth count of the worm wheel.
If the measured center distance \( a_{meas} \) agrees with \( a_{calc} \), the mapping is consistent. A significant discrepancy indicates one of two possibilities:
- Mapping Error: One or more previously determined parameters (m, q, Z₂) are incorrect.
- Profile Shift (Modification): The screw gear pair was manufactured with a profile shift (often applied to the worm wheel) to adjust the center distance or improve contact conditions. In this case, the center distance formula becomes:
$$ a = \frac{m}{2}(q + Z_2 + 2x) $$
where \( x \) is the profile shift coefficient of the worm wheel. Solving for \( x \) can validate this hypothesis:
$$ x = \frac{a_{meas}}{m} – \frac{q + Z_2}{2} $$
A resulting \( x \) value close to zero confirms no shift, while a non-zero value quantifies the modification.
Step 6: Determine Secondary Parameters
Other geometric parameters can now be confirmed:
- Addendum Coefficient (\(h_a^*\)): For most screw gears, this is 1.0 (ISO/DIN). It can be verified by measuring the worm’s addendum \( h_{a1} \):
$$ h_{a1} = \frac{D_{a1} – d_1}{2} = m \cdot h_a^* $$ - Clearance Coefficient (\(c^*\)): Typically 0.2 for metric screw gears. It can be checked by measuring the worm’s whole depth \( h_1 \) or the wheel’s tooth depth:
$$ h_1 = m(2h_a^* + c^*) $$ - Worm Wheel Dimensions: With \( m, Z_2, q, \) and \( x \) known, all worm wheel dimensions (throat diameter \( d_{a2} \), root diameter \( d_{f2} \), outer diameter \( d_{e2} \), throat radius \( r_{a2} \)) can be calculated using standard formulas.
| Parameter | Symbol | Formula | Notes |
|---|---|---|---|
| Axial Module | \( m \) | \( m = t_{axial} / \pi \) | Derived from worm measurement. |
| Diametral Quotient | \( q \) | \( q = d_1 / m \) or \( \approx D_{a1}/m – 2 \) | Check against standards. |
| Worm Lead Angle | \( \gamma \) | \( \tan \gamma = Z_1 / q \) | Also worm wheel helix angle β. |
| Theoretical Center Distance | \( a_{calc} \) | \( a_{calc} = \frac{m}{2}(q + Z_2) \) | For non-modified sets. |
| Profile Shift Coefficient | \( x \) | \( x = \frac{a_{meas}}{m} – \frac{q + Z_2}{2} \) | If \( a_{meas} \neq a_{calc} \). |
| Worm Tip Diameter | \( D_{a1} \) | \( D_{a1} = m(q + 2) \) | For \( h_a^* = 1 \). |
| Worm Wheel Throat Diameter | \( d_{a2} \) | \( d_{a2} = m(Z_2 + 2 + 2x) \) | Primary wheel dimension. |
Detailed Mapping Example and Analysis
Consider a scenario where a worn-out worm wheel from a machine tool of Chinese origin needs replacement. The mating worm is available for mapping.
Initial Survey and Step 1: Pressure Angle & Type
Chinese machinery commonly uses a 20° pressure angle. Placing a 20° angle gauge against the worm flanks in the axial section shows perfect alignment along a straight line. This conclusively identifies the component as an Archimedean screw gear with a standard axial pressure angle \( \alpha = 20° \).
Step 2: Determining the Module
Using a steel rule, the distance covering \( n = 4 \) axial pitches is measured as 62.8 mm. Therefore:
$$ t_{axial} = \frac{62.8 \text{ mm}}{4} = 15.70 \text{ mm} $$
$$ m = \frac{15.70 \text{ mm}}{\pi} \approx 4.997 \text{ mm} $$
This value rounds to the standard metric module: \( m = 5 \text{ mm} \).
Step 3: Determining the Diametral Quotient (q)
The worm’s tip diameter is measured with a micrometer: \( D_{a1} = 75.00 \text{ mm} \).
$$ q_{est} = \frac{75.00}{5} – 2 = 15 – 2 = 13 $$
The value 13 is checked against a standard table for screw gears. It is found to be a standard value in certain series, confirming \( q = 13 \).
Step 4: Lead/Helix Angle
The worm is visually confirmed to be single-start: \( Z_1 = 1 \).
$$ \tan \gamma = \frac{Z_1}{q} = \frac{1}{13} \approx 0.076923 $$
$$ \gamma = \arctan(0.076923) \approx 4.398° $$
Thus, \( \gamma = \beta \approx 4.40° \).
Step 5: Center Distance Verification
The worm wheel has \( Z_2 = 23 \) teeth. The theoretical center distance is:
$$ a_{calc} = \frac{m}{2}(q + Z_2) = \frac{5}{2}(13 + 23) = 2.5 \times 36 = 90.00 \text{ mm} $$
The center distance of the housing is meticulously measured using gauge rods and found to be \( a_{meas} = 90.05 \text{ mm} \).
The difference is only 0.05 mm (50 µm), which is within acceptable manufacturing tolerance and measurement uncertainty. This excellent agreement validates all previous steps. There is no indication of a profile shift (\( x \approx 0 \)).
Step 6: Final Parameter Confirmation and Wheel Dimensions
Assuming standard coefficients for metric screw gears: \( h_a^* = 1 \), \( c^* = 0.2 \). This can be verified by measuring the worm’s whole depth, which should be:
$$ h_1 = m(2h_a^* + c^*) = 5 \times (2 + 0.2) = 11.0 \text{ mm} $$
A measurement confirming this value would provide final assurance.
All necessary dimensions for manufacturing the new worm wheel can now be calculated:
| Dimension | Calculation | Result (mm) |
|---|---|---|
| Reference Diameter (d₂) | \( d_2 = m Z_2 = 5 \times 23 \) | 115.00 |
| Throat Diameter (dₐ₂) | \( d_{a2} = m(Z_2 + 2) = 5 \times 25 \) | 125.00 |
| Throat Radius (rₐ₂) | \( r_{a2} = a – \frac{D_{a1}}{2} = 90 – 37.5 \) | 52.50 |
| Root Diameter (dբ₂) | \( d_{f2} = d_2 – 2m(1 + c^* – x) = 115 – 10(1.2) \) | 103.00 |
| Outer Diameter (dₑ₂) | \( d_{e2} \approx d_{a2} + m \) (for common designs) | ~130.00 |
This detailed mapping provides the complete dataset required to produce a functionally compatible replacement screw gear component, ensuring the continued operation of the drive system.
Conclusion
The successful mapping of a screw gear pair is a systematic engineering process that balances precise physical measurement with theoretical calculation. The worm, as the generating member of the pair, holds the key to all essential parameters. The process hinges on correctly identifying the worm type and its standard pressure angle, accurately measuring the axial pitch to determine the module, and calculating the diametral quotient. The center distance serves as the ultimate check for consistency or as an indicator of non-standard design features like profile shifting.
Mastering this process for screw gear mapping is invaluable for maintenance, repair, and reverse engineering activities. It ensures that replacement parts, particularly custom worm wheels, will mesh correctly with their existing worm counterparts, restoring the drive’s functionality, efficiency, and service life. A methodical approach, careful measurement, and cross-verification through multiple formulas are the hallmarks of reliable screw gear analysis and replication.