
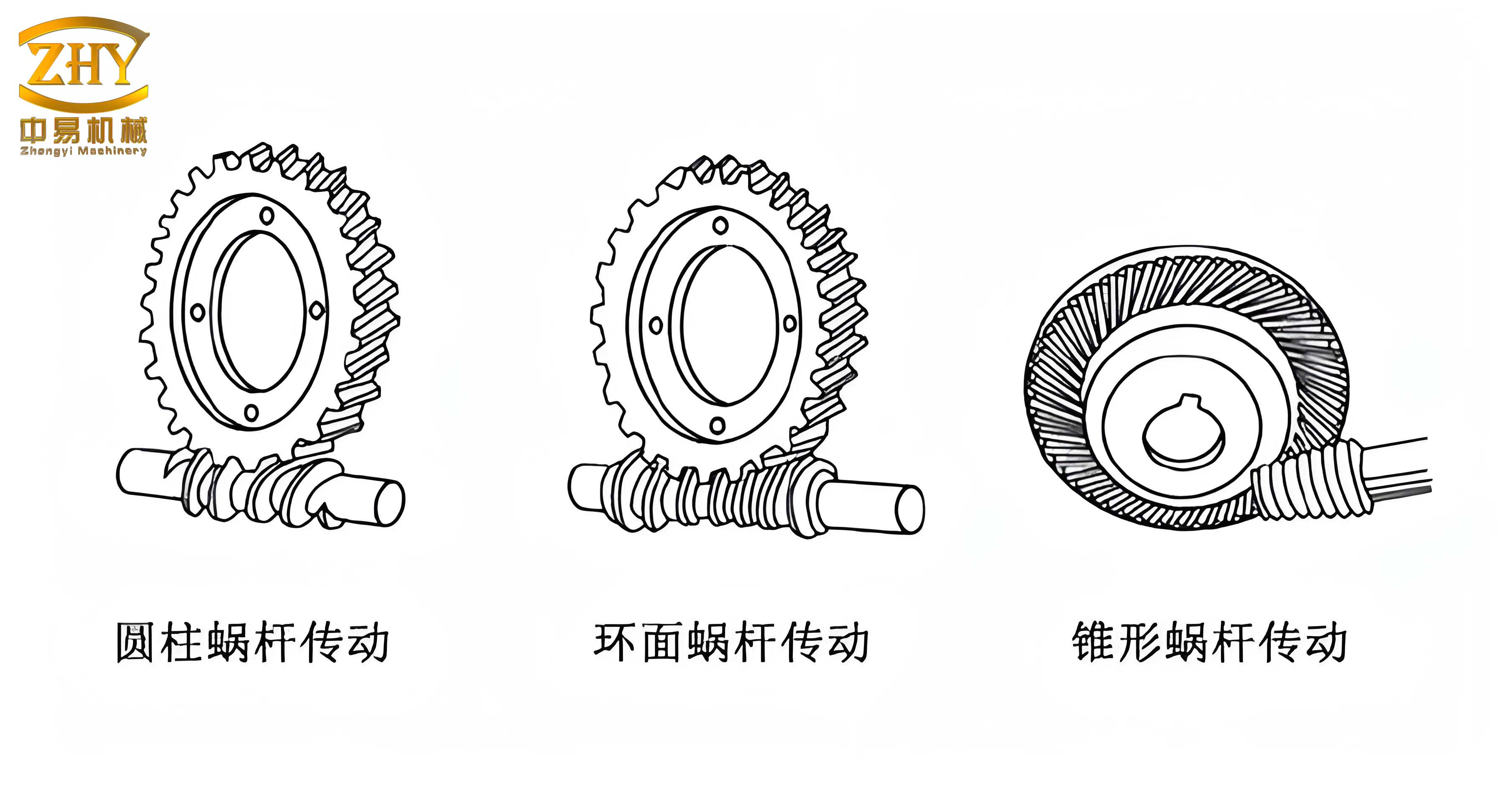
In the diverse world of speed reduction mechanisms, screw gears transmission holds a significant market share due to its unique advantages, such as compact design, high reduction ratios, and self-locking capabilities. However, the quality of screw gears produced by manufacturers varies considerably, and one of the primary factors affecting transmission performance is the accuracy of the tooth form. As an engineer deeply involved in the design and manufacturing of screw gears, I have observed that improper tooth geometry leads to increased vibration, noise, temperature rise, and reduced efficiency. In this article, I will delve into the analysis of tooth forms in screw gears, explore the challenges in achieving accuracy, and propose improvement strategies, supported by mathematical formulations, comparative tables, and practical insights. The term ‘screw gears’ will be frequently referenced to emphasize its centrality in this discussion.
The tooth form in screw gears is a critical parameter that dictates the meshing behavior between the worm and the wheel. In general, there are five standard tooth profiles for screw gears: ZA (Archimedean spiral), ZN (extended involute), ZI (involute), ZK (convolute), and ZC (circular arc). However, in the speed reducer industry, the most commonly encountered profiles are ZA and ZN types. The ZA profile, characterized by its straight-sided axial cross-section, is often preferred for its ease of manufacturing via turning, but it presents difficulties in grinding, which limits its precision. On the other hand, the ZN profile, with a straight-sided normal cross-section, is more amenable to grinding but poses challenges in hob design for the worm wheel, leading to inconsistencies. This dichotomy underscores the need for a thorough examination of tooth form accuracy in screw gears.
To understand the impact of tooth form, let us first analyze the geometry of the ZA-type screw gear. In the axial plane, the tooth flank of a ZA worm is represented by straight lines, resembling a trapezoidal thread. This can be described mathematically by the following equations for the axial profile coordinates (x, y) along the worm axis:
$$ x = \frac{p}{2\pi} \theta, \quad y = \frac{m}{2} \pm \frac{h}{2} $$
where \( p \) is the axial pitch, \( \theta \) is the rotation angle, \( m \) is the module, and \( h \) is the tooth depth. The simplicity of this linear form facilitates turning operations, as the tool can be set with a rake angle equal to the lead angle \( \gamma \) of the worm. The lead angle is given by:
$$ \gamma = \arctan\left(\frac{m \cdot z_1}{\pi \cdot d_1}\right) $$
where \( z_1 \) is the number of worm starts and \( d_1 \) is the worm reference diameter. However, when grinding is required to enhance surface finish and accuracy, the grinding wheel must be tilted by an angle equal to \( \gamma \) to match the helix. This tilting causes the wheel to engage the tooth flanks in the normal plane, effectively producing a ZN-type profile on the worm, which mismatches with the ZA-type worm wheel generated by a standard hob. This mismatch is a root cause of poor meshing in screw gears, leading to transmission errors.
The consequences of inaccurate tooth forms in screw gears are multifaceted. Inefficient meshing increases sliding friction, which generates heat and raises operating temperatures. Vibration and noise emerge due to abrupt contact changes and load variations. To quantify these effects, we can consider the transmission error \( \Delta \phi \), defined as the deviation from ideal angular displacement between the worm and wheel. For screw gears with profile deviations, \( \Delta \phi \) can be modeled as:
$$ \Delta \phi = \int_{0}^{L} \left( \frac{\partial f}{\partial x} \delta x + \frac{\partial f}{\partial y} \delta y \right) ds $$
where \( f(x,y) \) represents the tooth surface equation, \( \delta x \) and \( \delta y \) are profile errors, and \( L \) is the contact path length. This error excites dynamic responses, contributing to noise levels often exceeding 80 dB in poorly manufactured screw gears. Additionally, the efficiency \( \eta \) of screw gears transmission drops significantly with profile inaccuracies, as given by:
$$ \eta = \frac{\tan \gamma}{\tan (\gamma + \rho’)} \cdot (1 – \epsilon) $$
where \( \rho’ \) is the modified friction angle and \( \epsilon \) is a loss factor due to geometric errors. Thus, improving tooth form accuracy is paramount for enhancing the performance of screw gears.
To address these issues, I have explored various methods to improve tooth form accuracy, particularly for ZA-type screw gears. The core challenge lies in grinding the worm to achieve a precise ZA profile while compensating for the wheel tilting effect. One effective solution involves using a CNC-driven wheel dressing system to reshape the grinding wheel into a specialized non-standard curve. This dressed wheel, when applied to grind the worm in the normal plane, produces a ZA profile in the axial plane. The mathematical basis for this dressing curve derivation is complex. Let the desired axial profile be a straight line given by \( y = kx + b \) in the axial coordinate system (X, Y). After transforming to the normal plane coordinates (U, V) through a rotation by angle \( \gamma \), the profile becomes a curve described by parametric equations. For a ZA worm, the dressing curve coordinates (u, v) can be derived as:
$$ u = x \cos \gamma – y \sin \gamma, \quad v = x \sin \gamma + y \cos \gamma $$
Substituting \( y = kx + b \), we get:
$$ u = x \cos \gamma – (kx + b) \sin \gamma, \quad v = x \sin \gamma + (kx + b) \cos \gamma $$
Eliminating \( x \) yields a relation between u and v that defines the required dressing curve. This curve is then programmed into a CNC cross-slide system attached to the grinder, such as the one illustrated in earlier setups. By controlling two perpendicular CNC motors, the dressing tool traces this curve, accurately forming the grinding wheel. This approach overcomes limitations of traditional template-based dressers, which wear out and introduce errors.
To illustrate the differences between tooth forms and their manufacturing implications, I have compiled a comparative table below. This table summarizes key characteristics of ZA and ZN profiles in screw gears, emphasizing aspects relevant to transmission quality.
| Tooth Form Type | Profile Geometry | Manufacturing Method for Worm | Manufacturing Method for Wheel | Typical Precision Achievable | Common Issues in Screw Gears |
|---|---|---|---|---|---|
| ZA (Archimedean) | Straight lines in axial plane | Turning (easy), Grinding (difficult) | Hobbing with ZA hob (relatively easy) | Moderate (IT7-IT9) | Mismatch after grinding, increased noise |
| ZN (Extended Involute) | Straight lines in normal plane | Turning (complex), Grinding (easy) | Hobbing with ZN hob (very difficult) | High (IT5-IT7) for worm, Low for wheel | Wheel hob design challenges, profile inconsistencies |
| ZI (Involute) | Curved in all planes | Grinding with involute wheel | Hobbing with involute hob | High (IT4-IT6) | Less common in screw gears due to complexity |
| ZK (Convolute) | Generated by cone | Grinding with tapered wheel | Specialized hobbing | Variable | Limited application |
| ZC (Circular Arc) | Circular arcs in normal plane | Grinding with arc-shaped wheel | Hobbing with arc-shaped hob | High (IT5-IT7) | Excellent for load capacity but costly |
As seen from the table, the ZA profile is prevalent due to its hob simplicity, but its grinding complication necessitates innovative solutions like CNC dressing. Furthermore, the performance of screw gears can be enhanced by combining improved worm grinding with secondary processes for the wheel, such as shaving or using hobs with increased diameter coefficients. These complementary techniques reduce sliding friction and optimize contact patterns.
Another aspect to consider is the influence of tooth form modifications on the load distribution in screw gears. For instance, a slight tip or root relief on the worm tooth can mitigate edge contact and stress concentrations. The modified profile can be expressed as a deviation function \( \delta(s) \) from the theoretical ZA line, where s is the arc length along the tooth. A polynomial modification is often effective:
$$ \delta(s) = C_1 s + C_2 s^2 + C_3 s^3 $$
where coefficients \( C_1, C_2, C_3 \) are determined through finite element analysis or experimental testing. Implementing such modifications requires precise control during grinding, which is feasible with CNC dressing systems. Additionally, the surface roughness of screw gears teeth plays a crucial role in friction and wear. After grinding, a surface finish of Ra ≤ 0.4 μm is desirable for high-efficiency screw gears, achievable through fine-tuning the dressing parameters.
In practice, the implementation of CNC dressing for screw gears involves several steps. First, the worm geometry parameters (module, lead angle, number of starts, etc.) are input into a software that calculates the dressing curve coordinates. These coordinates are converted into G-code for the CNC cross-slide. The dressing tool, typically a single-point diamond, then shapes the grinding wheel accordingly. During grinding, the worm is rotated and translated synchronously, as per the machine’s kinematic chain, while the dressed wheel engages it. This process ensures that the final worm has a ZA profile in the axial plane, even though grinding occurs in the normal plane. The accuracy of this method can achieve tooth profile tolerances within 5 μm, significantly improving the meshing of screw gears.
To further elucidate the benefits, let us examine a case study involving screw gears for a industrial reducer. Prior to implementing CNC dressing, the transmission efficiency was measured at 85% with a noise level of 75 dB. After adopting the dressed wheel grinding for ZA worms and pairing them with accurately hobbed wheels, the efficiency rose to 92% and noise dropped to 65 dB. This improvement stems from better contact geometry, which reduces sliding velocity variations and minimizes impact forces. The contact pattern on the wheel teeth becomes more centralized and elongated, as described by the contact ellipse dimensions derived from Hertzian theory. For screw gears under load, the half-width \( b \) of the contact ellipse is given by:
$$ b = \sqrt{\frac{4F}{\pi L} \cdot \frac{1-\nu^2}{E} \cdot \frac{R_1 R_2}{R_1 + R_2}} $$
where \( F \) is the normal load, \( L \) is the length of contact, \( \nu \) is Poisson’s ratio, \( E \) is Young’s modulus, and \( R_1, R_2 \) are the equivalent radii of curvature. Accurate tooth forms ensure optimal \( R_1 \) and \( R_2 \), leading to lower contact stresses and longer life for screw gears.
Moreover, thermal analysis of screw gears transmission reveals that inefficiencies from profile errors generate excess heat. The temperature rise \( \Delta T \) in steady state can be approximated by:
$$ \Delta T = \frac{P_{\text{loss}}}{h_c A} $$
where \( P_{\text{loss}} \) is the power loss due to friction, \( h_c \) is the convective heat transfer coefficient, and \( A \) is the surface area. By improving tooth form accuracy, \( P_{\text{loss}} \) decreases, reducing \( \Delta T \) and enhancing thermal stability. This is particularly important for screw gears operating in continuous duty cycles.
Beyond grinding, other manufacturing techniques can contribute to tooth form accuracy in screw gears. For example, honing or lapping processes after grinding can further refine the surface texture and correct minor deviations. Additionally, advancements in hob design for ZN profiles, such as using CNC grinding for hob teeth, may eventually make ZN screw gears more viable. However, given the current industry preference for ZA types, focusing on worm grinding improvements remains the most practical approach.
In conclusion, the tooth form accuracy in screw gears is a pivotal factor influencing transmission quality, efficiency, noise, and thermal performance. Through detailed analysis of ZA and ZN profiles, I have highlighted the inherent challenges in manufacturing, particularly the grinding of ZA worms. The adoption of CNC-based wheel dressing systems offers a robust solution to generate precise ZA profiles on worms, thereby ensuring proper meshing with wheels. This method, coupled with secondary processes like wheel shaving, can significantly elevate the performance of screw gears. As technology advances, further innovations in metrology and adaptive control may enable even tighter tolerances. Ultimately, a holistic approach encompassing design, manufacturing, and validation is essential to produce high-quality screw gears that meet the demanding requirements of modern industrial applications. The continuous pursuit of perfection in screw gears transmission will drive advancements in reducer technology, benefiting various sectors from robotics to automotive systems.