
In the rapidly evolving automotive industry, precision forming of gears has become an inevitable trend in the forging sector. Forging the tooth profile of a cylindrical gear ensures complete and continuous metal flow lines, resulting in superior strength compared to machining, while also saving material and reducing production costs. However, for large module and large size cylindrical gears, challenges such as poor filling of tooth corners, difficulty in demolding, and low mold life have traditionally led to a process where the gear blank is forged first, followed by machining of the teeth. In this article, I will share my experience in developing a precision forming process for a specific large module, large size spur cylindrical gear used in heavy-duty vehicles, ultimately achieving precision forming of the external straight teeth.
The cylindrical gear in question is characterized by its substantial dimensions. To ensure a high yield rate, the design phase involved careful consideration of allowances. The tooth profile was allocated a unilateral allowance of 1 mm, while other areas were given a 1.3 mm unilateral allowance. Considering demolding issues, a draft angle of 0.5° was applied to the outer circumference. The forged part drawing was developed based on these parameters.
Selecting the appropriate production equipment is crucial for successfully forming such a large cylindrical gear. The deformation force required for forging is calculated using the empirical formula:
$$P = k \cdot F$$
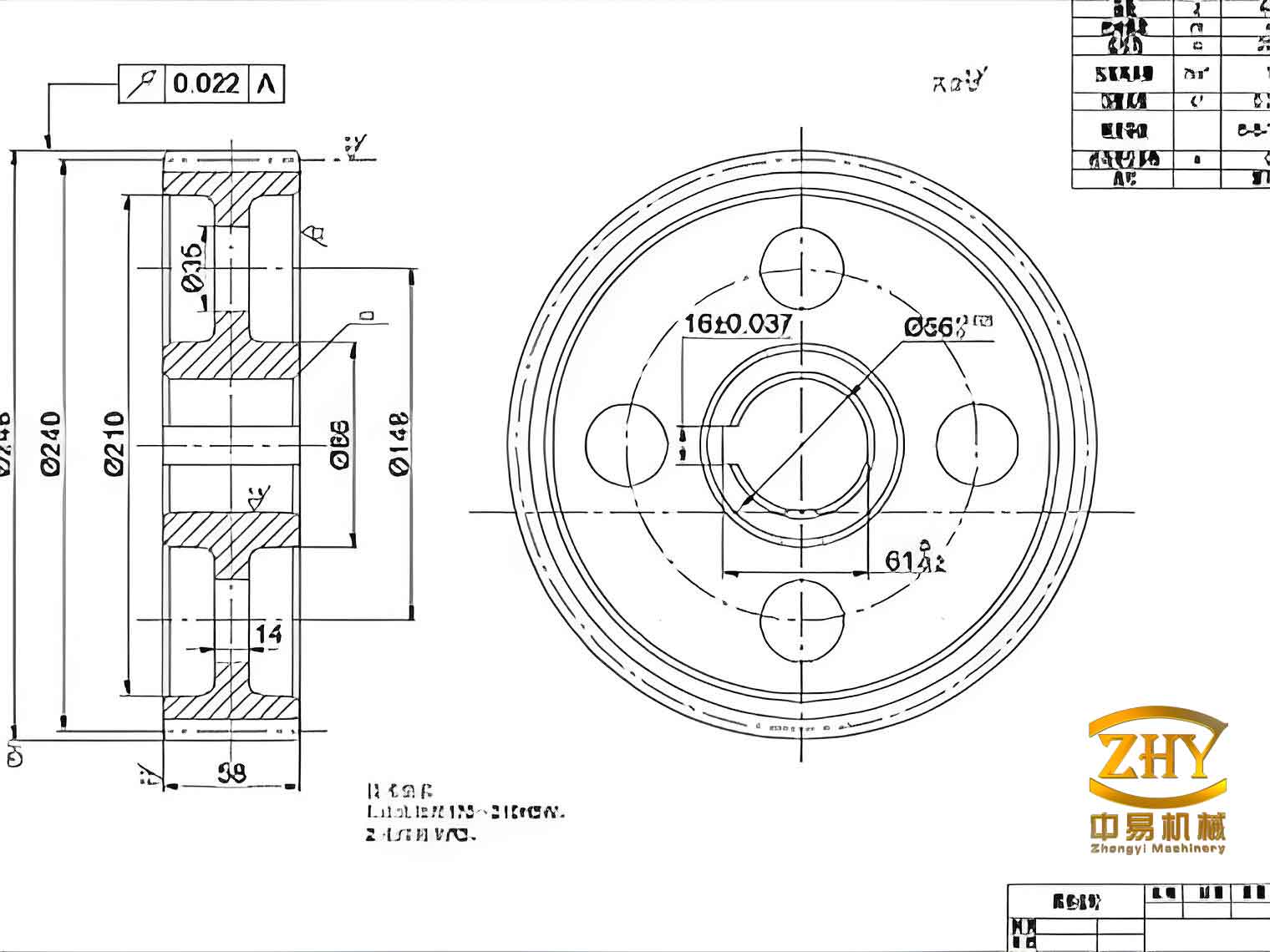
where \( P \) is the deformation force in kN, \( F \) is the projected area of the forged part in cm², and \( k \) is a coefficient ranging from 50 to 70. For complex forged parts like this large cylindrical gear, a coefficient of 70 is typically selected. The projected area \( F \) for this cylindrical gear was calculated based on its maximum outer diameter of 248 mm and width. The calculation yielded:
$$F = \frac{\pi \times (24.8 \, \text{cm})^2}{4} \approx 483 \, \text{cm}^2$$
Therefore, the deformation force is:
$$P = 70 \times 483 \, \text{cm}^2 \approx 33,810 \, \text{kN} \approx 3.44 \times 10^6 \, \text{kgf}$$
Based on practical experience, the nominal force of the equipment should be about 1.2 times the deformation force to account for variations and ensure reliability. Thus, the required nominal force is:
$$P_{\text{required}} = 1.2 \times 3.44 \times 10^6 \, \text{kgf} \approx 4.13 \times 10^6 \, \text{kgf} \approx 4128 \, \text{metric tons}$$
To ensure sufficient capacity and avoid overloading, a 6300-ton hot die forging press was ultimately selected for the production of this large cylindrical gear.
The design of the forging process for this cylindrical gear required innovative thinking. Given the forged blank weight of approximately 14 kg and the high tooth count, incorporating tooth profiles in the pre-forging stage was deemed counterproductive. A pre-forged tooth blank would be difficult to place quickly and accurately into the final forging die cavity, leading to excessive cooling of the tooth areas and poor fill during final forging. Consequently, the pre-forging process was designed solely for material distribution, without forming the teeth. The transition from pre-forging to final forging relies on positioning via the root circle diameter of the cylindrical gear. The final forging die employs a floating structure with a large central ejector pin (or alternatively a ring ejector) to ensure smooth and stable demolding of the forged part.
A detailed die structure was conceptualized to implement this strategy for the cylindrical gear. The core components include a pre-forging lower die insert, pre-forging upper die, final forging lower die, final forging upper die containing the tooth profile insert, and various pressure rings, fixings, and ejector mechanisms. The use of a stress ring helps manage the significant forces involved in forming the large cylindrical gear.
To validate the process design for this cylindrical gear, Deform-3D finite element analysis software was employed for forming simulation. The pre-forged blank, designed for material distribution, is positioned in the final die using the root circle. Through multiple simulation iterations, a feasible forming scheme was determined. The simulation model incorporated material properties, temperature conditions (1200°C), and friction conditions. The simulation results indicated that at a forging force of 4896 tons, the tooth profile of the cylindrical gear was completely filled. The simulated metal flow and stress distribution provided confidence in the die design and process parameters before physical trials.
The following table summarizes the key parameters of the target cylindrical gear part, which guided the forging process development:
| Parameter | Value |
|---|---|
| Number of Teeth | 46 |
| Normal Module (mm) | 5.22 |
| Pressure Angle (°) | 20 |
| Helix Angle (°) | 0 (Spur Gear) |
| Pitch Circle Diameter (mm) | 238 |
| Normal Tooth Thickness (mm) | 7.75 |
| Outer Diameter (mm) | 248 |
| Face Width (mm) | 58 |
Another table outlines the key allowances and design features specified in the forged part drawing for this cylindrical gear:
| Feature | Specification |
|---|---|
| Tooth Profile Allowance | 1.0 mm (unilateral) |
| General Allowance | 1.3 mm (unilateral) |
| Outer Diameter Draft Angle | 0.5° |
On the production floor, the process was executed using graphite-based lubrication and a forging temperature of 1200°C on the selected 6300-ton press. The pre-forging operation produced a blank with a simple shape designed for optimal material distribution for the subsequent cylindrical gear forging. The pre-forged blank was then transferred to the final forging die. Positioning via the root circle was stable, and the central large ejector pin ensured smooth demolding. The actual production results closely matched the Deform-3D simulations. The tooth profile of the cylindrical gear was well-filled. It was observed that the filling at the lower section of the tooth width was slightly better than at the upper section. This is attributed to the 0.5° draft angle on the teeth, which intentionally results in a larger machining allowance on the upper part, effectively acting as a buffer to reduce the scrap rate for these large cylindrical gears.
The entire development cycle for this cylindrical gear forging process provided several key insights. The formula for deformation force estimation, \( P = k \cdot F \), proved essential for initial equipment screening. However, the final selection of a 6300-ton press, significantly higher than the calculated minimum requirement, underscores the importance of a safety factor, which can be expressed as:
$$SF = \frac{P_{\text{equipment}}}{P_{\text{required}}}$$
In this case, the safety factor was approximately \( 6300 / 4128 \approx 1.53 \), which provided a robust margin for forging the large cylindrical gear. Furthermore, the thermal aspects are critical. The billet temperature must be maintained adequately high (around 1200°C) to ensure sufficient material plasticity for filling the complex tooth cavities of the cylindrical gear. The relationship between flow stress \( \sigma \), temperature \( T \), and strain rate \( \dot{\epsilon} \) is often described by constitutive equations like:
$$\sigma = K \cdot \epsilon^n \cdot \dot{\epsilon}^m \cdot \exp\left(\frac{Q}{RT}\right)$$
where \( K \) is a material constant, \( n \) is the strain-hardening exponent, \( m \) is the strain-rate sensitivity exponent, \( Q \) is the activation energy, \( R \) is the gas constant, and \( T \) is the absolute temperature. Maintaining a high \( T \) helps lower \( \sigma \), reducing the required forging force and improving fill for the cylindrical gear.
In conclusion, the successful precision forming of this large module, large size cylindrical gear was achieved through a holistic approach. The decision to avoid tooth profiles in the pre-forging stage for such a large cylindrical gear simplified tooling and improved operational reliability. The use of a central large ejector or ring ejector is vital for stable demolding of wide-faced cylindrical gears. Equipment selection must incorporate a significant safety factor beyond the theoretical deformation force calculation to handle the complexities of forging a large cylindrical gear. Precise control of the forging temperature is paramount to ensure complete tooth filling and minimize defects in the cylindrical gear. Finally, the tooth die insert, bearing the brunt of the forming pressure, must be manufactured from high-quality, tough tool steel and potentially designed with stress-relieving features to prevent premature failure. This development paves the way for more widespread adoption of precision forging for large cylindrical gears, offering benefits in strength, material efficiency, and cost. The lessons learned are applicable to other similar large cylindrical gear components across heavy machinery and automotive applications. The integration of simulation tools like Deform-3D is indispensable for optimizing the process parameters for any new cylindrical gear design, reducing development time and cost. Future work may explore advanced die materials and cooling strategies to further enhance the durability of dies used for forging large cylindrical gears, making the process even more economical. The potential for net-shape or near-net-shape forging of cylindrical gears continues to drive innovation in this field.
To generalize the process design principle for cylindrical gears, we can consider a dimensionless parameter \( \Lambda \) representing forging complexity for a cylindrical gear, which might be a function of module \( m_n \), face width \( b \), and number of teeth \( z \):
$$\Lambda = f(m_n, b, z)$$
For large \( \Lambda \) values (indicative of large module, large size cylindrical gears), the recommended practice is to simplify pre-forming and ensure robust ejection. The required forging force \( P \) can also be correlated to the gear’s pitch circle diameter \( d \) and face width \( b \):
$$P \propto d^2 \cdot b$$
This proportionality highlights why large cylindrical gears demand high-capacity presses. The development detailed here serves as a comprehensive case study for the precision forging of challenging large cylindrical gear components.