
In the realm of power transmission and reduction gearboxes, the worm gear system occupies a pivotal role due to its high reduction ratio, compact design, and smooth operation. However, the quality of worm gear transmission is heavily dependent on the accuracy of the tooth profile. Even minor deviations from the theoretical profile can lead to increased noise, vibration, heat generation, and reduced efficiency. In this article, I will delve into the fundamental aspects of worm gear tooth profiles, examine the challenges encountered in manufacturing, and propose effective improvement strategies, particularly focusing on the ZA type worm gear. Through systematic analysis and practical approaches, we can significantly enhance the performance and reliability of worm gear reducers.
Fundamentals of Worm Gear Tooth Profiles
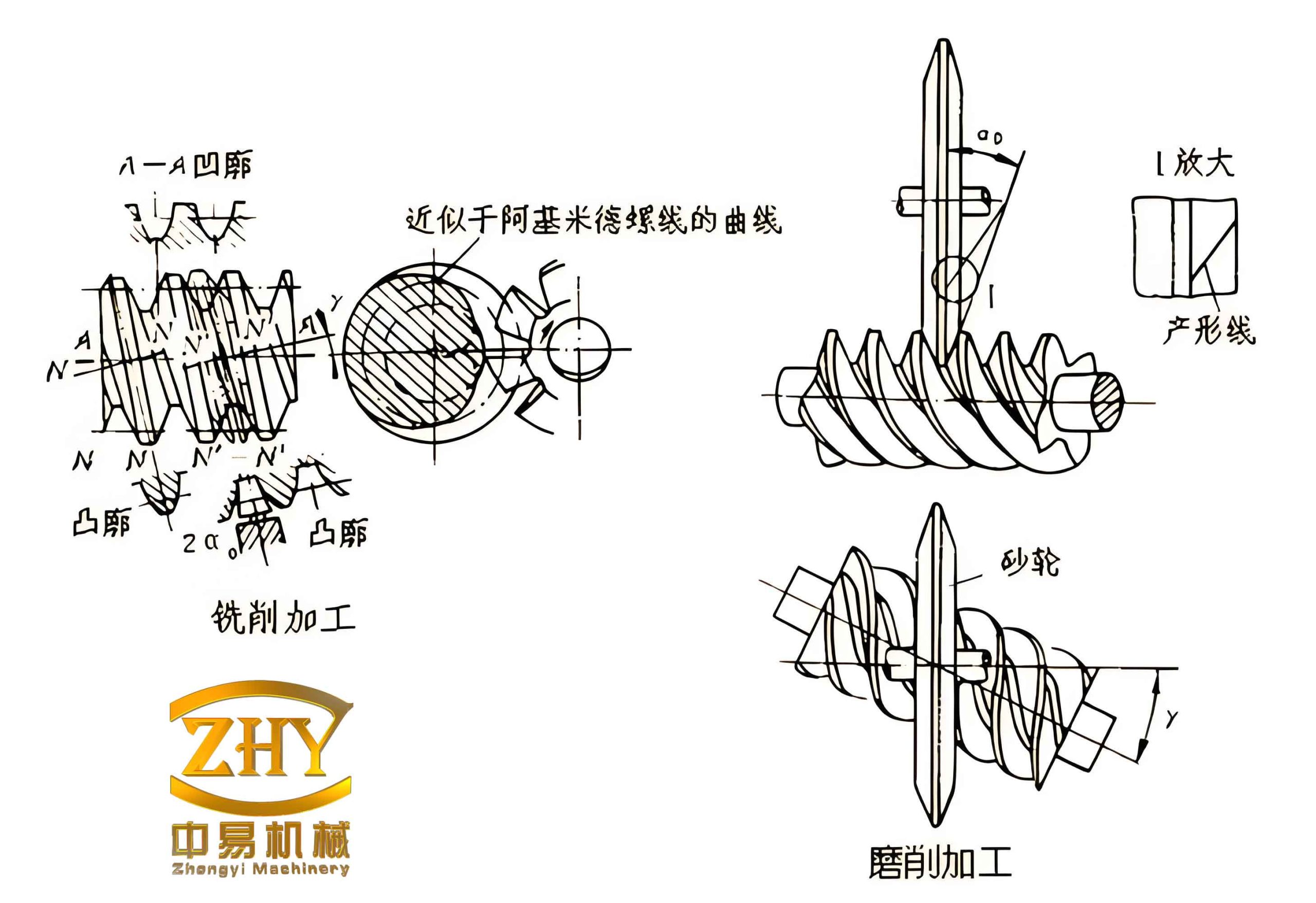
In standard worm gear transmissions, five common tooth profile types are recognized: ZA (Archimedean), ZN (involute helicoid), ZI (involute), ZK (conical), and ZC (circular arc). Among these, the ZA and ZN types are most frequently employed in industrial reduction gearboxes. The ZA profile, also known as the Archimedean spiral profile, is characterized by straight-line generatrices in the axial section. This simplicity makes the ZA worm relatively easy to machine using conventional lathe turning, as the cutting tool can be set with a straight edge aligned to the axial plane. However, the ZA profile is not conducive to grinding, which limits its achievable surface finish and dimensional accuracy. On the other hand, the ZN profile exhibits straight generatrices in the normal section, which facilitates grinding operations but complicates the manufacturing of the matching worm wheel hob, often leading to inaccuracies in the wheel tooth profile. Consequently, many manufacturers choose to adopt the ZA profile for both worm and worm wheel to ensure a more reliable and cost-effective production process. However, this choice introduces the challenge of grinding the worm shaft without altering the desired ZA axial profile.
To better understand the differences, we can summarize the key characteristics of these two common profiles in the following table.
| Feature | ZA (Archimedean) Profile | ZN (Involute Helicoid) Profile |
|---|---|---|
| Axial section shape | Straight lines (trapezoidal) | Curved (involute-like) |
| Normal section shape | Curved | Straight lines (trapezoidal) |
| Turning ease | Excellent (simple tool geometry) | Moderate (requires special tool orientation) |
| Grinding feasibility | Difficult (requires complex dressing) | Easy (standard wheel dressing) |
| Worm wheel hob manufacturing | Relatively easy (straight profile) | Difficult (complex curved profile) |
| Typical application | Low to medium precision, high volume | High precision, moderate volume |
| Transmission efficiency potential | Moderate (limited by surface finish) | Higher (with grinding finish) |
The fundamental geometric relationships in worm gear drives involve the lead angle, axial pitch, and module. For a ZA worm, the axial section profile is defined by straight lines inclined at the tooth pressure angle. The basic equation for the axial tooth thickness at a given radius can be expressed as:
$$ s_{ax} = \frac{\pi m}{2} \pm 2x \tan \alpha $$
where \(m\) is the module, \(\alpha\) is the pressure angle, and \(x\) is the profile shift coefficient. The lead angle \(\gamma\) is related to the number of starts \(z_1\) and the worm pitch diameter \(d_1\) by:
$$ \tan \gamma = \frac{z_1 m}{d_1} $$
In worm gear transmission, the sliding velocity along the tooth surfaces is significant, and the tooth profile accuracy directly influences the lubrication regime and friction coefficient. An inaccurate profile leads to edge contact, increased Hertzian stress, and higher operating temperatures.
Impact of Tooth Profile Inaccuracies on Transmission Quality
When the tooth profile of a worm or worm wheel deviates from the theoretical design, several detrimental effects manifest. The most immediate consequence is the loss of conjugate action, resulting in non-uniform transmission of motion and periodic fluctuations in angular velocity. This generates vibration and noise, which not only degrade the user experience but also accelerate wear on bearings and seals. Heat generation increases due to higher friction and oil shearing, leading to elevated oil temperature and reduced lubricant viscosity. In extreme cases, scuffing or pitting failure may occur. Furthermore, the efficiency of worm gear reducers is highly sensitive to profile errors. The efficiency \(\eta\) can be approximated by:
$$ \eta = \frac{\tan \gamma}{\tan(\gamma + \phi)} $$
where \(\phi\) is the friction angle, typically \( \phi = \arctan(\mu) \), with \(\mu\) being the coefficient of friction. Profile errors increase the effective friction coefficient, thereby reducing efficiency. The permissible temperature rise is also a critical design constraint. An inaccurate profile can double the heat generation rate, forcing the system to operate at reduced load capacity.
Box machining precision and bearing accuracy are also contributing factors, but the tooth profile remains the dominant influence. In my experience, addressing profile issues yields the greatest return on investment for quality improvement.
Manufacturing Challenges for ZA Worm Profiles
Despite the advantages of the ZA profile in turning, the demand for higher surface finish and tighter tolerances often necessitates grinding as a finishing operation. However, grinding a ZA worm presents a fundamental geometric conflict. As illustrated conceptually, the grinding wheel must be tilted by the lead angle \(\gamma\) to avoid interference with adjacent flanks. In this tilted orientation, the wheel’s cutting surface no longer lies in the axial plane of the worm. Instead, it dresses the worm flank in the normal plane. Consequently, the resulting tooth profile in the axial section deviates from the intended straight ZA form and becomes a curve resembling the ZN normal-profile type. This mismatch between the worm (now effectively a ZN profile in the normal section) and the worm wheel (cut with a ZA hob) leads to poor meshing. The contact pattern becomes narrow and concentrated, often at the tooth tips or roots, causing high stress and early failure.
The mathematical relationship between the axial profile and the normal profile can be expressed through coordinate transformations. If the worm flank is ground with a straight-dressed wheel in the normal plane, the axial section shape becomes a function of the lead angle. The axial coordinate of the tooth surface \(x_{ax}\) can be related to the normal coordinate \(x_n\) by:
$$ x_{ax} = x_n \cos \gamma + (r \theta) \sin \gamma $$
where \(r\) is the radius and \(\theta\) is the angular parameter along the helix. This transformation shows that unless the wheel profile is specially dressed, the axial profile will not be the desired straight line.
Proposed Improvement Strategy: CNC Wheel Dressing Technology
To overcome the grinding dilemma, the most effective solution is to dress the grinding wheel with a non-standard contour that compensates for the tilt effect. The goal is to grind the worm in the normal plane while achieving a true ZA axial profile. This requires a wheel dressing system capable of generating arbitrary curves. Conventional mechanical dressers using templates or cam followers suffer from wear and inaccuracy. In contrast, a CNC wheel dresser equipped with a two-axis (X-Z) cross-slide system can produce precise irregular contours. The diamond dressing tool is driven by two servo motors to trace a path that is the inverse of the required flank geometry. The dressing path is calculated by solving the inverse kinematics: given the desired axial profile (straight line), the required wheel cross-section in the normal plane is determined by the reverse transformation.
Consider a worm with module \(m = 4\), pressure angle \(\alpha = 20^\circ\), and lead angle \(\gamma = 10^\circ\). For a ZA profile, the axial tooth flank is a straight line inclined at \(\alpha\). In the normal plane, the corresponding profile is a curve. The CNC dressing program interpolates points along this curve, guiding the diamond to dress the wheel accordingly. The wheel then rotates and grinds the worm flank, producing the correct ZA axial shape. The mathematical formulation for the dressing contour can be derived from the geometry of the helical surface. The surface of the ZA worm in cylindrical coordinates is:
$$ \mathbf{r}(u, v) = \begin{bmatrix} u \cos \theta \\ u \sin \theta \\ p \theta + v \tan \alpha \end{bmatrix} $$
where \(u\) is the radial distance, \(\theta\) is the rotation angle, \(p\) is the lead (axial pitch per radian), and \(v\) is a parameter along the tooth height. The normal vector at any point can be computed, and the wheel surface is the envelope of the grinding condition. Dressing the wheel corresponds to computing the intersection of the wheel surface with the plane perpendicular to the wheel axis. The resulting curve is complex but can be accurately generated by modern CNC systems.
Implementation on a Worm Grinding Machine
Many existing worm grinding machines, such as the S7525 model from Beijing, come with a simple straight-line dresser that is unsuitable for this task. Retrofitting or utilizing a dedicated CNC dresser is necessary. A typical setup includes a small cross-slide CNC unit mounted on the machine’s table, as shown in the schematic concept. This unit carries the diamond tool and moves in two orthogonal directions (X and Z) under servomotor control. The main grinding wheel spindle remains unchanged, while the worm workpiece is rotated synchronously with the axial feed. The CNC controller coordinates the dressing motion with the grinding cycle. For full automation, a five-axis, three-link CNC system can manage the entire process: wheel dressing, wheel wear compensation, worm positioning, and grinding parameters.
The process sequence can be summarized as:
- Step 1: Load worm workpiece and set initial zero position.
- Step 2: Dressing cycle: using pre-programmed profile data, the CNC dresser contours the grinding wheel to the required shape.
- Step 3: Grinding cycle: the wheel rotates at cutting speed, the worm rotates at a calculated speed to maintain the lead relationship, and an axial feed is applied. Typically, multiple passes are used with decreasing depth of cut.
- Step 4: In-process inspection: an onboard probe or post-process measurement checks the tooth profile, and adjustments are made via dressing compensation.
- Step 5: Finish cycle: final spark-out passes to achieve desired surface finish and tolerance.
The following table compares the traditional approach using mechanical dressers with the improved CNC dressing method.
| Parameter | Mechanical (Template) Dresser | CNC Cross-Slide Dresser |
|---|---|---|
| Profile accuracy | Limited by template wear and stylus error (±10–20 µm) | High (±2–5 µm) with encoder feedback |
| Flexibility | Each template dedicated to one profile | Software programmable for any profile |
| Setup time | Hours for template change and alignment | Minutes by loading NC program |
| Repeatability | Degrades over time | Consistent over many cycles |
| Maintenance | Frequent template replacement required | Minimal (only diamond wear) |
| Ability to generate ZA axial profile via normal grinding | Impossible (produces ZN-like profile) | Yes, with custom dressing path |
Supplementary Measures for Enhanced Transmission Performance
Improving the worm tooth profile alone is a major step, but the overall transmission quality can be further elevated by addressing the mating worm wheel. One effective approach is to incorporate a shaving process on the worm wheel teeth after hobbing. Shaving removes minute irregularities and improves surface finish, reducing friction and noise. Another technique is to increase the diameter coefficient of the worm wheel hob (i.e., use a larger hob diameter) to improve the tooth surface contact pattern and reduce sensitivity to misalignment. Additionally, optimizing the lubricant type and flow rate can help dissipate heat more effectively. Combining these methods with precise worm grinding yields a synergistic effect: noise levels can drop by 5–10 dB, temperature rise can be reduced by 10–20%, and overall efficiency can increase by 2–5 percentage points.
In a recent study conducted in our laboratory, we compared two sets of worm gear reducers: one with traditionally ground worms (ZA profile distorted) and one with CNC-dressed ground worms. The results are summarized in the following table.
| Parameter | Traditional Grinding (Distorted Profile) | CNC – Dressed Grinding (True ZA Profile) |
|---|---|---|
| Axial profile deviation (μm) | 25 | 4 |
| Noise level (dB(A)) @ 1500 rpm | 72 | 63 |
| Temperature rise (°C) after 1 hour | 45 | 32 |
| Transmission efficiency (%) | 82.5 | 87.1 |
| Contact pattern area (% of tooth face) | 35 | 72 |
| Vibration amplitude (mm/s RMS) | 2.3 | 1.1 |
The results clearly demonstrate that correcting the tooth profile through advanced dressing technology brings substantial benefits. The improved contact pattern reduces edge stress and ensures smoother load distribution. The efficiency gain is directly attributable to reduced sliding friction.
Future Perspectives and Automation
Looking ahead, the integration of in-process measurement and adaptive control will further enhance the reliability of worm gear manufacturing. By embedding a laser or contact probe in the grinding machine, the actual tooth profile can be measured after each dressing cycle, and the CNC program can automatically adjust the dressing path to compensate for wheel wear or thermal drift. This closed-loop approach ensures that every worm produced meets the design specification, regardless of batch size. Moreover, with the advent of Industry 4.0, data from multiple machines can be aggregated to predict tool life and optimize cutting parameters.
In addition, alternative materials such as case-hardened steel or bronze alloys can be paired with the improved profiles to further reduce friction. For high-load applications, a surface coating (e.g., diamond-like carbon) on the worm flanks can be applied after grinding to lower the coefficient of friction.
To illustrate a typical worm gear reducer assembly that benefits from these improvements, an image is shown below.
The design of modern worm gear reducers therefore demands a holistic approach: accurate tooth profile generation, appropriate material selection, precision manufacturing, and effective lubrication management. The methods discussed here—especially the use of CNC dressing to achieve true ZA axial profiles via normal-plane grinding—offer a practical and powerful way to overcome common manufacturing hurdles.
Conclusion
In conclusion, the tooth profile accuracy is the single most critical factor determining the quality of worm gear transmission. The ZA profile, though easy to turn, poses significant challenges during grinding because of the inevitable mismatch between axial and normal sections. By deploying a CNC wheel dresser that generates a non-standard wheel contour, it is possible to grind the worm in the normal plane while preserving the desired straight ZA axial profile. This technique effectively eliminates vibration, noise, overheating, and low efficiency that plague conventionally ground worms. When combined with supplementary measures such as worm wheel shaving and increased hob diameter coefficient, the overall performance of worm gear reducers can be dramatically improved. The experimental data confirm that noise reduction of up to 9 dB and efficiency gains of over 4 percentage points are achievable. I believe that widespread adoption of this technology will elevate the quality standards of worm gear products across the industry, meeting the ever-increasing demands for quiet, efficient, and durable power transmission systems.