
During the operation of the parameter measurement system, the image acquisition and processing are parallel. During the measurement of the tooth profile parameters of the cylindrical helical gear, the measurement results of the third tooth and the 49th tooth are selected for comparison. The measurement results of the tooth profile parameter deviation of the two systems during the test are shown in the figure, and the output data results of the total tooth profile deviation are shown in the table.
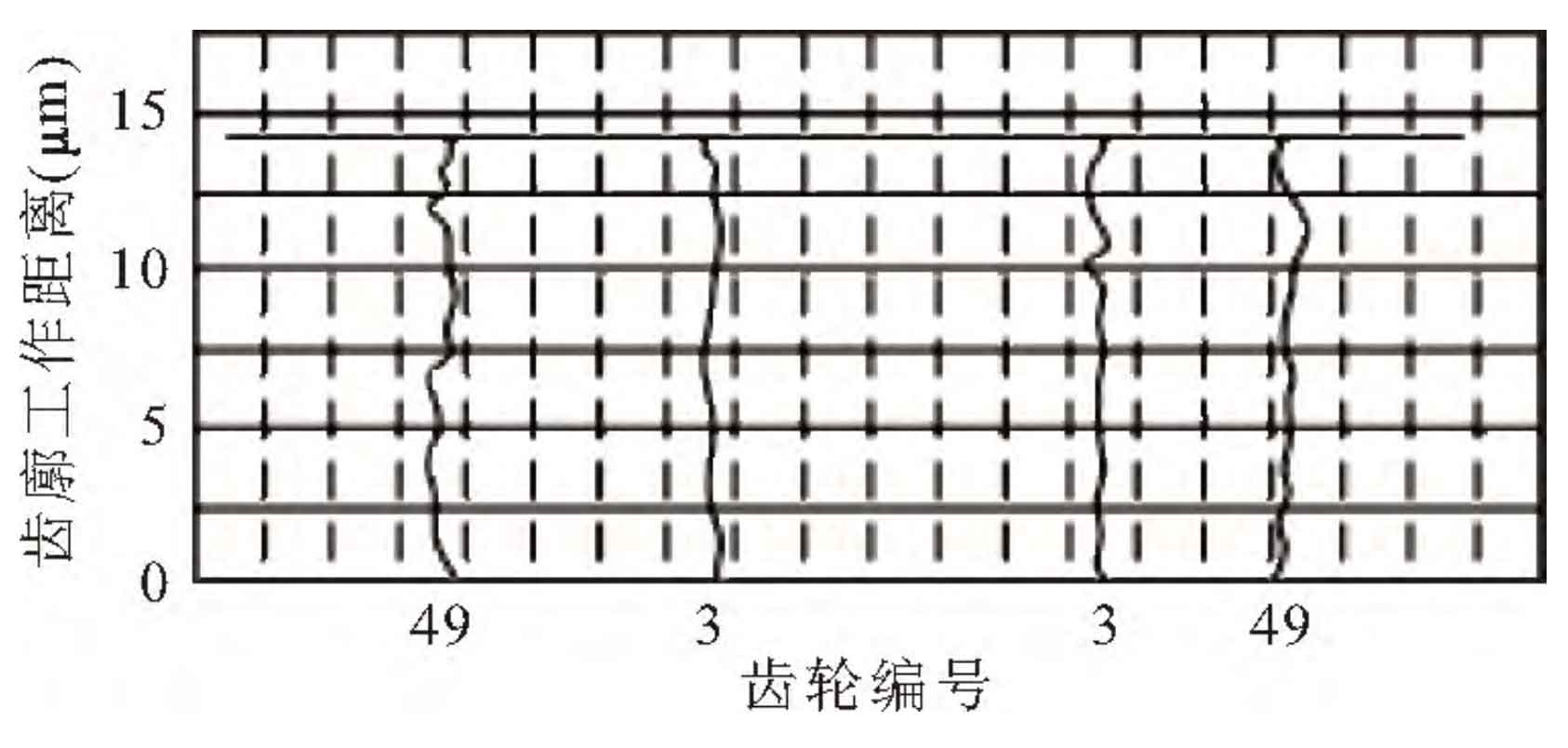
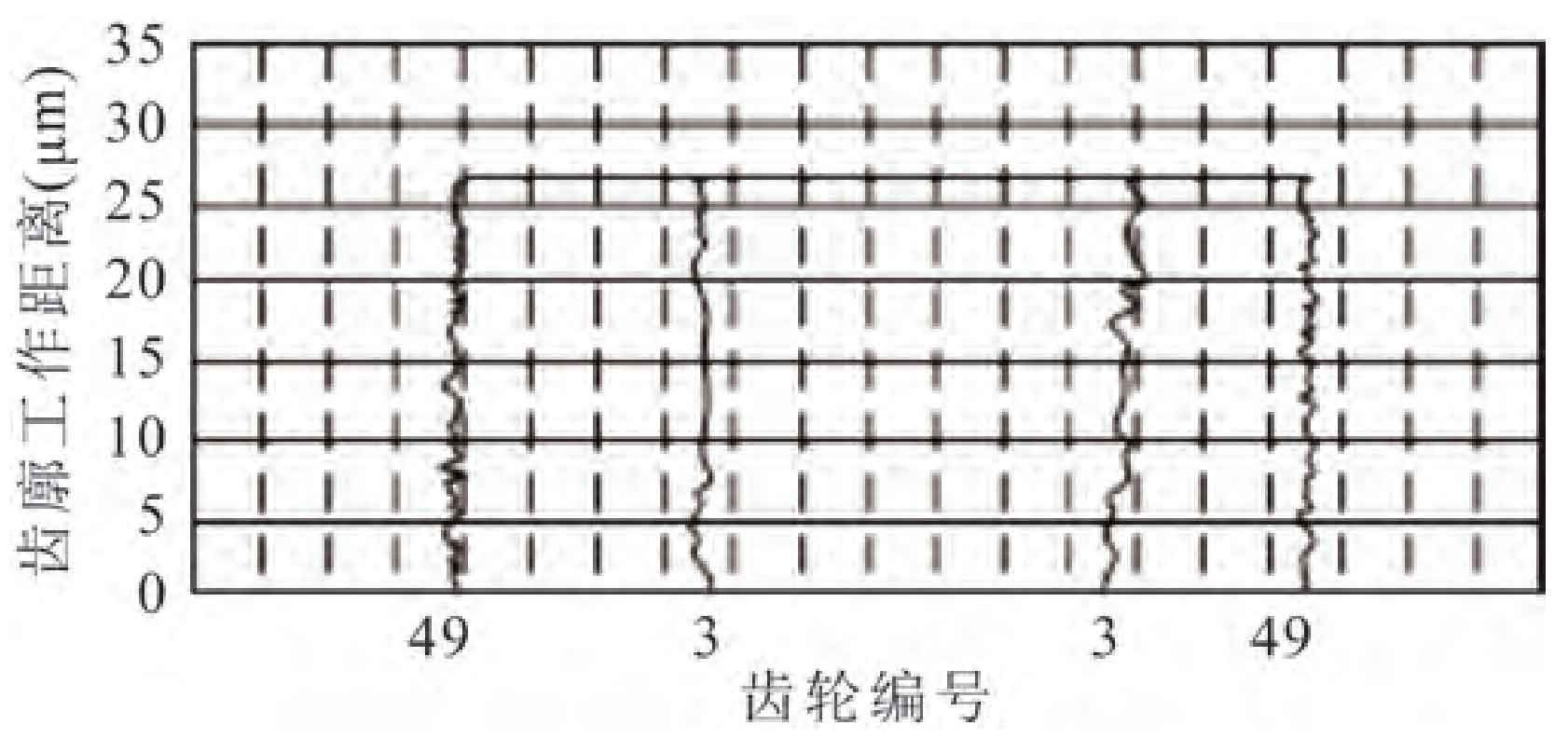
It can be seen from the table that the total deviation of the cylindrical helical gear profile measured by the two systems is relatively small, and the maximum deviation between the measurement results of the designed system and the traditional CNC cylindrical helical gear measurement system is 0.7 μ m. The maximum difference of average deviation is 0.65 μ m。 The results show that the parameter measurement accuracy of the new measurement system is higher than that of the traditional CNC cylindrical helical gear measurement system, and can meet the measurement requirements of the total deviation of the high-precision cylindrical helical gear.
| Tooth number | Total deviation of tooth profile of this design system | Total deviation of tooth profile of CNC gear measuring system | Total deviation of tooth profile | Allowed band |
| 3th tooth Left | 2.3 | 2.7 | 0.4 | [- 5,5] |
| 3th tooth Right | 2.6 | 3.2 | 0.6 | [- 5,5] |
| 49th tooth Left | 7.5 | 7.7 | 0.2 | [- 5,5] |
| 49th tooth Right | 5.8 | 6.5 | 0.7 | [- 5,5] |
| Average Left | 4.9 | 5.2 | 0.3 | [- 5,5] |
| Average Right | 4.2 | 4.85 | 0.65 | [- 5,5] |
It can also be seen from the table that the total deviation measurement result obtained by the new measurement system is smaller than that of the traditional CNC cylindrical helical gear measurement system, which indicates that after considering the manufacturing error, the deviation between the parameter measurement result and the real result is reduced to a certain extent, which verifies the effectiveness of the new system.