
In my research, I focus on the planetary roller screw assembly, a high-precision actuation mechanism critical for aerospace, defense, and machine tool applications. This assembly is prized for its high load capacity, longevity, compactness, and quiet operation. However, under short-term overload conditions, elasto-plastic deformation occurs at the contact interfaces, leading to a degradation in transmission accuracy, increased friction torque, and reduced service life. Furthermore, radial loads and pitch errors significantly influence the contact load distribution across the threads, exacerbating these issues. This article presents a comprehensive investigation into the elasto-plastic contact behavior and the consequent accuracy loss in planetary roller screw assemblies, with particular emphasis on the role of radial loading.
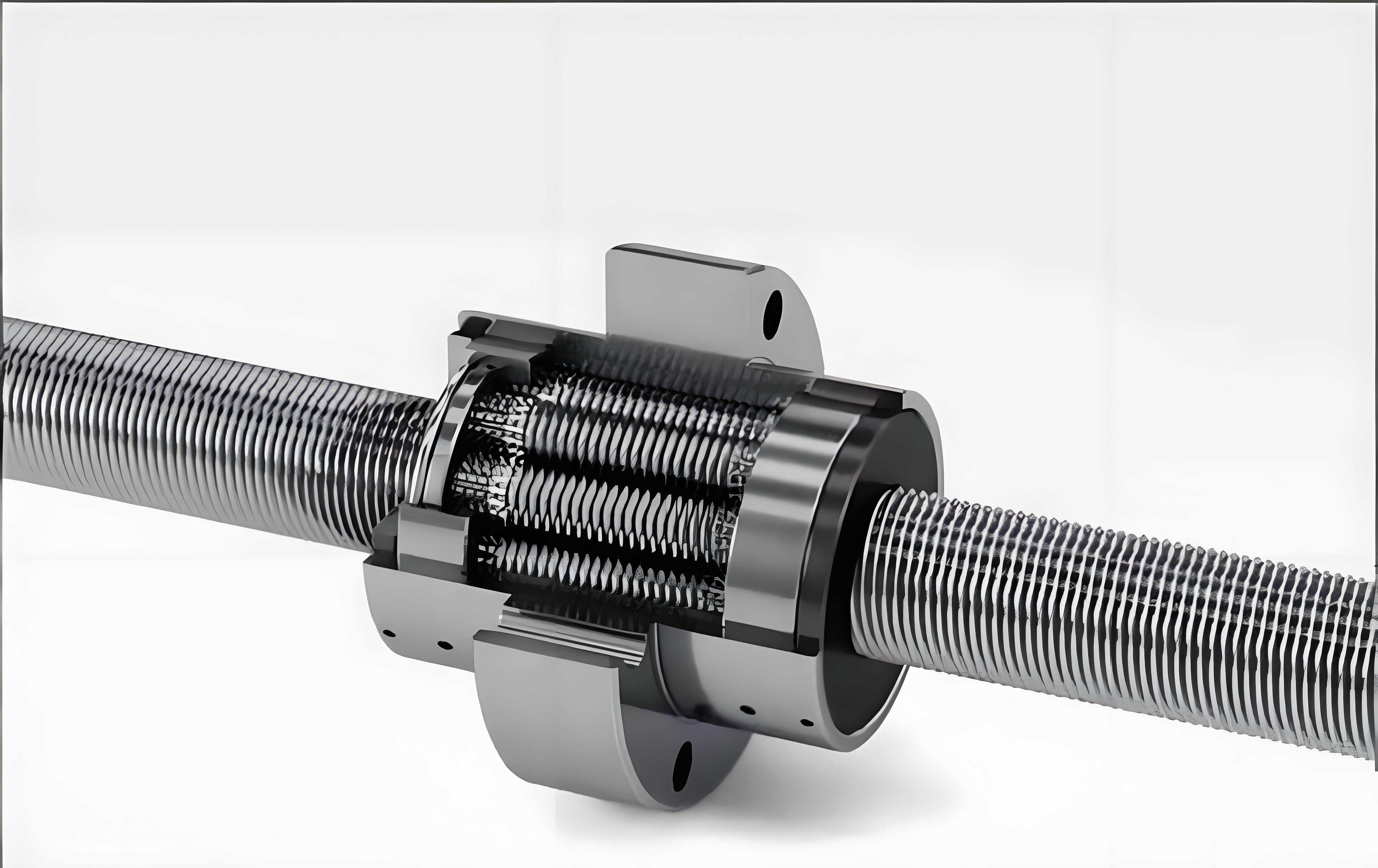
The planetary roller screw assembly operates by converting the rotary motion of the screw into the linear motion of the rollers and the nut. The rollers undergo both planetary revolution around the screw axis and rotation about their own axes. A cage maintains their relative positions, and straight teeth at the roller ends prevent tilting. The compact design involves numerous contact points, making the assembly susceptible to stress concentrations under high loads.
To analyze this system, I developed a theoretical model for elasto-plastic contact and accuracy loss. The contact between the screw and roller, as well as between the nut and roller, is treated as point contact. Prior to yielding, Hertzian contact theory governs the deformation. In a cylindrical coordinate system aligned with the screw axis, the surface equations of the screw, roller, and nut threads are used to determine the position of the meshing points and their principal curvatures. The equivalent radius of curvature \( R^H \) at a contact point is calculated from the principal radii \( \rho_{ij} \) (where i=1,2 for the two bodies and j=1,2 for principal directions). The contact ellipse semi-axes \( a \) and \( b \), their ratio (eccentricity \( e \)), and the complete elliptic integrals of the first and second kind, \( K(e) \) and \( L(e) \), are derived from the curvature parameters.
The normal elastic deformation \( \delta \) under a load \( Q \) is given by:
$$ \delta = \frac{2K(e)}{\pi m_a} \left[ \frac{1.5}{\bar{E}^2} Q^2 \sum \rho \right]^{1/3} $$
where \( \bar{E} = \left( \frac{1-\mu_1^2}{E_1} + \frac{1-\mu_2^2}{E_2} \right)^{-1} \) is the equivalent elastic modulus, \( \mu \) and \( E \) are Poisson’s ratio and Young’s modulus, \( m_a \) and \( m_b \) are coefficients related to \( e \), and \( \sum \rho = \rho_{11} + \rho_{12} + \rho_{21} + \rho_{22} \) is the sum of principal curvatures.
Yielding initiates when the maximum subsurface shear stress reaches the material’s shear yield limit \( \tau_s \). Applying the von Mises yield criterion, the critical maximum contact pressure \( \sigma_{max} \) for yielding is \( \sigma_{max} = \sigma_s / (\sqrt{3} k_{st}) \), where \( \sigma_s \) is the uniaxial yield strength and \( k_{st} \approx 0.30-0.33 \) is a material constant. The critical normal load \( Q_s \) for the onset of yield at a contact point is:
$$ Q_s = \frac{2 (R^H)^2}{9\sqrt{3} \bar{E}^2} \left( \frac{\pi m_a m_b \sigma_s}{k_{st}} \right)^3 $$
The corresponding critical deformation \( \delta_s \) is obtained by substituting \( Q_s \) into the elastic deformation formula.
In the post-yield regime, the stress distribution is assumed to follow a pattern that maintains the contact pressure at the yield limit \( \sigma_y \). The load-deformation relationship during elasto-plastic loading is modeled as a tangent to the elastic curve:
$$ Q = Q_s + \left( \frac{\pi m_a}{K(e)} \right)^{3/2} \bar{E} (R^H)^{1/2} \delta_s^{1/2} (\delta – \delta_s) $$
Upon unloading, the behavior is elastic, characterized by an equivalent contact radius \( R^H_c \). The unloading curve is:
$$ Q = \frac{2}{3} \left( \frac{\pi m_a}{K(e)} \right)^{3/2} \bar{E} (R^H_c)^{1/2} (\delta – \delta_c)^{3/2} $$
where \( \delta_c \) is the residual plastic deformation after unloading. The equivalent radius \( R^H_c \) relates to the unloading point \( (Q^*, \delta^*) \) and the original radius \( R^H \):
$$ R^H_c = \left( \frac{\delta^*}{\delta^* – \delta_c} \right) R^H $$
Solving these equations allows for the calculation of \( \delta_c \).
The accuracy loss in a planetary roller screw assembly is defined as the change in no-load travel due to accumulated residual plastic deformation across all threads. For a system with \( \tau \) threads per roller, the accuracy loss \( \Delta \delta_a \) is:
$$ \Delta \delta_a = \left( \min_{1 \le i \le \tau} \delta_{sri} + \min_{1 \le i \le \tau} \delta_{nri} \right) \sin \beta \cos \lambda $$
Here, \( \delta_{sri} \) and \( \delta_{nri} \) are the residual deformations on the screw-roller and nut-roller contacts for the i-th thread, respectively. \( \beta \) is the contact angle, and \( \lambda \) is the thread helix angle, where \( \tan \lambda = z P / (\pi d_s) \), with \( z \) being the number of thread starts, \( P \) the pitch, and \( d_s \) the screw pitch diameter.
To validate the model and explore complex interactions, I employed finite element analysis (FEA). A three-dimensional sector model of a single roller-screw contact pair was created to reduce computational cost while capturing the essential contact mechanics. The model was meshed with SOLID185 hexahedral elements, resulting in over 1.6 million nodes and 1.6 million elements. The material was GCr15 bearing steel, modeled with a bilinear isotropic hardening plasticity model based on its true stress-plastic strain curve. The key parameters for the planetary roller screw assembly are summarized in Table 1.
| Parameter | Symbol | Value |
|---|---|---|
| Screw Pitch Diameter | \( d_s \) | 22.5 mm |
| Roller Pitch Diameter | \( d_r \) | 7.5 mm |
| Nut Pitch Diameter | \( d_n \) | 37.5 mm |
| Pitch | \( P \) | 1.5 mm |
| Number of Threads per Roller | \( \tau \) | 23 |
| Contact Angle | \( \beta \) | 45° |
| Number of Rollers | \( m \) | 8 |
| Number of Thread Starts | \( z \) | 3 |
| Property | Symbol | Value |
|---|---|---|
| Young’s Modulus | \( E \) | 207 GPa |
| Poisson’s Ratio | \( \mu \) | 0.29 |
| Yield Strength | \( \sigma_s \) | 1617 MPa |
Boundary conditions in the FEA model included symmetry constraints on the screw and nut sectors, allowing only axial motion for the screw. An axial load was applied to the screw end, while the opposite end of the roller was fixed in displacement. Contact pairs were defined as frictionless. I simulated loading and unloading cycles for normal contact loads ranging from 300 N to 900 N. The residual plastic deformation \( \delta_c \) from FEA was extracted from displacement contours of the contact interface after unloading.
A comparison between the analytical model predictions and FEA results for residual plastic deformation is shown in Figure 1. The agreement is excellent for loads up to approximately 750 N, with relative errors below 5%. Beyond this load, deviations occur due to edge effects and the breakdown of the Hertzian assumption as the plastic zone expands to the thread boundaries. This validates the theoretical model for most practical overload scenarios encountered by planetary roller screw assemblies.
$$ \text{Figure 1: Residual plastic deformation } \delta_c \text{ vs. Normal Load } Q \text{ (Analytical vs. FEA)} $$
$$ \delta_c^{\text{FEA}} \approx \delta_c^{\text{Analytical}} \quad \text{for } Q < 750 \text{ N} $$
I then investigated the influence of key design parameters on residual plastic deformation. First, the effect of the number of engaged threads per roller \( \tau \) was analyzed under a constant axial load of 60 kN. The results, synthesized from multiple simulations, are summarized in Table 3. The maximum residual plastic deformation on the most heavily loaded thread decreases monotonically with increasing \( \tau \). This is because a greater number of threads share the total load, reducing the load per thread. However, increasing thread count also increases the potential for uneven load distribution due to manufacturing errors and may elevate wear rates.
| Threads per Roller (\( \tau \)) | Max. Residual Deformation \( \delta_{c}^{max} \) (µm) | Trend |
|---|---|---|
| 15 | 4.82 | Decreasing \( \delta_{c}^{max} \) with increasing \( \tau \) |
| 18 | 3.91 | |
| 21 | 3.25 | |
| 23 | 2.88 | |
| 26 | 2.51 |
The combined effects of contact angle \( \beta \) and thread helix angle \( \lambda \) were studied for a fixed normal load of 450 N. The results are encapsulated in the following empirical relationship derived from parametric FEA studies:
$$ \delta_c(\beta, \lambda) \approx k_1 \cdot \exp(k_2 \beta) \cdot \lambda^{-k_3} $$
where \( k_1, k_2, k_3 \) are positive constants. Quantitatively, the trends are shown in Table 4. Residual deformation increases with \( \beta \) because a larger contact angle reduces the equivalent radius of curvature \( R^H \), making the contact more conformal and increasing the contact pressure for the same load. Conversely, a larger helix angle \( \lambda \) decreases residual deformation, likely due to altered load distribution along the thread flank. However, excessively large helix angles can reduce the mechanical efficiency of the planetary roller screw assembly.
| Helix Angle \( \lambda \) (°) | Contact Angle \( \beta \) (°) | ||||
|---|---|---|---|---|---|
| 30 | 36 | 40 | 45 | 50 | |
| 1.21 | 0.85 | 1.12 | 1.32 | 1.58 | 1.81 |
| 3.00 | 0.72 | 0.94 | 1.10 | 1.31 | 1.50 |
| 5.00 | 0.65 | 0.85 | 0.99 | 1.18 | 1.35 |
| 7.50 | 0.60 | 0.78 | 0.91 | 1.08 | 1.24 |
| 10.00 | 0.57 | 0.74 | 0.86 | 1.02 | 1.17 |
The most critical practical scenario involves the combined effect of radial loads and pitch errors. For a planetary roller screw assembly with 8 rollers, I computed the load distribution across all 184 threads (8 rollers × 23 threads) using a stiffness-based method that accounts for radial deformation of the screw-nut system. A radial load \( F_r \) induces uneven load sharing among rollers. Furthermore, pitch errors \( e_p \), modeled as normally distributed random variables \( N(0, 2.25 \, \mu m^2) \), were introduced. The load on the i-th thread of the k-th roller, \( Q_{ki} \), can be expressed as:
$$ Q_{ki} = Q_{ki}^{ideal} + \Delta Q_{ki}(F_r) + \Delta Q_{ki}(e_p) $$
where \( Q_{ki}^{ideal} \) is the load under perfect conditions, and the delta terms account for radial load and pitch error perturbations. The subsequent residual deformation \( \delta_{c,ki} \) is calculated via the unloading curve if \( Q_{ki} > Q_s \).
Under an axial load \( F_a = 40 \) kN and a radial load \( F_r = 7.5 \) kN, the distribution of residual plastic deformation across all threads was mapped. Without pitch errors, rollers positioned directly opposing the radial load direction (e.g., roller #1) exhibited significantly higher deformation (up to 3.5 µm) compared to those on the opposite side (e.g., roller #5, near 0 µm). Introducing pitch errors (\( e_p = \pm 4 \mu m \)) exacerbated this non-uniformity, increasing the maximum deformation on roller #1 to 4.8 µm while further reducing the minimum on roller #5. This highlights that radial loads and manufacturing imperfections can severely skew the plastic deformation distribution, potentially leading to misalignment and increased noise in subsequent operations.
The accuracy loss \( \Delta \delta_a \) of the planetary roller screw assembly was evaluated under various conditions. The influence of thread count is pronounced, as shown in Table 5. Increasing \( \tau \) dramatically reduces accuracy loss, but with diminishing returns.
| Threads per Roller (\( \tau \)) | Accuracy Loss \( \Delta \delta_a \) (µm) |
|---|---|
| 15 | 12.5 |
| 18 | 8.7 |
| 21 | 6.1 |
| 23 | 4.8 |
| 26 | 3.9 |
Combining the data from the parametric study on angles, an optimal region for minimizing accuracy loss was identified. The relationship can be approximated by:
$$ \Delta \delta_a \propto \frac{\sin \beta}{\cos \lambda} \cdot \delta_c^{max} $$
Minimizing this product leads to the recommendation of a contact angle \( \beta \) between 36° and 40° and a helix angle \( \lambda \) between 1° and 5° for the planetary roller screw assembly design.
The interplay between axial load \( F_a \) and radial load \( F_r \) on accuracy loss is complex. For a system with pitch errors (\( e_p = \pm 4 \mu m \)), the trends are summarized in Table 6. Accuracy loss increases monotonically with axial load, as expected. Surprisingly, for a given axial load, increasing the radial load can slightly reduce the overall accuracy loss. This counterintuitive result occurs because the radial load disproportionately unloads some rollers (e.g., roller #5), and the accuracy loss formula depends on the *minimum* residual deformation across all threads. However, this “benefit” comes at the cost of drastically increased maximum deformation on the heavily loaded rollers, accelerating their failure. The relationship can be qualitatively described as:
$$ \Delta \delta_a(F_a, F_r) \approx \alpha_1 F_a^{\gamma} – \alpha_2 F_r^{\eta} \quad \text{for } F_a > F_{a,thresh} $$
where \( \alpha_1, \alpha_2, \gamma, \eta \) are positive constants, and \( F_{a,thresh} \approx 40 \) kN is the threshold below which plastic deformation and accuracy loss are negligible for this specific planetary roller screw assembly configuration.
| Axial Load \( F_a \) (kN) | Accuracy Loss \( \Delta \delta_a \) (µm) for Radial Load \( F_r \)) | ||
|---|---|---|---|
| 0 kN | 5 kN | 7.5 kN | |
| 30 | ~0 | ~0 | ~0 |
| 40 | 1.2 | 0.9 | 0.7 |
| 50 | 3.8 | 3.3 | 2.9 |
| 60 | 7.5 | 6.8 | 6.2 |
In conclusion, my analysis of the planetary roller screw assembly reveals that elasto-plastic deformation under short-term overload is a critical factor affecting precision. The developed theoretical model, validated by finite element analysis, accurately predicts residual plastic deformation for a wide range of loads. Key findings include that residual deformation decreases with more threads and a larger helix angle but increases with a larger contact angle. For minimal accuracy loss, a contact angle of 36°–40° and a helix angle of 1°–5° are advisable. While increasing axial load invariably worsens accuracy loss, the presence of radial load can paradoxically reduce the calculated accuracy loss metric by creating a more uneven load distribution—a situation that masks accelerated damage in highly stressed rollers. Therefore, designers of planetary roller screw assemblies must carefully balance these geometric parameters and consider the severe implications of combined radial loads and pitch errors on long-term reliability and performance. This comprehensive understanding aids in the robust design and application of planetary roller screw assemblies in demanding high-precision systems.