
The pursuit of motion fidelity in advanced robotic systems, aerospace mechanisms, and precision instrumentation has consistently driven the development of high-performance transmission solutions. Among these, the strain wave gear, also known as the harmonic drive, stands out for its exceptional capabilities. I will delve into the intricacies of manufacturing one of its core components: the high-addendum modification flexspline. The primary challenge lies in achieving the theoretical tooth profile geometry with high precision during the hobbing process, a task complicated by the flexspline’s unique geometric parameters. This discussion centers on the theoretical machining errors induced by using standard hobs and presents a novel hob design methodology to significantly enhance the manufacturing accuracy of these critical components. Ensuring the precision of the flexspline is paramount, as it directly influences the near-zero-backlash meshing characteristics and the overall transmission accuracy of the strain wave gear assembly.
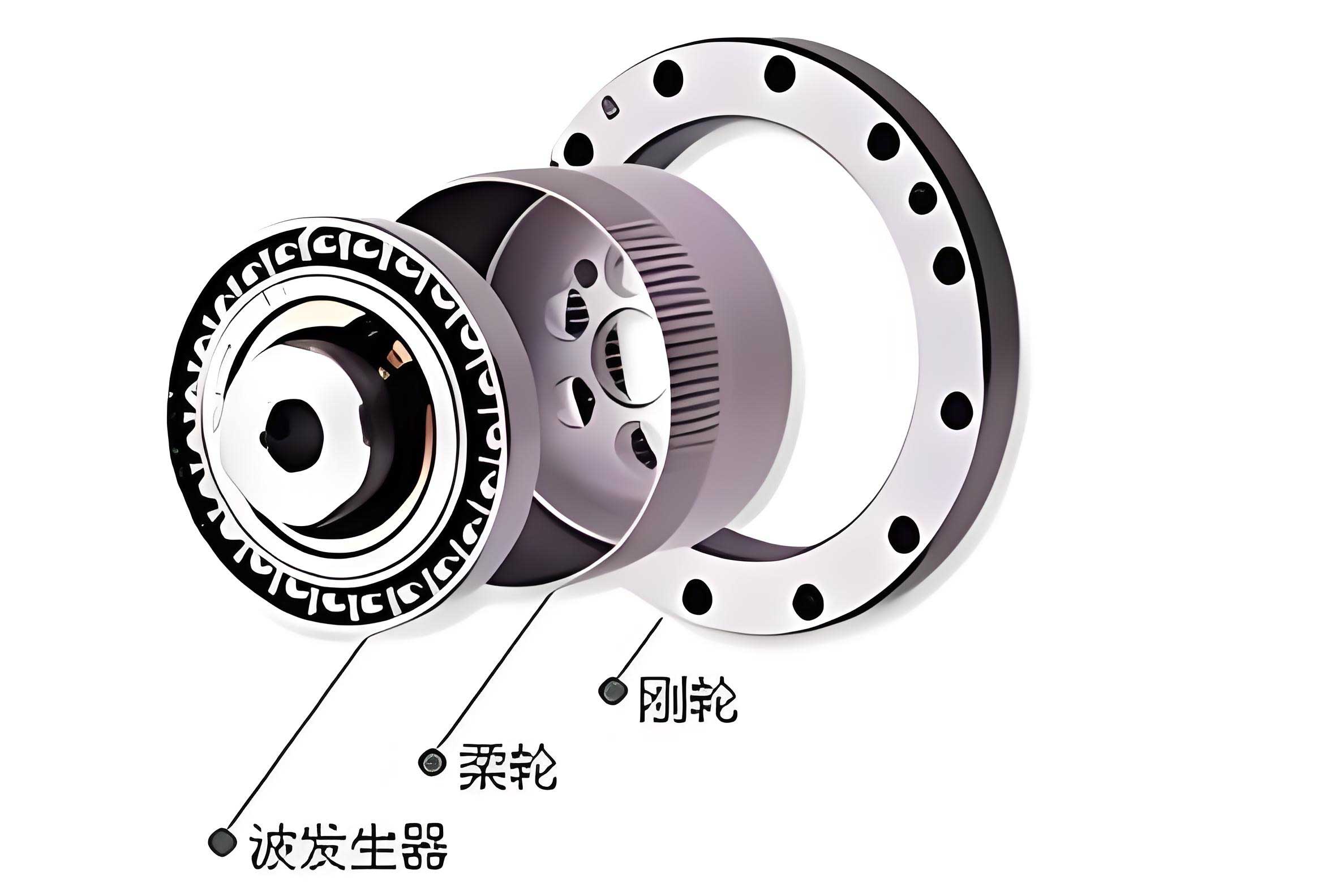
The fundamental operating principle of a strain wave gear relies on the controlled elastic deformation of a thin-walled component. The system comprises three primary elements: a rigid circular spline, a flexible spline (flexspline), and a wave generator. The wave generator, typically an elliptical cam or a set of bearings, is inserted into the flexspline, causing it to deform elastically into an oval shape. This deformation engages the teeth of the flexspline with those of the circular spline at two diametrically opposite regions. As the wave generator rotates, the engagement points move, and because the flexspline has fewer teeth (usually by 2, 4, or 6) than the circular spline, a large speed reduction is achieved. The high reduction ratio, compactness, and ability to provide high torque in a small package are defining features of the strain wave gear mechanism.
A key to achieving high positional accuracy and torque capacity in a strain wave gear is the design of the flexspline tooth profile. For involute profiles, the flexspline is not a standard gear; it features a very high positive addendum modification coefficient, often around 3 or higher. This design ensures proper contact conditions and stress distribution when the flexspline is in its deformed state. Consequently, the pitch diameter of such a flexspline can be smaller than its root diameter, placing the entire active tooth profile well outside the theoretical standard pitch circle. This characteristic introduces significant challenges in machining, particularly during the hobbing process, which is the most common method for generating involute teeth. The core of the problem stems from the mismatch between the standard hob’s geometry and the required tooth space of the high-addendum flexspline, potentially leading to substantial profile errors if not addressed properly.
Mathematical Modeling of the Hobbing Process for High-Addendum Gears
To thoroughly understand the source of machining inaccuracies, I will establish a precise digital simulation model of the gear hobbing process. This model is built upon the kinematic relationship between the hob and the workpiece and the geometry of the hob’s cutting edges.
Parametric Model of the Hob Cutting Edges
The geometry of a standard Archimedes hob can be defined by its axial tooth profile. This profile consists of several segments: side-cutting edges (for generating the involute flank), tip rounding (for generating the root fillet), the tip land, and the groove bottom. In the hob’s coordinate system \(S_h(O_h-X_hY_hZ_h)\), where the \(X_h\)-axis coincides with the hob axis, the axial profile can be parameterized using a variable \(t\) representing the \(X_h\) coordinate.
The coordinates of the axial profile \(E_h(t)\) are given by:
$$ E_h(t) = \begin{pmatrix} t \\ Y_h(t) \\ 0 \\ 1 \end{pmatrix}^T $$
where \(Y_h(t)\) is the corresponding \(Y_h\)-coordinate defined piecewise for different segments (side, tip radius, etc.). For the side-cutting edge segment involved in generating the involute profile, the function is linear:
$$ Y_h(t) = r_h + (\frac{p}{4} – t) \cot \alpha, \quad \text{for } x_c \le |t| < x_b $$
Here, \(r_h\) is the hob’s pitch radius, \(p\) is the axial pitch, \(\alpha\) is the hob’s axial pressure angle, and \(x_b, x_c\) are boundary coordinates.
After gashing, the cutting edges are distributed on the generated worm surface. Each cutting edge \(k\) is offset from the reference edge by an axial distance \(\Delta x = p / Z_k\) and a rotational phase angle \(\Delta \theta = 2\pi / Z_k\), where \(Z_k\) is the number of gashes. The equation for the \(k\)-th cutting edge in the hob coordinate system becomes:
$$ E_h^k(t) = T_h^k \cdot E_h(t) $$
The transformation matrix \(T_h^k\) accounts for the axial and angular offset:
$$ T_h^k = \begin{pmatrix}
1 & 0 & 0 & k\Delta x \cdot \lambda/|\lambda| \\
0 & \cos(k\Delta\theta) & -\sin(k\Delta\theta) & 0 \\
0 & \sin(k\Delta\theta) & \cos(k\Delta\theta) & 0 \\
0 & 0 & 0 & 1
\end{pmatrix} $$
where \(\lambda\) is the hob’s lead angle.
Kinematics and Coordinate Transformations for Hobbing
The spatial relationship and relative motion between the hob and the workpiece during hobbing are critical for simulation. Multiple coordinate systems are established. The hob rotates about its own axis (\(X_1\)) with an angle \(\varphi\). The workpiece rotates about its axis (\(Z_g\)) with an angle \(\psi\), synchronized with the hob rotation according to the gear ratio: \(\psi(\varphi) = \pm N \varphi / z\), where \(N\) is the number of hob starts and \(z\) is the number of gear teeth. Simultaneously, the hob feeds axially along the workpiece axis (\(Z_f\)), with the feed \(\zeta\) being a function of the hob rotation: \(\zeta(\varphi) = \pm (N f / 2\pi z) \varphi\), where \(f\) is the axial feed per workpiece revolution.
The radial distance \(a\) between the hob and workpiece axes is set based on the gear’s addendum modification coefficient \(x\) and module \(m_n\):
$$ a = r_g + r_h + x m_n $$
where \(r_g\) is the gear’s pitch radius. The hob must also be tilted by a setting angle \(\delta = \beta – \lambda\) to match the gear’s helix angle \(\beta\) (which is zero for the straight-toothed flexspline in a strain wave gear, so \(\delta = -\lambda\)).
The trajectory of the \(k\)-th cutting edge as it moves relative to the workpiece is found by a series of coordinate transformations from the hob system \(S_h\) to the workpiece system \(S_g\):
$$ G_g^k(t, \varphi) = T_g^3 \cdot T_2^3 \cdot T_1^2 \cdot T_h^1 \cdot E_h^k(t) $$
The matrices \(T_h^1, T_1^2, T_2^3, T_g^3\) represent the rotations and translations corresponding to hob rotation, hob tilt, center distance with axial feed, and workpiece rotation, respectively. The envelope of this family of surfaces generated by all active cutting edges over the full range of \(\varphi\) defines the machined tooth surface.
Theoretical Tooth Surface of the Involute Flexspline
To evaluate machining error, a precise model of the desired tooth surface is required. For an involute gear with addendum modification, the left and right flanks of a tooth slot are developed from base circle involutes. In the workpiece coordinate system \(S_g\), a standard involute curve starting on the \(Y_g\)-axis can be expressed as:
$$ L(\theta) = \begin{pmatrix}
\pm (r_b \sin\theta – r_b \theta \cos\theta) \\
r_b \cos\theta + r_b \theta \sin\theta \\
0 \\
1
\end{pmatrix} $$
where \(r_b\) is the base circle radius, \(\theta\) is the involute roll angle, and the \(\pm\) sign corresponds to the right/left flank. This curve is then rotated and translated to form the entire tooth slot surface \(F_i(\theta, \xi)\) for the \(i\)-th slot:
$$ F_i(\theta, \xi) = M_i \cdot M(\Delta) \cdot L(\theta) $$
Here, \(M(\Delta)\) includes a rotation \(\Delta\) to position the involute correctly within the tooth space (which is a function of the addendum modification \(x\) and pressure angle \(\alpha\)) and a translation \(\xi\) along the tooth width (\(Z_g\)-axis). \(M_i\) applies the circumferential spacing between tooth slots: \(M_i\) rotates the slot by \(i \cdot 2\pi / z\).
Theoretical Assessment of Tooth Surface Machining Error
The deviation between the simulated machined surface and the theoretical surface is the core of the error analysis. The machined surface is the envelope \(G_g^k(t, \varphi)\). To quantify the error at any point on the theoretical surface \(F_i(\theta, \xi)\), I calculate the shortest distance from that point to the envelope surface, measured along the theoretical surface’s normal vector. The normal vector \(\mathbf{n}_i(\theta, \xi)\) at a point on the theoretical surface is obtained from the cross product of its partial derivatives:
$$ \mathbf{n}_i(\theta, \xi) = \frac{\partial F_i}{\partial \theta} \times \frac{\partial F_i}{\partial \xi} $$
For a discrete grid of points \(F_i(\theta_l, \xi_m)\) on the theoretical surface, the error \(\delta_i(\theta_l, \xi_m)\) is defined as the minimum signed distance along the direction of \(\mathbf{n}_i\) to any point on the simulated envelope. A positive error indicates material remaining (undercut), while a negative error indicates overcut. By interpolating these discrete error values, a continuous error function \(\delta_i(\theta, \xi)\) for the entire flank can be constructed. Profile error is evaluated by fixing \(\xi\) (tooth width position) and varying \(\theta\) along the profile. Helix (lead) error is evaluated by fixing \(\theta\) (profile height position) and varying \(\xi\) along the tooth width.
Simulation Analysis of Hobbing Error for a High-Addendum Flexspline
Applying the aforementioned models, I simulate the hobbing of a typical high-addendum flexspline for a strain wave gear. Key parameters for the flexspline and a standard hob are summarized below:
| Flexspline Parameter | Value |
|---|---|
| Module, \(m_n\) | 0.5 mm |
| Addendum Modification Coefficient, \(x\) | 3 |
| Pressure Angle, \(\alpha\) | 20° |
| Number of Teeth, \(z\) | 200 |
| Tip Diameter | 104.0 mm |
| Root Diameter | 101.65 mm |
| Standard Hob Parameter | Value |
|---|---|
| Module | 0.5 mm |
| Pressure Angle | 20° |
| Number of Starts, \(N\) | 1 |
| Number of Gashes, \(Z_k\) | 12 |
| Outside Diameter | 32 mm |
The simulation considers an axial feed \(f = 1.5\) mm/rev and a hob with 73 effective cutting edges. The results reveal a significant issue. The theoretical machined surface shows pronounced profile error near the tooth tip. The error map indicates that the deviation increases dramatically towards the addendum region. This is a clear symptom of under-cutting, where the hob fails to fully generate the intended tooth profile near the top.
The root cause is the geometric mismatch. In standard hobbing, the effective pitch circle of the hob aligns with the gear’s standard pitch circle, where tooth thicknesses are equal. For this high-addendum flexspline, the standard pitch circle is extremely small, even smaller than the root circle. This means the standard hob tooth is much “thinner” than the required tooth slot of the flexspline at the effective cutting zone. Consequently, the central cutting edges of the hob (around the zero-index edge) do not participate in forming the final tooth profile near the tip. Instead, the profile is generated by cutting edges far from the center. If the hob is not long enough to include these far-off cutting edges, the tip region remains under-cut. The simulation can determine the minimum hob length required for complete generation. The table below shows the required cutting edge indices for fully machining the tip region of the first tooth slot.
| Tooth Slot & Flank | Diameter 103.544 mm | Diameter 103.658 mm | Diameter 103.772 mm | Diameter 103.886 mm | Diameter 104.0 mm (Tip) |
|---|---|---|---|---|---|
| 1st Slot, Left Flank | 37 | 38 | 39 | 40 | 41 |
| 1st Slot, Right Flank | -37 | -38 | -39 | -40 | -41 |
To fully machine the tooth tip, cutting edges with indices from -41 to +41 are required, meaning the hob must have at least 83 effective cutting edges in a single setup. A standard hob typically does not meet this requirement, leading to the observed large profile errors in the addendum region of the strain wave gear flexspline.
Design of an Optimized Hob for High-Addendum Flexsplines
To overcome this limitation, I propose a redesign of the hob based on the fundamental meshing condition in gear generation: the equality of the normal base pitch between the tool and the workpiece. For a standard hob, its module and pressure angle are equal to those of the gear at the gear’s standard pitch circle. For a high-addendum flexspline, we should instead define a new “hobbing pitch circle” located within the actual tooth depth, where the gear’s tooth thickness matches the desired space width to be cut by the hob.
The design procedure is as follows:
- Determine the Hobbing Pitch Diameter (\(d’\)): A suitable starting point is the mean diameter of the gear’s tip and root circles: \(d’ \approx (d_a + d_f)/2\).
- Calculate the Pressure Angle at \(d’\) (\(\alpha’_n\)): Using the gear’s base circle diameter \(d_b\), the pressure angle at the new pitch circle is \(\alpha’_n = \arccos(d_b / d’)\). This value is typically rounded to a standard tool angle.
- Recalculate the Precise \(d’\) and Module at \(d’\) (\(m’_n\)): The precise hobbing pitch diameter is \(d’ = d_b / \cos \alpha’_n\). The corresponding normal module is \(m’_n = m_n \cos \alpha_n / \cos \alpha’_n\).
These values, \(\alpha’_n\) and \(m’_n\), become the new basic parameters for the optimized hob: \(\alpha_{nh} = \alpha’_n\), \(m_{nh} = m’_n\).
$$ S_n = \pi m_n / 2 + 2 x m_n \tan \alpha_n $$
$$ S’_n = S_n \frac{d’}{d} – d’ (\text{inv} \alpha’_n – \text{inv} \alpha_n) $$
The hob’s normal tooth thickness on its pitch cylinder is then:
$$ S_{nh} = \pi m’_n – S’_n $$
Applying this methodology to the example strain wave gear flexspline yields a new hob design. The comparative parameters are:
| Parameter | Standard Hob | Optimized Hob |
|---|---|---|
| Normal Module, \(m_{nh}\) | 0.5 mm | 0.5143 mm |
| Normal Pressure Angle, \(\alpha_{nh}\) | 20° | 24° |
| Pitch Diameter | 30.75 mm | 30.8878 mm |
| Normal Tooth Thickness | 0.7854 mm | 0.862 mm |
The radial setting distance for the new hob is also updated to: \(a’ = d’ + d_{nh}/2\).
Performance Comparison: Standard vs. Optimized Hob
Simulating the hobbing process with the newly designed hob reveals a transformative improvement. The kinematic configuration changes such that the hobbing pitch circle now lies within the active tooth height of the strain wave gear flexspline. Consequently, the central cutting edges (around index 0) of the new hob are now actively involved in generating the final tooth profile, including the tip region. The need for extremely long hobs is eliminated; complete generation of the tooth slot is achieved with a significantly smaller number of active cutting edges. This allows for more efficient use of the hob’s full length by enabling axial repositioning for different wear zones, thereby extending its service life.
A comparative analysis of the theoretical machining errors provides quantitative evidence of improvement:
- Profile Error: The simulation results show that the standard hob, even if long enough for complete generation, produces a profile error that increases towards the tooth tip. In contrast, the optimized hob generates a tooth profile with significantly more uniform and smaller error distribution across the entire involute flank from root to tip. The large spike in error at the addendum is completely eliminated.
- Helix (Lead) Error: The helix error is primarily influenced by the axial feed rate and the discrete nature of the cutting edges. For both hobs, the error exhibits a wavy pattern along the tooth width, with maxima between successive feed positions. The magnitude of this error is similar for both tools at a given feed rate (e.g., ~5.8 μm peak-to-valley at \(f=1.5\) mm/rev, reducing to ~0.6 μm at \(f=0.5\) mm/rev). However, the error distribution from the optimized hob is often more consistent.
The fundamental reason for the improved accuracy with the optimized hob lies in the better geometric congruence. By matching the tool’s parameters to a pitch circle within the gear’s actual tooth depth, the cutting action is more directly aligned with the final tooth form, reducing the reliance on extreme envelope generation from distant cutting edges. This leads to a more stable and accurate generation process for the demanding geometry of the strain wave gear flexspline.
Conclusion
This analysis has systematically addressed a critical manufacturing challenge in producing high-precision strain wave gears. The high-addendum modification characteristic of the flexspline makes it susceptible to significant profile errors when machined with standard gear hobs, primarily due to under-cutting at the tooth tip caused by an insufficient number of engaged cutting edges. Through precise digital simulation of the hobbing kinematics and tooth generation process, I have quantified these theoretical errors and identified their root cause.
The proposed solution is a redesigned hob based on the principle of normal base pitch equality, but applied at a newly defined hobbing pitch circle located within the physical tooth depth of the flexspline. This optimized hob features a different module and pressure angle compared to the standard tool. The results demonstrate that this new design not only enables complete tooth generation with a shorter, more practical hob length but also achieves a superior surface finish with more uniform and slightly smaller theoretical profile errors compared to a fully-generating standard hob. This approach offers a path towards more efficient and higher-precision manufacturing of the critical flexspline component, ultimately contributing to the enhanced performance and reliability of strain wave gear transmissions in demanding applications.