
The relentless pursuit of efficiency, performance, and sustainability in modern manufacturing drives continuous innovation in component production. Among critical power transmission elements, the cylindrical spur gear is ubiquitous, found in everything from automotive transmissions to complex aerospace systems. The performance and longevity of these mechanical systems are intrinsically linked to the quality of their constituent gears.
Traditionally, the predominant method for manufacturing cylindrical gear components has been machining—subtractive processes like hobbing or shaping. While mature and capable of high precision, these methods suffer from significant drawbacks. Material waste is substantial, often exceeding 50% of the initial stock, which contradicts the principles of green manufacturing. More critically, the cutting action severs the natural grain flow of the metal, creating stress concentrations and interrupting the continuous fiber structure. This discontinuity can act as a initiation site for fatigue cracks, ultimately compromising the mechanical strength, load-bearing capacity, and service life of the machined cylindrical gear.
In contrast, precision forging, a net-shape or near-net-shape plastic forming technology, offers a compelling alternative. It minimizes material waste, enhances production efficiency, and, most importantly, produces parts with superior mechanical properties. In a forged cylindrical gear, the metal’s grain flow is contoured and aligned along the tooth profile, creating a continuous and unbroken structure. This results in significantly improved fatigue resistance, impact toughness, and overall durability compared to its machined counterpart. Hot orbital forging, a specific variant of rotary forging, combines the benefits of precision forming with a unique incremental deformation mechanism. It employs a tilted upper die (the orbital die) that rocks or gyrates over the workpiece while the lower die provides axial feed. This creates a localized, high-pressure zone that plastically deforms the material incrementally, gradually filling a complex die cavity. The key advantage is its remarkable force reduction—typically only 10-20% of the load required for conventional closed-die forging—leading to lower energy consumption, reduced machine tool investment, and prolonged die life due to diminished shock and vibration.
While the application of orbital forging for bevel gears is well-established and even commercialized, its application for the precise forming of cylindrical gear geometries, especially under hot working conditions, presents distinct challenges and has been less extensively studied. The deformation mechanics, metal flow patterns, and filling behavior for a straight-toothed cylindrical profile under the complex multi-axis motion of an orbital die differ fundamentally from those for conical shapes. This article presents a comprehensive investigation into the hot orbital forging process for an aerospace-grade cylindrical gear. Utilizing a coupled approach of three-dimensional finite element simulation and physical experimentation, we systematically analyze the metal deformation laws, tooth-filling characteristics, and the evolution of critical field variables such as stress, strain, and temperature. The findings provide crucial theoretical and practical insights for advancing this high-performance manufacturing technology for cylindrical gear components.
1. Methodology: Finite Element Modeling and Experimental Setup
The foundation of this analysis is a robust and validated thermomechanical finite element model. The process was designed and simulated using DEFORM-3D, a specialized software for metal forming analysis. The workflow began with the geometric definition of the target component.
1.1. Geometric Model and Process Design
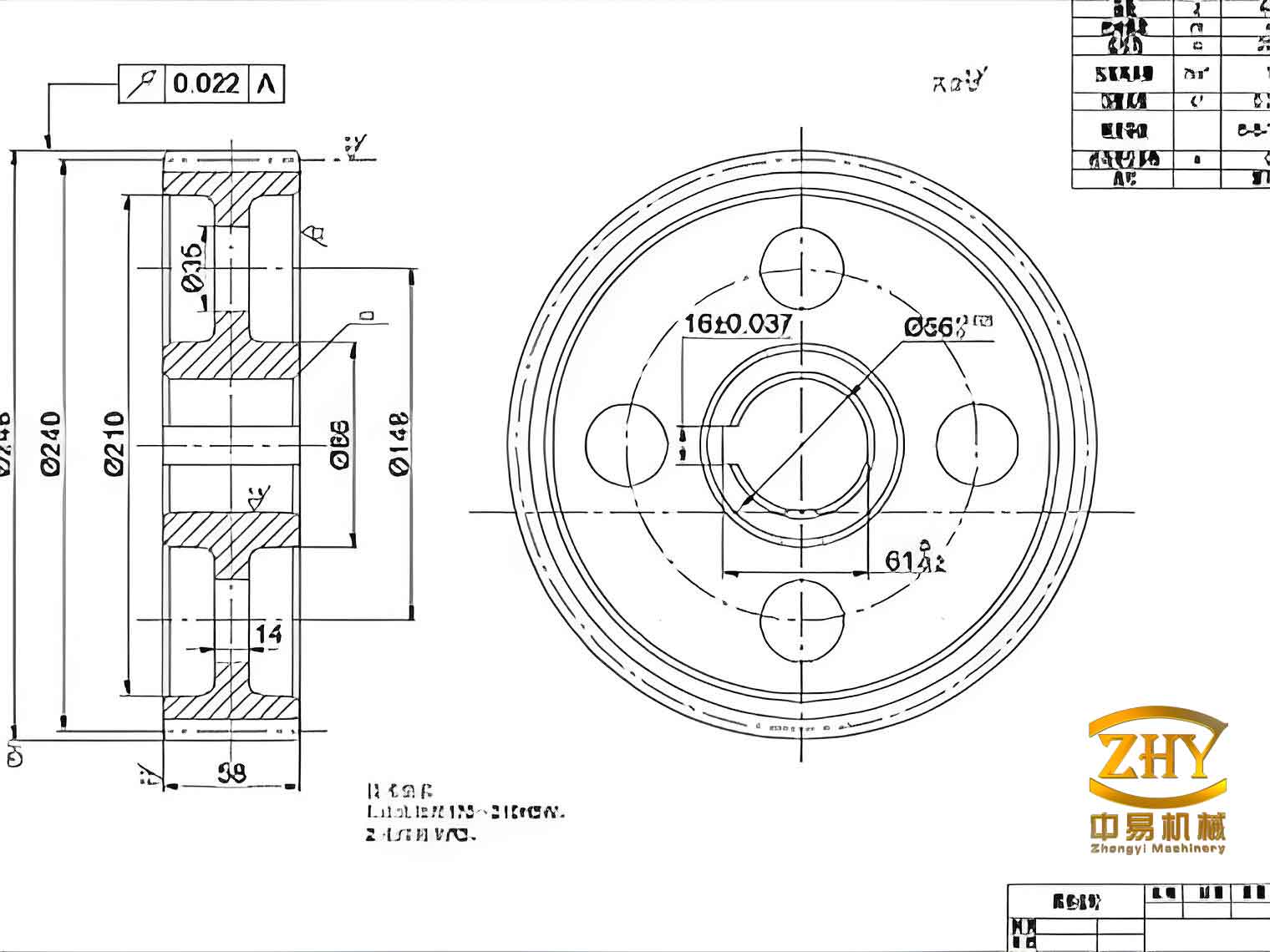
The subject of this study is an aerospace cylindrical gear with specific geometric parameters, as summarized in Table 1. The model features a standard involute tooth profile. The presence of hubs on both ends of the gear necessitated a specific initial billet design.
| Parameter | Value |
|---|---|
| Number of Teeth (z) | 16 |
| Module (m) / mm | 4.5 |
| Pressure Angle (α) / ° | 20 |
| Addendum Coefficient (ha*) | 1 |
| Clearance Coefficient (c*) | 0.25 |
| Addendum Modification Coefficient (x) | 0.1917 |
| Face Width (b) / mm | 11 |
Adhering to the principle of volume constancy, the initial billet was designed as a simple cylinder. Its diameter was slightly smaller than the hub diameter to facilitate initial positioning and material flow. The height was calculated to match the total volume of the final forged gear, including an anticipated flash allowance. The core mechanism of orbital forging is illustrated conceptually. The orbital die is mounted at a fixed tilt angle (γ, the orbital angle, e.g., 2°) relative to the machine’s main spindle axis. During operation, this die undergoes a complex motion: it revolves (orbits) around the machine axis at a speed n (e.g., 4 rps) while simultaneously rotating about its own axis. Concurrently, the lower die, containing the gear cavity, advances axially upward at a constant feed rate v (e.g., 11.5 mm/s). The synchronized action of the rocking upper die and the advancing lower die subjects the billet to localized, cyclic compression, causing incremental plastic deformation that progressively fills the gear-tooth cavity.
The three-dimensional models of the critical tooling were created using CAD software. The lower die contained the negative impression (cavity) of the entire cylindrical gear. The upper orbital die was modeled as a flat, inclined platen corresponding to the selected orbital angle. The interaction between this flat, tilted die and the deforming billet is what generates the characteristic orbital forging action.
1.2. Finite Element Model Configuration
The CAD models were imported into DEFORM-3D’s pre-processor for system assembly and meshing. Given the primary focus on tooth formation, the billet’s mesh was strategically refined in the region corresponding to the gear teeth. A combination of tetrahedral elements was used, with the total element count for the billet set at approximately 100,000 and a minimum relative element size of 0.01 in the critical zones to capture intricate flow details.
The material assignment is critical for accurate simulation. The billet material was defined as AISI 8620/20CrMnTi, a common case-hardening steel used in aerospace gearing. Its high-temperature flow stress behavior was defined using an appropriate material model within the DEFORM database, incorporating the effects of strain, strain rate, and temperature. In a hot forging process, the tools experience minimal elastic deformation compared to the large plastic deformation of the workpiece. Therefore, both the orbital die and the gear cavity die were modeled as rigid bodies. The interaction between the tools and the deforming billet was governed by a shear friction model, with a friction factor (m) of 0.25 assigned to all contacting interfaces, representing typical conditions for hot forging with lubricants.
The thermal aspect was fully coupled. The initial billet temperature was set to 1000°C, a common forging temperature for this steel grade, while the dies were preheated to 300°C to reduce heat loss and thermal shock. Interfacial heat transfer was modeled with a heat transfer coefficient of 11 N/(s·mm·°C). The key simulation parameters that define the kinematic conditions of the process are consolidated in Table 2.
| Process Parameter | Value |
|---|---|
| Cavity Die Feed Rate (v) / mm·s-1 | 11.5 |
| Orbital Die Speed (n) / r·s-1 | 4 |
| Orbital Angle (γ) / ° | 2 |
| Total Feed Time / s | 2.0 |
| Finishing (Dwell) Time / s | 0.5 |
| Initial Billet Temperature / °C | 1000 |
| Initial Die Temperature / °C | 300 |
1.3. Physical Experiment for Validation
To validate the numerical findings, a physical hot orbital forging experiment was conducted. Tooling (the gear cavity die and orbital die) was manufactured according to the simulation design. Cylindrical billets of 20CrMnTi steel were machined to the specified dimensions. The experiments were performed on a T630 hot orbital forging press. The billets were heated to approximately 1000°C in a furnace, transferred to the press, and forged using process parameters similar to the simulation (adjusted for machine characteristics). The forged cylindrical gear preforms were then compared to the simulation predictions to assess the model’s accuracy in terms of final shape, filling completeness, and flash formation.
2. Results and Analysis: Deformation Mechanics and Field Evolution
The simulation provides a detailed, time-resolved view of the complex thermomechanical events during the hot orbital forging of the cylindrical gear. The analysis of these results reveals the fundamental deformation mechanisms.
2.1. Macro-Deformation and Tooth Filling Sequence
The overall shape evolution of the workpiece is depicted in stages. In the initial phase, the tilted orbital die first contacts the top surface of the cylindrical billet. This localized contact immediately begins to form the top hub. As the lower die feeds upward, the bottom hub also starts forming against the stationary cavity base. Simultaneously, the central portion of the billet undergoes upsetting—its height decreases, and its diameter increases. A distinctive “mushroom” or “barrel” shape develops, with the diameter near the oscillating orbital die being larger than at the bottom. This is characteristic of orbital forging’s incremental, surface-driven deformation.
The filling of the tooth cavity is sequential and non-uniform. Plastic deformation initiates at the top of the tooth space (near the orbital die) and propagates downward through the tooth height. Metal first flows radially outward to fill the tooth root region adjacent to the hub. Subsequently, material flows upward to fill the tooth addendum (tip). Consequently, at any intermediate stage, the tooth form is more completely filled at the top of the face width than at the bottom. This axial gradient in filling is a direct consequence of the localized pressure application from the rocking die. The final stage involves the formation of a thin, circumferential flash around the parting line as excess material is expelled, ensuring complete cavity filling. The periodic nature of the process is evident: within a single revolution of the orbital die, the contact zone sweeps across the workpiece, causing a cyclic, wave-like progression of deformation on the top surface.
The metal flow lines, which trace the deformation history of material points, provide profound insight. In a cross-sectional view along the gear axis, the flow lines in the hub and web regions show significant compression and outward bulging, indicating substantial upsetting. Within the tooth itself, the flow lines are contoured smoothly along the tooth profile, demonstrating the desired fiber continuity from the root through the flank to the tip. This is the microstructural hallmark of a high-strength forged cylindrical gear. In a transverse cross-section, the flow lines exhibit a concave pattern, becoming densely packed in the highly deformed root and tip regions.
2.2. Deformation Zones and Velocity Field Analysis
A critical concept in understanding orbital forging is the division of the deformation zone. At any instant, the area of the billet in direct contact with the orbital die is termed the Active Deformation Zone (ADZ). The surrounding material, which is not under direct die contact but is being pushed and distorted by the movement of the ADZ, is termed the Passive Deformation Zone (PDZ). The spatial location of the ADZ moves continuously with the orbital die’s motion.
The velocity field distribution vividly illustrates this mechanism. The highest metal flow velocities are consistently located within the ADZ. Here, the material is subjected to direct compressive and shearing forces from the moving die. In the early and middle stages, the dominant velocity component within the ADZ is radial, pushing material outward to fill the expanding diameter and the tooth roots. As the tooth spaces become constrained, the dominant flow direction shifts to axial, forcing material downward to fill the lower portions of the teeth and upward into the addendum. The velocity in the PDZ is significantly lower, as material here flows primarily in response to the displacement imposed by the adjacent, violently deforming ADZ. The velocity vectors also rotate synchronously with the orbital die, creating a dynamic, swirling flow pattern on the workpiece’s upper surface. The velocity magnitude ($v_{mag}$) at a point in the ADZ can be conceptually related to the die kinematics and local geometry, though it is highly non-linear:
$$ v_{mag} \approx f(\omega_d, \gamma, v_f, h_{local}) $$
where $\omega_d$ is the angular speed of the orbital die, $\gamma$ is the orbital angle, $v_f$ is the axial feed rate, and $h_{local}$ is the local instantaneous height of the workpiece.
2.3. Evolution of Effective Stress and Strain
The distributions of effective stress (a measure of the intensity of the stress state) and effective strain (a measure of the total accumulated plastic deformation) are highly non-uniform, as expected for an incremental process.
Effective Stress ($\bar{\sigma}$): The highest stress levels are consistently observed in the tooth root regions, particularly at the fillet connecting the tooth to the hub. This area acts as a “corner” that must be filled, requiring high pressure to overcome geometrical constraints and friction. As deformation progresses, a stress gradient develops along the tooth height, with the root area sustaining the highest stress, followed by the tooth flank, and then the tip. During the final finishing stage, high stress concentrations can also appear at the last points to fill, often at the top edges of the tooth tips, as the material is forced into the final corners of the die.
Effective Strain ($\bar{\varepsilon}$): The strain distribution reveals the history of plastic work. The greatest accumulated strain is found in the tooth root areas and the central web region that has undergone significant upsetting. The tooth roots experience high strain due to severe shear and compression as material is extruded into the narrow cavity. The strain in the flash is also notably high due to extensive shearing as material is squeezed out laterally. In contrast, the hubs and the core material directly beneath them often show lower strain values, as they experience more direct compression rather than complex flow. The final forged cylindrical gear thus possesses a graded microstructure, with heavily refined grains in the high-strain root and web areas contributing to high strength.
The relationship between stress and strain in the hot working regime can be approximated by a constitutive law of the form:
$$ \bar{\sigma} = K \cdot \bar{\varepsilon}^n \cdot \dot{\bar{\varepsilon}}^m \cdot \exp(\beta / T) $$
where $K$ is a strength coefficient, $n$ is the strain-hardening exponent, $m$ is the strain-rate sensitivity exponent, $\dot{\bar{\varepsilon}}$ is the effective strain rate, $\beta$ is a material constant, and $T$ is the absolute temperature. In hot forging, the thermal softening term ($\exp(\beta / T)$) is significant.
2.4. Temperature Field and Thermal Effects
The temperature field evolves due to a complex interplay of heat generation and loss. The primary sources of heat are: (1) plastic work conversion ($\eta \cdot \int \bar{\sigma} d\bar{\varepsilon}$, where $\eta$ is the inelastic heat fraction, typically ~0.9), and (2) frictional work at the die-workpiece interfaces. The main heat sinks are conduction into the cooler dies and radiation/convection to the environment.
The simulation shows a distinct thermal profile. The regions undergoing the most intense plastic deformation—namely the tooth roots and the forming flash—exhibit the smallest temperature drop or even slight reheating due to the dominance of deformation heating. The tooth tips, while deforming, often show a higher temperature than the roots because they are generally farther from the massive, heat-sinking lower die. The hub surfaces in direct and constant contact with the dies experience the most significant cooling due to sustained conductive heat transfer. The core of the billet remains the hottest region throughout the process, as it is insulated by the surrounding material. This non-uniform temperature distribution can influence local flow stress, forgeability, and the final microstructure of the cylindrical gear.
2.5. Forming Load Analysis
The evolution of forming loads is a critical output for process design and machine selection. In orbital forging, two load components are essential: the Axial Load (Fz) and the Radial Load (Fr). The axial load acts along the press stroke direction (machine axis), while the radial load is the transverse force resulting from the tilted die’s action, which tends to push the workpiece sideways.
The axial load profile can be divided into distinct phases, as correlated with the filling stages of the cylindrical gear:
- Initial Upsetting Phase: Load increases gradually as the hubs form and the billet upsets.
- Tooth Filling Phase: Load rise accelerates significantly as metal begins to flow into the restrictive tooth cavities, encountering high geometric and frictional resistance.
- Final Filling & Flash Formation Phase: Load peaks sharply, reaching its maximum value (approximately 2500 kN in this simulation). This peak occurs when the last, most difficult-to-fill areas (like tooth tips and corners) are being finalized and flash is being extruded.
- Finishing/Dwelling Phase: Once the axial feed stops and the dies close fully, the load drops and oscillates at a lower level as the orbital die continues to rock, ironing out minor surface imperfections under steady pressure.
The radial load exhibits a completely different character. It is cyclical, with its magnitude and direction oscillating in sync with the revolution of the orbital die. Crucially, the magnitude of the radial load is only a fraction (typically less than 20%) of the peak axial load. This significant reduction in the radial (side-thrust) load compared to conventional forging is a key benefit, allowing for the use of simpler, less massive tooling and guides. The relationship between the axial load and the process parameters can be conceptually framed, though it is complex:
$$ F_z^{max} \propto \bar{\sigma}_f \cdot A_{proj} \cdot \left(1 + \frac{\mu \cdot \bar{L}}{2\bar{h}}\right) \cdot \Phi_{geo} $$
where $\bar{\sigma}_f$ is the average flow stress, $A_{proj}$ is the projected area of the forging, $\mu$ is the friction factor, $\bar{L}$ and $\bar{h}$ are characteristic contact length and height, and $\Phi_{geo}$ is a shape complexity factor that is very high for a geared shape.
| Aspect | Observation for Cylindrical Gear Forming | Implication |
|---|---|---|
| Deformation Mechanism | Incremental, localized forming with distinct Active (ADZ) and Passive (PDZ) Deformation Zones. | Enables large deformations with relatively low tonnage machines. |
| Tooth Filling Sequence | Axial gradient: Top of tooth fills before bottom. Radial sequence: Root fills before addendum. | Informs die design and process parameter optimization to ensure complete fill without defects. |
| Metal Flow | Initial radial flow for upsetting and root fill, transitioning to axial flow for tooth height fill. | Contours grain flow along the tooth profile, enhancing mechanical properties. |
| Stress/Strain Concentration | Maximum values located at tooth root fillets and flash formation zone. | Identifies critical areas for potential defect initiation (e.g., laps, incomplete fill) and microstructural refinement. |
| Temperature Distribution | Non-uniform: Core hottest; roots warmer than tips; hubs coolest due to die contact. | Affects local material forgeability and must be managed to prevent localized chilling or excessive grain growth. |
| Load Characteristics | Axial load peaks during final fill (~2500 kN). Radial load is cyclical and much lower (<20% of axial peak). | Allows for machine and tool design focused on axial capacity, with reduced concern for side-thrust. |
3. Experimental Validation and Discussion
The physical hot orbital forging experiments yielded preforms that showed remarkable agreement with the simulation predictions. The forged cylindrical gear components exhibited complete filling of all tooth spaces. The characteristic mushroom-shaped deformation of the web, the formation of a thin circumferential flash, and the overall dimensions closely matched the finite element model’s final geometry. This successful validation confirms the accuracy of the established thermomechanical model, including the material properties, friction conditions, and process kinematics. It demonstrates that the model is a reliable tool for predicting metal flow, identifying potential filling issues, and optimizing process parameters for the hot orbital forging of complex components like the cylindrical gear.
The study conclusively demonstrates the viability and reveals the intricate mechanics of hot orbital forging for manufacturing high-performance cylindrical gear preforms. The process successfully generates the desired continuous grain flow along the tooth profile, which is foundational for enhanced fatigue life and strength. The incremental nature of orbital forging provides the significant “force-saving” effect, making it possible to form intricate gear shapes on machines with lower nominal capacity than required for conventional forging. The detailed analysis of field variables provides a roadmap for further optimization. For instance, the identification of the tooth root as the region of highest stress and strain suggests that die life might be most critically affected in that area, pointing to the need for superior die materials or cooling strategies locally. The understanding of the axial filling gradient can guide modifications to the orbital die profile or the use of a pre-formed billet to achieve more uniform filling.
In summary, this integrated numerical and experimental investigation provides a comprehensive foundation for advancing hot orbital forging technology specifically for cylindrical gear applications. It transitions the process from a concept to a well-understood manufacturing route with predictable outcomes, paving the way for its adoption in producing high-integrity gears for demanding sectors like aerospace and automotive engineering.