
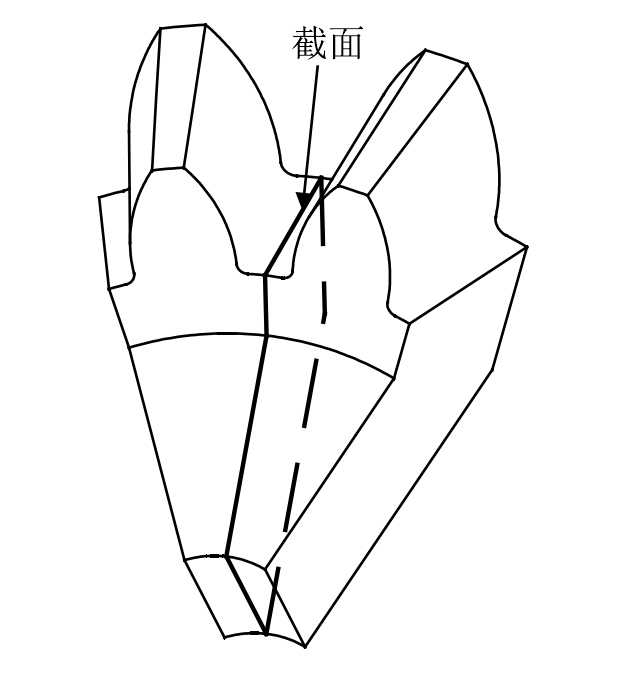
The most obvious feature of the induction heating process is the skin effect. When the penetration induction heating method is adopted, the depth of the skin effect will directly determine the depth of the hardened layer. When the heat conduction induction heating method is adopted, the depth of the skin effect will also affect the induction heating efficiency and the depth of the hardened layer. Next, the induction heating process of bevel gear will be numerically simulated, and the cogging section will be intercepted, as shown in Figure 1. Observe from the left side of the section to analyze the variation law of magnetic induction intensity distribution with time.
In ANSYS software, the magnetic field of three-dimensional model induction heating can not be directly observed to verify the correctness of finite element numerical analysis of induction heating process, but it can be verified by indirectly observing the magnetic induction intensity. In this section, the finite element numerical analysis of the induction heating process of the bevel gear is carried out, and then the time history slice is made to observe the distribution and dynamic change of the magnetic induction intensity in the bevel gear. The results are shown in Figure 2.
The permeability of air is much less than that of bevel gear material, so the magnetic field is easier to spread inside the bevel gear. Due to the skin effect, the magnetic field inside the bevel gear is concentrated on the surface of the bevel gear. It can be seen from Fig. 2a) that the magnetic induction intensity of the outermost layer of the bevel gear is large, while it can be seen from Fig. 2D) that the area with large magnetic induction intensity is not located on the surface of the bevel gear. This is mainly because the skin effect makes the surface material easy to be heated. When the temperature is higher than the “Curie point”, the material loses magnetism and the relative permeability becomes 1, which is the same as the permeability of air, which is equivalent to increasing the distance between the induction coil and the bevel gear in the model, that is, the distance between the air. The internal temperature of the surface layer of the bevel gear is low and the magnetic permeability is large. At this time, the internal magnetic induction intensity of the surface layer is large, which can be seen more clearly from figures 2C) and 2D).
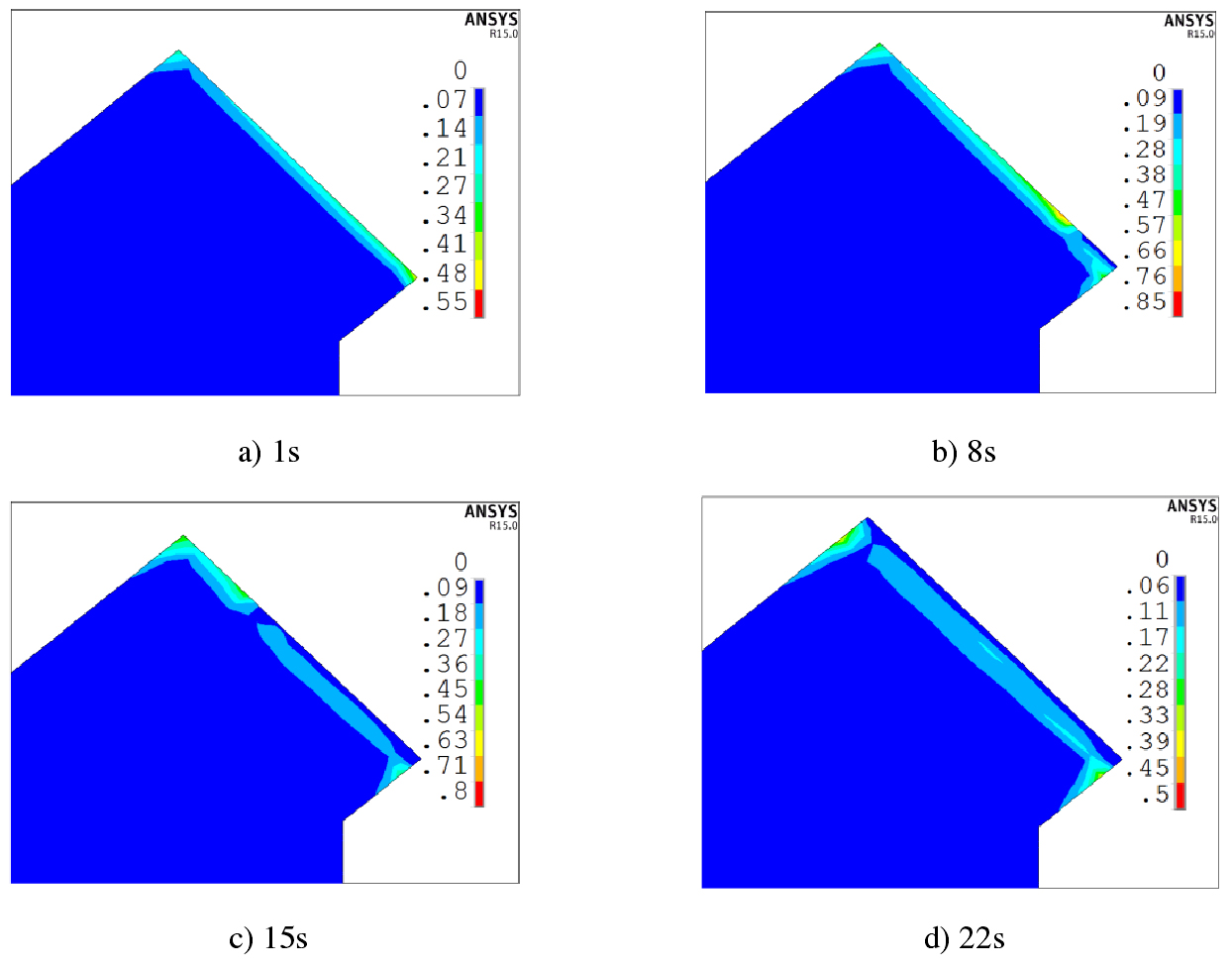
In addition, by observing both ends of the bevel gear in figures 2C) and 2D), it can be seen that the magnetic induction intensity at the tooth end is also large, which is the “end effect” mentioned in Chapter 2. Due to the existence of “end effect”, the induction heating process will lead to higher induction heating efficiency and higher induction heating temperature at both ends of the bevel gear. If you don’t want the gear end to be too high, you can install a magnet at the tooth end to change the magnetic field distribution and reduce the magnetic induction intensity at the tooth end.
Comparing figures 2a), b), c) and D), it can be seen that with the increase of time, the area with large magnetic induction intensity gradually moves to the inside of the gear. This is because with the increase of induction heating time, the surface temperature of bevel gear is higher than the “Curie point” temperature, resulting in loss of excitation. When the bevel gear material loses magnetism, its relative permeability becomes 1, which is the same as the vacuum permeability. As can be seen from Fig. 2C) and D), in the area without loss of magnetism inside the surface layer of the bevel gear, the magnetic induction intensity is large and also shows the skin effect.
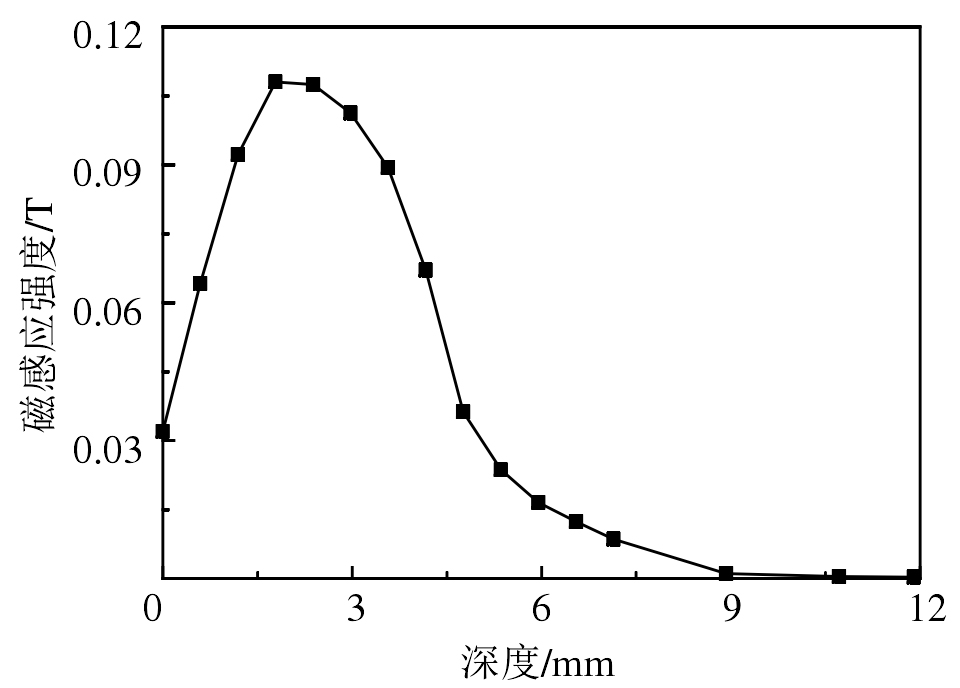
It can be seen from Figure 3 that at 22s, along the depth direction of the surface layer of the bevel gear, the magnetic induction intensity of the outermost layer is not the maximum, and the maximum value of magnetic induction intensity is about 2mm. With the deepening of depth, the magnetic induction intensity decays exponentially.