
According to the above inspection results, the cracking of steel gear tooth surface is caused by contact fatigue caused by low hardness area. The causes of low hardness of steel gear tooth surface and contact fatigue spalling are discussed in detail below.
Generally, the formation of low hardness zone may be related to insufficient quenching or high temperature tempering. As for the induction quenching process of steel gear, single tooth induction quenching is mostly used, and the insufficient quenching of individual gear teeth caused by abnormal cooling system cannot be ruled out. However, such quenching anomalies generally have the following four characteristics:
1) During quenching, because the sensor moves from one end of the gear tooth to the other end, abnormal cooling often causes problems on the tooth surfaces of the two opposite steel gears at the same time.
2) The microstructure formed by insufficient quenching of carbon steel shall be pearlite or pearlite + ferrite, and the morphology of this microstructure will not change significantly during low temperature tempering, which is not the tempered troostite morphology in this study.
3) The microhardness gradient caused by insufficient quenching is relatively gentle, and it is impossible to have a significant “rise” phenomenon.
4) Low hardness may appear on the tooth surface and tooth bottom of steel gear in the area with insufficient quenching. The tooth bottom structure and hardness of Cracked Gear in this study meet the technical specifications.
Therefore, the reason for the formation of low hardness zone first eliminates the factor of insufficient quenching. In addition, as far as high-temperature tempering is concerned, throughout the whole life process of steel gears, the main factors causing heat concentration are poor lubrication in use and tooth grinding burn in manufacturing. Assuming that the steel gear is poorly lubricated, the dry friction between the tooth surfaces of the meshing steel gear will also have four characteristics:
1) The tooth surface of the steel gear is back to fire color, rather than the silver bright metal luster of the cracked steel gear tooth surface in this study, because the tempered troostite is a medium temperature tempering product at a temperature of about 300 ~ 400 ℃, and there will be light blue and other tempering signs on the tooth surface of the steel gear.
2) There are different degrees of gluing on the tooth surface of steel gear. Even if it is slightly glued, there will be very slight and fine scars (dark belt) along the sliding direction on the tooth surface of steel gear near the tooth top or tooth root. If it is medium or serious gluing, there will be obvious adhesion and tear damage on the tooth surface of steel gear. In the study, the tool marks of grinding on the tooth surface of steel gear are clearly visible and no abnormal damage is found.
3) Poor lubrication is mostly system failure, which will not only appear on the tooth surface of a single steel gear.
4) To say the least, the oil temperature rise caused by poor lubrication will trigger the oil temperature alarm device.
Therefore, the factors of poor lubrication can also be eliminated. Finally, in terms of tooth grinding burn, system factors such as blunt cutter head, large feed rate and abnormal cooling during grinding can cause high temperature tempering of single tooth surface due to heat concentration. At the same time, it remains normal because the tooth root does not participate in grinding, and the final shape of the ground steel gear tooth surface will maintain silver bright metallic luster. In conclusion, the formation of low hardness zone in this study is related to grinding tooth burn.
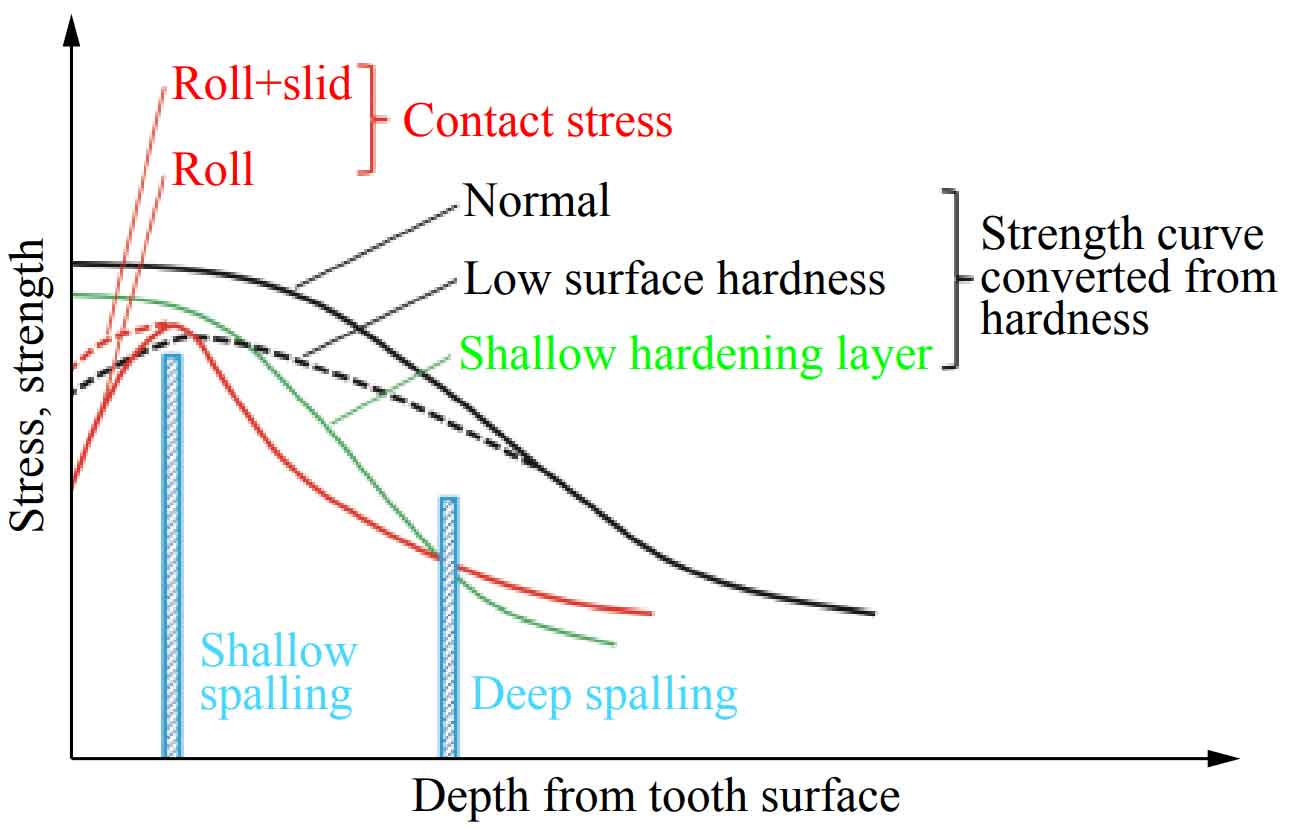
On the other hand, combined with the figure, the causes, influencing factors and types of contact fatigue spalling of steel gear tooth surface are described. Hardness is in direct proportion to strength. Therefore, the strength (stress) curve of steel gear can be obtained by testing the hardness gradient of steel gear, and the (Hertz stress) shear stress curve of steel gear can be calculated through line operation. The initiation of contact fatigue crack is directly related to the two. When the shear stress is greater than a certain strength value, fatigue crack will be initiated. As shown in the figure, assuming that the working condition is stable, that is, the shear stress curve is relatively constant, the relationship between the two can be shown as follows:
1) Under normal conditions, the strength curve of steel gear is a black solid line, and the shear stress is a red solid line. From the tooth surface to the center, the strength curve of steel gear is always above the shear stress curve, and the steel gear does not have contact fatigue.
2) When the effective hardened layer depth is too shallow due to unreasonable design or abnormal heat treatment, the strength curve is a green solid line, the shear stress curve will be located above the strength curve after the infiltration layer transition zone, and the steel gear will have deep peeling. This peeling generally occurs in the transition zone between the infiltration layer and the matrix, causing the whole infiltration layer to fall off.
3) When the hardness of the infiltrated layer surface decreases due to some reasons, the strength curve is a black dotted line, the peak value of the shear stress curve will be located above the strength curve, and fatigue cracks will be initiated near the maximum shear stress. After the crack initiation, it will almost expand in the direction parallel to the tooth surface of the steel gear under the action of shear stress, and finally tilt up to connect the surface to spalling, This spalling occurs near the maximum shear stress, which is generally shallow spalling. The cracking of steel gear mentioned in this study belongs to this kind. In addition, once the crack is exposed on the tooth surface of the steel gear, the lubricating oil will penetrate into the crack surface and form a high-pressure oil cavity under the meshing action of the steel gear, so as to speed up the crack propagation and spalling process.
4) It should be noted that the meshing steel gears near the pitch circle are pure rolling or mainly rolling, and the maximum shear stress is located on the sub surface. For parts with a certain sliding ratio, the shear stress curve will become a red dotted line, the surface shear stress value will be significantly increased, and the metal surface is prone to plastic deformation and damage due to sliding, At this time, the contact fatigue crack tends to sprout from the surface and then propagate inward at a certain angle.