1.Influence of blank temperature
The blank temperature of spiral gear is 20 ° C, 450 ° C and 850 ° C respectively, of which 20 ° C is the room temperature. The closed die forging of spiral gear at 20 ° C is cold closed die forging. Its forging precision and surface quality are high. Due to the large metal deformation resistance at room temperature, it is not easy to form, and it is difficult for the metal to completely fill the tooth cavity. Closed die forging of spiral gear at 450 ℃ and 850 ℃ belongs to warm forming. Due to small deformation resistance and good material plasticity, the forming of spiral gear is easier than cold forging; On the other hand, compared with hot forging, due to the low heating temperature, oxidation and decarburization are reduced, and the dimensional accuracy and surface quality of spiral gear are better. Therefore, closed die forging warm formed parts have the advantages of dimensional accuracy, high surface quality and good mechanical properties.
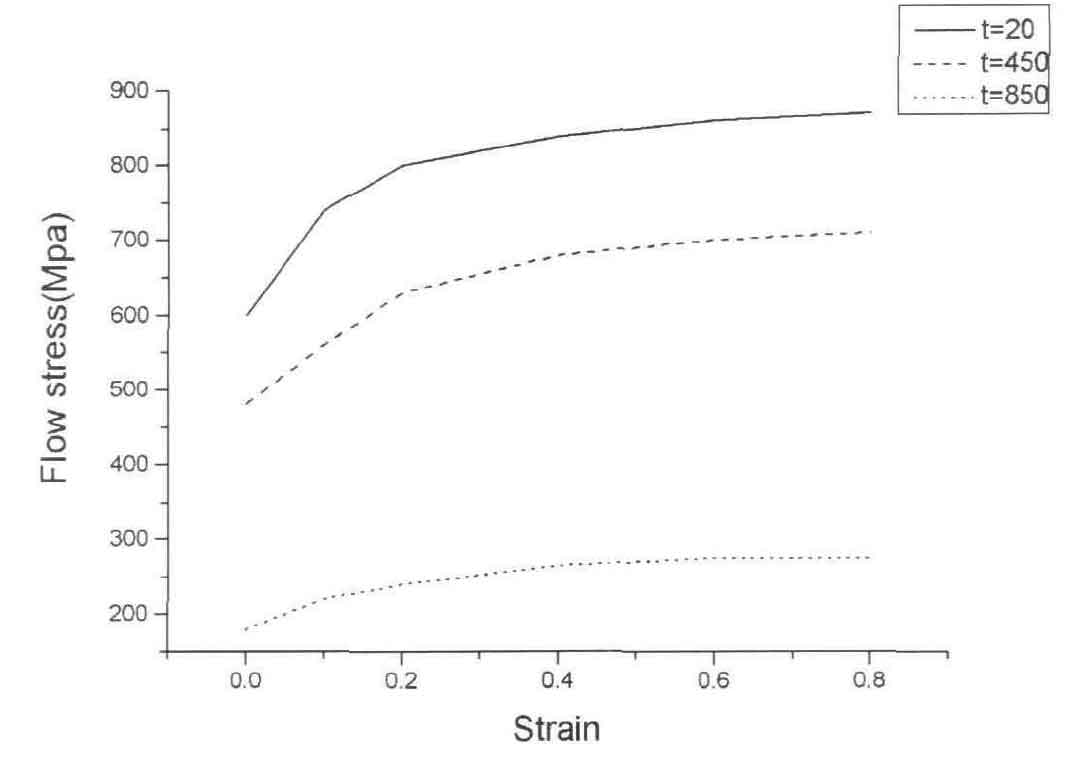
The stress-strain curves of aisi-4120 steel at three temperatures of 20 ℃, 400 ℃ and 850 ℃ are shown in Figure 1. The flow stress of aisi-4120 decreases with the increase of temperature. At 20 ℃, 400 ℃ and 850 ℃, the initial values of flow stress of aisi-4120 are 600MPa, 480mpa and 180MPa respectively.
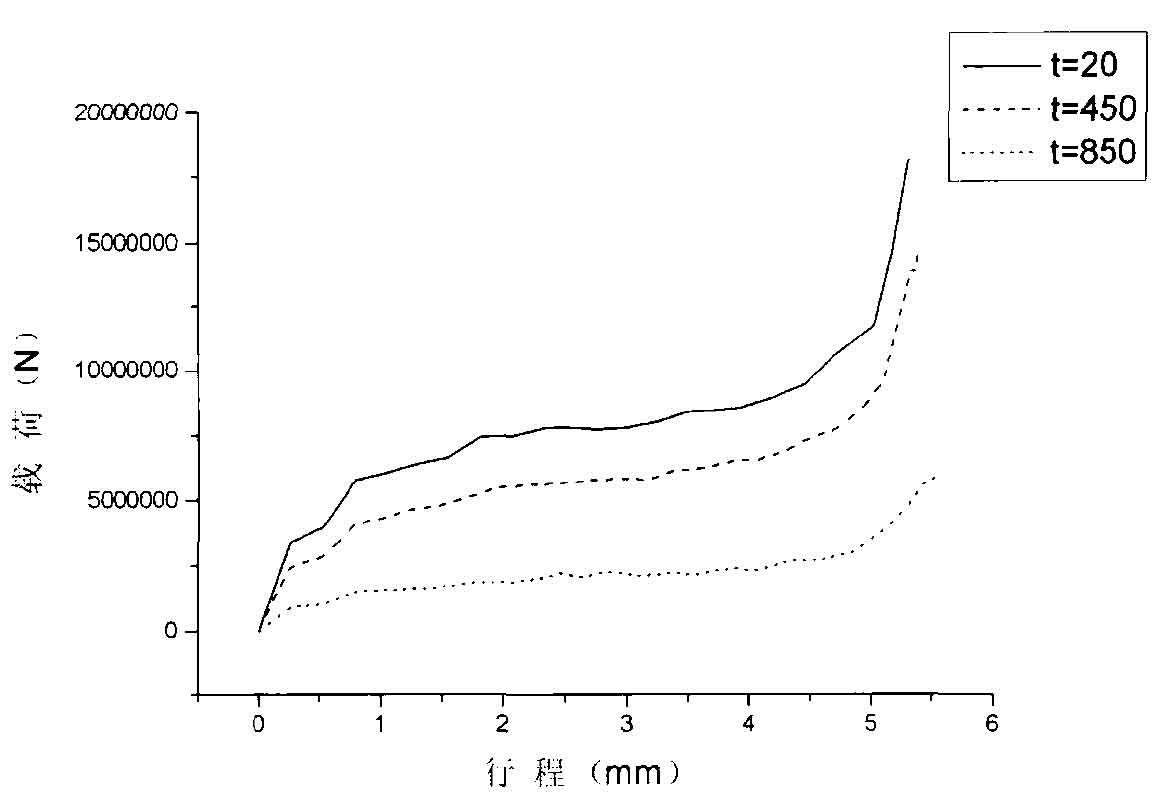
Figure 2 shows the load stroke curve under three groups of temperatures of 20 ° C, 400 ° C and 850 ° C. It can be seen from the figure that when the temperature is 20 ° C, the load required for forming is 17500kn, when the temperature is 450 ℃, the load value is 13000kn, and when the temperature is 850 ° C, the load value is 5800kn, which is 12700kn lower than the load value of 20 ° C.
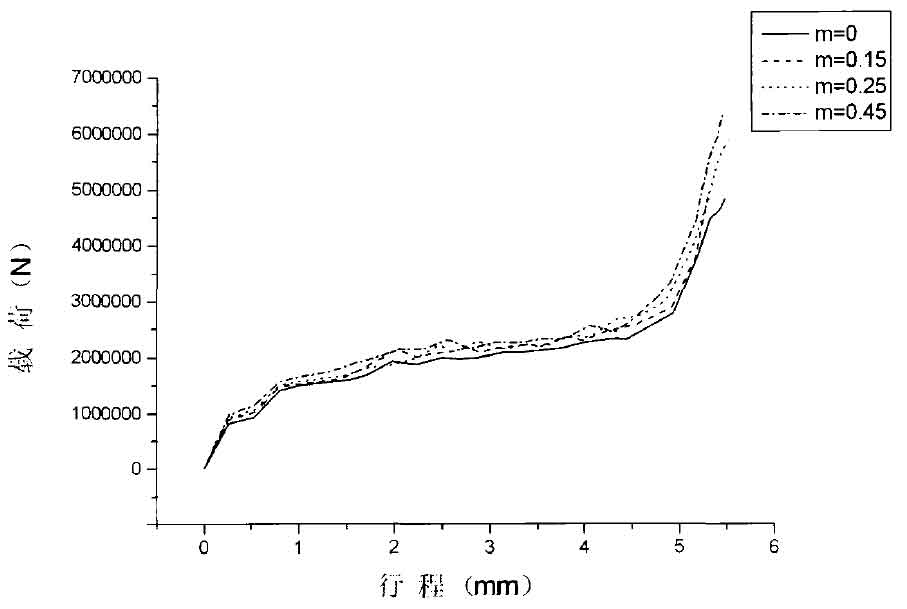
2.Friction factor
Fig. 3 shows the load stroke curve of different friction factors. In order to facilitate the research and analysis, the extreme value of friction factor is taken as M = 0, M = 0.15, M = 0.25 and M = 0.45 respectively. From the load stroke curve in Figure 3, when other simulation conditions remain unchanged, the forming load increases with the increase of friction factor. Therefore, using reasonable lubrication methods and lubricants to reduce the friction factor can reduce the forming load. In this way, it can not only reduce the requirements for forming equipment and reduce energy consumption, but also reduce die wear and improve die life. It is of great significance to the precision forging process of spiral gear.