
Gear hobbing remains a dominant manufacturing process for cylindrical gears due to its high productivity and versatility. However, the inherent complexity of the gear hobbing kinematics and material removal mechanics presents significant challenges for direct analysis and optimization. Simulation methodologies, particularly CAD-based geometric simulation and Finite Element Analysis (FEA), have become indispensable tools for dissecting this intricate process. This article comprehensively examines the application of these simulation techniques in understanding and improving gear hobbing, focusing on chip formation, cutting forces, temperature distribution, and tool wear prediction.
1 Fundamentals of Gear Hobbing Simulation
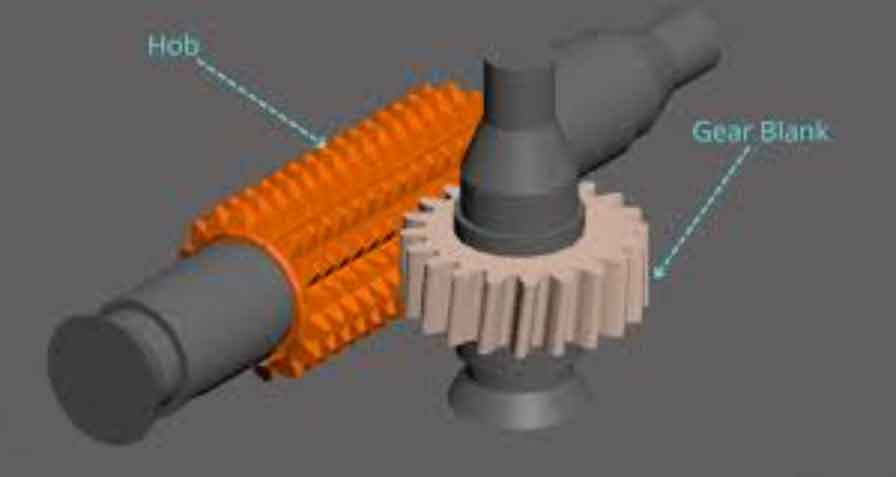
Simulating the gear hobbing process requires accurately replicating the complex relative motion between the hob and the gear blank and modeling the physical phenomena during chip removal. Two primary approaches are employed: CAD-based geometric simulation and Finite Element Analysis (FEA).
1.1 Model Construction Methods
FEA Simulation Workflow: This typically involves three key stages:
- Data Modeling: Defining workpiece (gear blank) and tool (hob) geometry, material properties (flow stress models, thermal properties), contact definitions, and boundary conditions.
- Finite Element Environment Simulation: Discretizing the model into elements, applying cutting parameters (speed, feed, depth of cut), defining solver settings (explicit/implicit), and incorporating material constitutive models and failure criteria.
- Post-processing: Extracting and analyzing results such as chip morphology, cutting forces, temperatures, stresses, tool wear, and workpiece surface integrity.
CAD-based Geometric Simulation Workflow: This focuses on kinematics and uncut chip geometry:
- Modeling the hob and gear blank geometry precisely within a CAD environment.
- Programming the relative kinematics of the gear hobbing process (rotations, feed).
- Simulating the tool path and calculating the intersection volume representing the uncut chip geometry for each hob tooth engagement.
- Utilizing the uncut chip geometry data for further analysis (e.g., force prediction, process optimization).
1.2 Simulation Software for Gear Hobbing
Several commercial software packages are widely used for gear hobbing simulation, each with strengths and typical applications:
| Software | Primary Type | Strengths for Gear Hobbing | Common Applications |
|---|---|---|---|
| DEFORM-3D | Specialized FEA (Metal Forming/Machining) | Robust material models, advanced remeshing, wear modeling, thermo-mechanical coupling. Highly suited for chip formation and thermal analysis. | Detailed chip formation studies, cutting force & temperature prediction, tool wear analysis. |
| Abaqus | General Purpose FEA | Extremely versatile, powerful user subroutines (VUMAT/UMAT), complex contact handling, advanced element technologies. | Complex multi-physics simulations, custom material models, detailed stress/strain analysis. |
| AdvantEdge | Specialized FEA (Machining) | Optimized solvers for machining, automated setup, efficient chip separation, material database. | High-speed machining simulations, temperature prediction, force analysis. |
| ANSYS | General Purpose FEA | Comprehensive multi-physics capabilities, strong structural and thermal solvers, fluent CFD integration. | Coupled thermo-mechanical analysis, structural deformation under cutting forces. |
| NX, CATIA, SolidWorks | CAD with Kinematics/API | Precise geometric modeling, powerful APIs for custom kinematics simulation, visualization of tool paths and uncut chips. | Kinematic simulation, uncut chip geometry calculation, tool path verification, force prediction models. |
| HobSim, HOB3D, SPARTApro | Specialized Gear Hobbing Simulators | Dedicated to gear hobbing kinematics, efficient uncut chip calculation, often integrated with force/wear prediction modules. | Process planning, optimization of cutting parameters, prediction of cutting forces and localized tool wear. |
2 CAD-Based Geometric Simulation in Gear Hobbing
CAD-based geometric simulation excels at modeling the kinematics of gear hobbing and calculating the fundamental geometry of the material removal process without simulating physical deformation. This provides crucial inputs for force models and process understanding.
2.1 Kinematic Modeling and Gear Generation
The foundation lies in accurately modeling the hob and gear blank geometry and programming their relative motion according to the gear hobbing principle. CAD software APIs (e.g., in NX, CATIA, SolidWorks) enable the development of custom routines to simulate the continuous generation process. Key aspects include:
$$ \begin{bmatrix} x \\ y \\ z \end{bmatrix} = \begin{bmatrix} (r_b + r_h) \cos(\theta) \\ (r_b + r_h) \sin(\theta) \\ k \theta \end{bmatrix} $$
where \( r_b \) is the gear blank radius, \( r_h \) is the hob radius, \( \theta \) is the rotation angle, and \( k \) is a constant relating rotation to axial feed. Michalski et al. demonstrated methods for precisely defining complex gear flank topography through such kinematic modeling. Xu Rui et al. developed simulation programs based on gear hobbing principles to generate gear tooth forms, forming a basis for simulating other processes like shaping and shaving.
2.2 Simulation of Chip Formation (Uncut Chip Geometry)
The core output of CAD kinematic simulation is the calculation of the uncut chip geometry – the volume of material removed by each hob tooth during its engagement. This involves calculating the swept volume of the hob tooth relative to the gear blank over its engagement path. Software modules like HobSim and HOB3D were specifically developed for this purpose. Khurana P. et al. used HobSim to predict cutting forces and analyze part deflections and resulting profile deviations. Zhou Li simulated uncut chip morphology using Mathematics and CAD, identifying periodic deformation patterns in high-speed dry hobbing chips. Zhang Rongchuang et al., utilizing UG NX’s API, simulated uncut chip thickness and geometry (Fig. 4), distinguishing between thicknesses on straight and rounded cutting edges of the hob, which is vital for dynamic cutting force prediction. Dimitriou V. et al. advanced beyond 2D limitations with HOB3D, applying spatial kinematics directly to individual teeth.
2.3 Prediction of Cutting Forces and Tool Wear
The uncut chip geometry data (cross-sectional area, thickness variation along the cutting edge, contact length) serves as the primary input for analytical or mechanistic cutting force models. The specific cutting force coefficient \( K_c \) (often determined experimentally) relates the uncut chip area \( A \) to the tangential cutting force \( F_t \):
$$ F_t = K_c \cdot A $$
Naoual S. et al. used CAD simulation to determine the variation in uncut chip thickness for each hob tooth and predicted the resulting cutting force distribution. Klocke F. et al.’s SPARTApro software simulates uncut chip geometry in gear finishing processes to identify critical cutting edge zones and predict tool wear patterns. Kaan E. et al. demonstrated that geometric modeling (dexter) effectively predicts tool-workpiece engagement performance, with results extendable to helical gears, hardened gear skiving, elastic deformation, and vibration prediction.
3 Finite Element Analysis (FEA) in Gear Hobbing
While CAD simulation excels at kinematics and uncut chip geometry, FEA tackles the complex physics of the gear hobbing process: material deformation, chip formation, heat generation, thermo-mechanical stresses, and tool wear progression. However, computational intensity often restricts full multi-tooth simulations, leading to simplifications like single-tooth or fly tool models.
3.1 Simulation of Chip Formation and Flow
Accurately simulating chip formation is crucial as chip flow and deformation significantly impact tool wear, surface integrity, and process stability. This requires robust material constitutive models (e.g., Johnson-Cook, Zerilli-Armstrong) and appropriate chip separation criteria (e.g., effective plastic strain, normal tensile stress). Ceretti E. et al. utilized DEFORM to study plane strain chip formation with improved criteria. Zhang L.C. highlighted the importance of selecting appropriate fracture criteria, finding normal fracture stress more reliable than effective plastic strain for certain simulations. Bouzakis K.D. et al. used FEM programs to visualize chip formation and flow in gear hobbing, comparing simulated chip shapes, isothermal contours, and isostress curves with real chips, confirming the influence of material flow stress laws. Fritz K. et al. analyzed the influence of chip geometry on wear behavior and cutting forces/temperatures using FEA. Li Benjie et al. analyzed chip deformation and flow characteristics in high-speed dry hobbing via numerical and FEA simulations, linking chip behavior to tool chipping. Li Guolong et al. used Abaqus to determine the maximum uncut chip thickness cut by the hob tip, correlating it with chatter frequency prediction for process optimization.
3.2 Prediction of Cutting Forces and Temperatures
3.2.1 Cutting Forces
FEA allows for the detailed prediction of transient and steady-state cutting forces during chip formation. Xie Feng used ANSYS to simulate the initial stages of metal cutting and dynamic force changes. Bouzakis K.D. et al. integrated their FEM approach with the FRSDYN program to determine cutting forces at various positions during chip formation, showing good agreement with calculations. Feng D. et al. employed ANSYS to model machine tool geometric errors caused by cutting forces, analyzing their impact on gear accuracy and enabling compensation strategies. Lü Ying extracted coordinate points from 3D chip models to simulate the gear hobbing process in Abaqus for cutting force prediction. Bouzakis K.D. et al. also proposed computer-supported methods to analyze stress distributions within hob teeth that could lead to cutting edge fractures. Zhang Lin used Abaqus with a maximum principal stress criterion to study crack propagation on hob tips and flanks, finding positive rake flank cracks more prone to propagation. Kolivand M. et al. presented an efficient theoretical model for load distribution in plane gear hobbing, validated against FEA predictions.
Despite progress, discrepancies between FEA-predicted and experimentally measured forces persist, often attributed to simplifications in the hob tooth geometry, gear gap modeling, or material behavior. Refining models for greater geometric and physical fidelity remains an ongoing challenge in gear hobbing FEA.
3.2.2 Cutting Temperatures
Cutting temperature critically influences tool wear mechanisms (diffusion, oxidation), the formation of built-up edges, surface integrity (residual stresses, white layer formation), and dimensional accuracy (thermal expansion). High-speed dry gear hobbing, lacking coolant, exacerbates thermal issues. FEA enables coupled thermo-mechanical analysis to map temperature fields. Zhou Pengju used ANSYS to simulate 3D temperature fields in high-speed dry hobbing, establishing relationships between cutting parameters and temperature rise. Stark S. et al. implemented a two-step simulation in DEFORM-3D: first calculating heat generation during chip formation, then simulating heat flow into the tool and workpiece, achieving good consistency with measured temperatures. Grzesik W. et al. simulated temperature distributions in the tool-chip contact zone and within coated hob materials, attributing variations to changing heat transfer conditions. Sibylle S. et al. developed an FE model for fly tool tests to predict thermal deviations in gear tooth profiles, validated against measured forces and temperatures. Liu W. et al. proposed an FE-based gear cutting prediction model for forces and temperatures, facilitating process improvement. Yang Xiao et al. established a three-stage heat transfer analytical model for gear hobbing, using DEFORM-3D data to reveal heat transfer characteristics. Dong X. et al. developed a sophisticated 3D FE model simulating hob-workpiece kinematics for thermo-mechanical coupled analysis, validated through chip shape, torque, and wear rate comparisons. Research teams continue to perform single-tooth FE simulations to analyze heat partitioning between chip, tool, and workpiece.
A significant limitation is the scarcity of full multi-tooth hobbing thermal simulations due to computational demands. Most temperature studies rely on simplified single-tooth or fly tool models, potentially introducing errors compared to actual multi-tooth engagement conditions.
3.3 Simulation of Tool Wear in Gear Hobbing
Predicting tool wear is crucial for cost-effective gear hobbing. Uneven wear leads to geometric deviations on the gear flanks. FEA helps understand wear mechanisms and predict wear progression, though modeling full tool life remains computationally intensive. Common wear forms include flank wear, crater wear (friction/diffusion), notch wear, chipping, and coating delamination.
Bouzakis K.D. et al. combined gear hobbing experiments with numerical models to quantitatively study wear progression and optimize the process based on individual tooth wear. Gerth J. et al., using milling analogues for dry hobbing, identified chipping and coating failure on the rake face as primary wear mechanisms in carbide hobs. Rech J. investigated the impact of cutting edge preparation on wear resistance in high-speed dry hobbing using fly tool tests. Karpuschewski B. et al. also used fly tool tests and software like AdvantEdge and SPARTApro to simulate temperature distributions and crater wear formation on the rake face. However, the kinematic differences between fly tool tests and actual gear hobbing necessitate direct simulation and experimentation on the gear hobbing process itself.
Current research heavily relies on experimental wear analysis. Simulating the wear progression of all teeth on a hob via FEA is still challenging. Future efforts focus on developing efficient wear models, incorporating temperature and stress fields, and validating against rigorous wear tests.
4 Conclusion and Future Perspectives
Simulation techniques, encompassing CAD-based geometric modeling and Finite Element Analysis, have profoundly advanced the understanding and optimization of gear hobbing. Geometric simulation provides critical insights into kinematics and uncut chip geometry, enabling force predictions and process planning. FEA delves into the complex physics of chip formation, cutting forces, temperatures, stresses, and wear mechanisms. Despite significant progress, challenges remain, particularly in computationally efficient multi-tooth modeling, accurate full-tool wear simulation, and capturing all relevant physical phenomena.
Future developments in gear hobbing simulation are anticipated in several key areas:
- Enhanced Integration: Tighter coupling between CAD geometric simulation and FEA will provide a more holistic view. Uncut chip geometry from CAD can directly inform FEA boundary conditions, while FEA results (e.g., forces, temperatures) can feed back into geometric models for deflection and thermal expansion compensation.
- Multi-Tooth and Process-Scale Simulation: Overcoming computational barriers to simulate multiple interacting hob teeth simultaneously is crucial for capturing realistic chip flow interactions, temperature build-up, and dynamic effects. Developing efficient modeling strategies and leveraging high-performance computing will be key.
- Advanced Physical Modeling: Incorporating more sophisticated physics is essential:
- Microstructure & Material Models: Integrating microstructure-sensitive material models to predict phase transformations, grain refinement (white layer formation), and their impact on surface integrity and residual stresses.
- Vibration & Dynamics: Explicitly modeling process-induced vibrations and machine tool dynamics to predict chatter stability lobes and optimize parameters for noise reduction and surface finish.
- Comprehensive Material Databases: Expanding material databases within simulation software to cover a wider range of gear steels, coatings, and hob substrates under relevant high-strain-rate and high-temperature conditions.
- Coating and Surface Engineering Focus: Simulation will play a vital role in designing next-generation hob coatings. Models predicting the influence of coating composition, architecture (multilayer, gradient), thickness, and surface topography on friction, heat partition, stress distribution, and wear resistance will accelerate the development of more durable tools, especially for high-speed dry gear hobbing.
- Digital Twins and Process Control: Simulation models will form the core of digital twins for gear hobbing processes. Real-time process data (forces, vibrations, temperatures) can be fed into calibrated simulation models to predict tool wear, surface quality, and potential failures, enabling adaptive process control and predictive maintenance strategies.
The continuous advancement of simulation technologies for gear hobbing promises significant improvements in process efficiency, gear quality, tool life, and cost-effectiveness, solidifying its role as an indispensable pillar of modern gear manufacturing.