
There are mainly two kinds of hypoid gears for axle: Gleason circular arc involute teeth and cycloid contour teeth, which are quite different in geometric parameter design, machining principle, contact area adjustment and deformation trend.
(1) Processing
Gleason circular arc involute teeth are processed by single graduation end face milling method. In mass production, processing a set of hypoid gears requires five gear cutting machines as a group. The rough cutting and fine cutting of large wheels and the rough cutting, fine cutting convex and fine cutting concave of small wheels are processed by different tools on different machine tools, namely “five knife method”. Its advantages are that rough and fine cutting are separated, the durability of fine cutting tools is improved, and the tooth surface roughness is good, but there are also the following disadvantages:
(a) The processing machine tool and auxiliary equipment are huge, and the cutter head has many specifications and quantities, which is not conducive to management;
(b) The single indexing method has many empty strokes and low processing efficiency. In addition, the processing of a set of hypoid gears requires five times of loading and unloading, which is labor-intensive;
(c) Using the hypothetical flat top gear principle to process the involute gear system, its pitch cone angle and face cone angle are not equal. When the tool is cutting, the rotation plane of the tool top is tangent to the conical surface of the hypoid gear root. In order to make the cut tooth angle symmetrical to the pitch line, the tooth angle of the tool must be corrected, and due to the relationship between the spiral angle, the correction value of the pressure angle at each point on the tooth length is also different, When the tool number is selected only according to the tooth shape angle difference at the midpoint of the tooth surface, the pressure angles at other places are still different, resulting in the diagonal contact of the hypoid gear, which needs to be adjusted by the machine tool.
Cycloid contour teeth overcome the above shortcomings, and its continuous indexing end hobbing method requires only two gear cutting machines as a group to process a set of hypoid gears in mass production. One tool is used to complete gear cutting for the big wheel and the small wheel respectively, and the tool cost is only 1/3 of that of the “five tool method” [199], which improves the production efficiency, only needs to be loaded and unloaded twice to process a set of hypoid gears, and the labor intensity is greatly reduced. Because the face cone angle, root cone angle and pitch cone angle of cycloid contour teeth are equal, the machining method based on the principle of plane generating wheel does not need to modify the pressure angle of the tool, avoiding diagonal contact, so there is no need for additional machine tool adjustment.
(2) Contact area adjustment
Gleason circular arc involute pinion is processed by single-sided method, and the contact area is modified on both sides of the pinion without affecting each other; The “Austrian” cycloid contour teeth are processed by double-sided method, and both sides of the small wheel are processed at the same time. The adjustment and correction of the contact area on both sides affect each other, so the adjustment and correction of the contact area is not as convenient as the former. However, with the development of TCA analysis software and the emergence of tooth surface measurement and anti adjustment correction technology, the adjustment of cycloid and other high tooth contact area is simplified, very convenient and accurate. Moreover, as far as the semi generative machining method commonly used in axle hypoid gears is concerned, cycloid contour teeth can obtain a contact trace similar to a straight line, which is very beneficial for Hypoid gear pairs with high lubrication requirements, while the corresponding arc involute teeth are generally difficult to achieve.
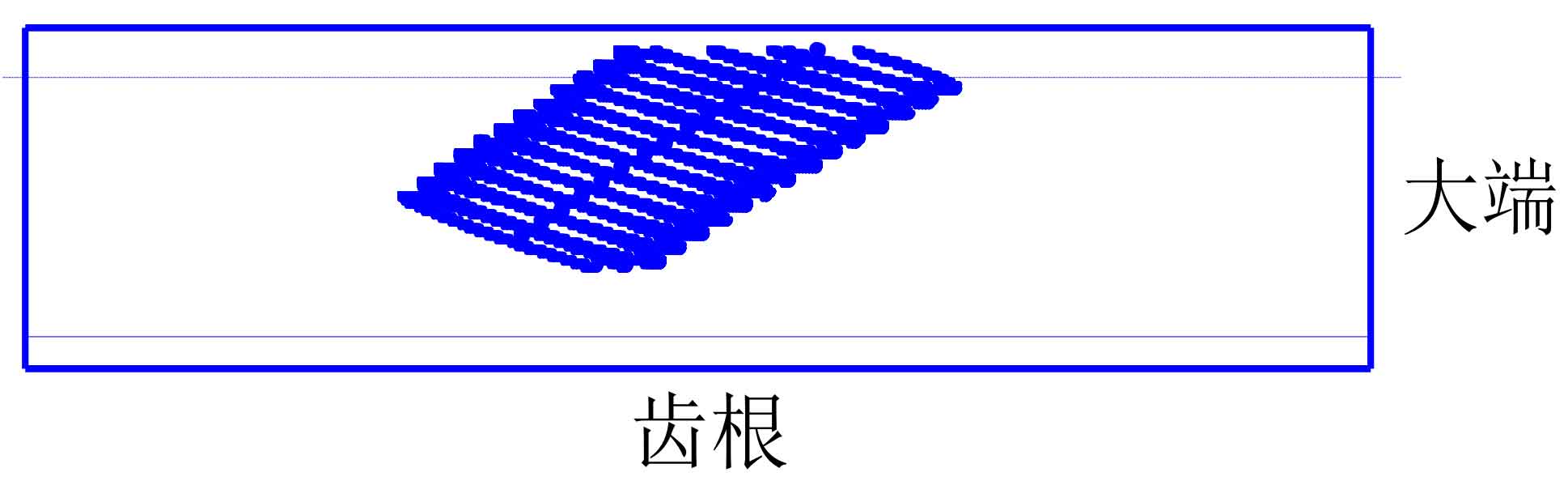
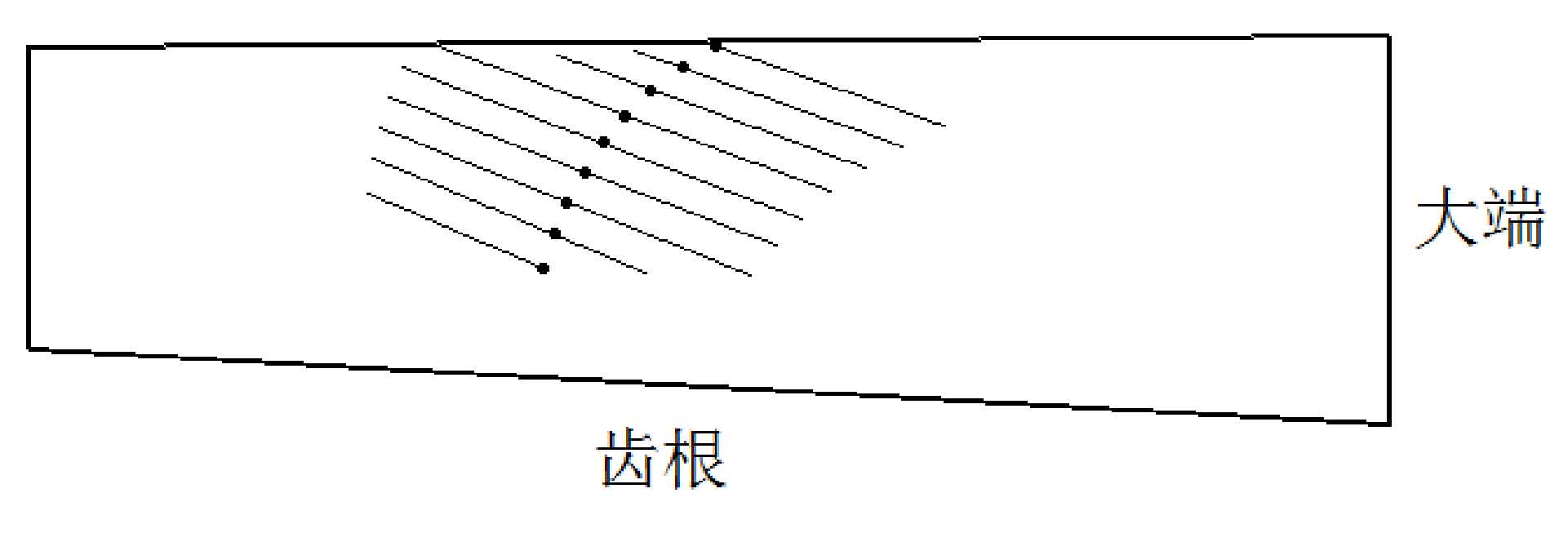
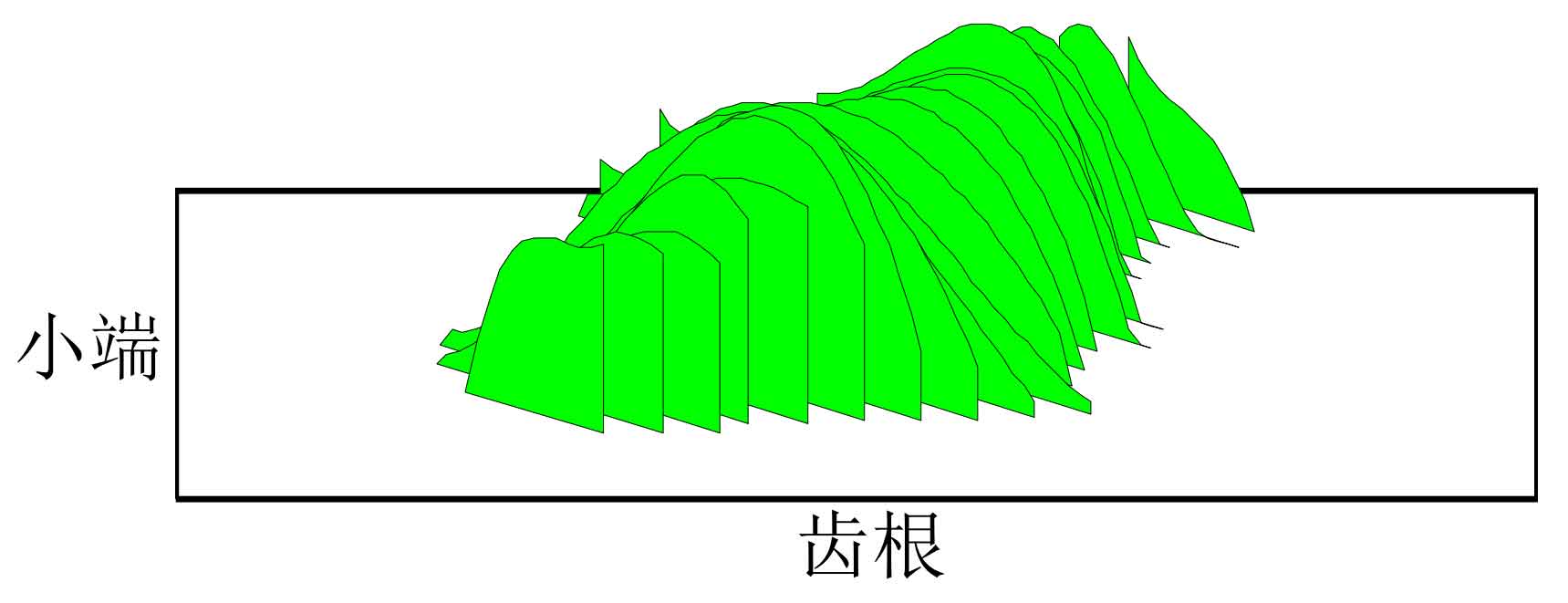
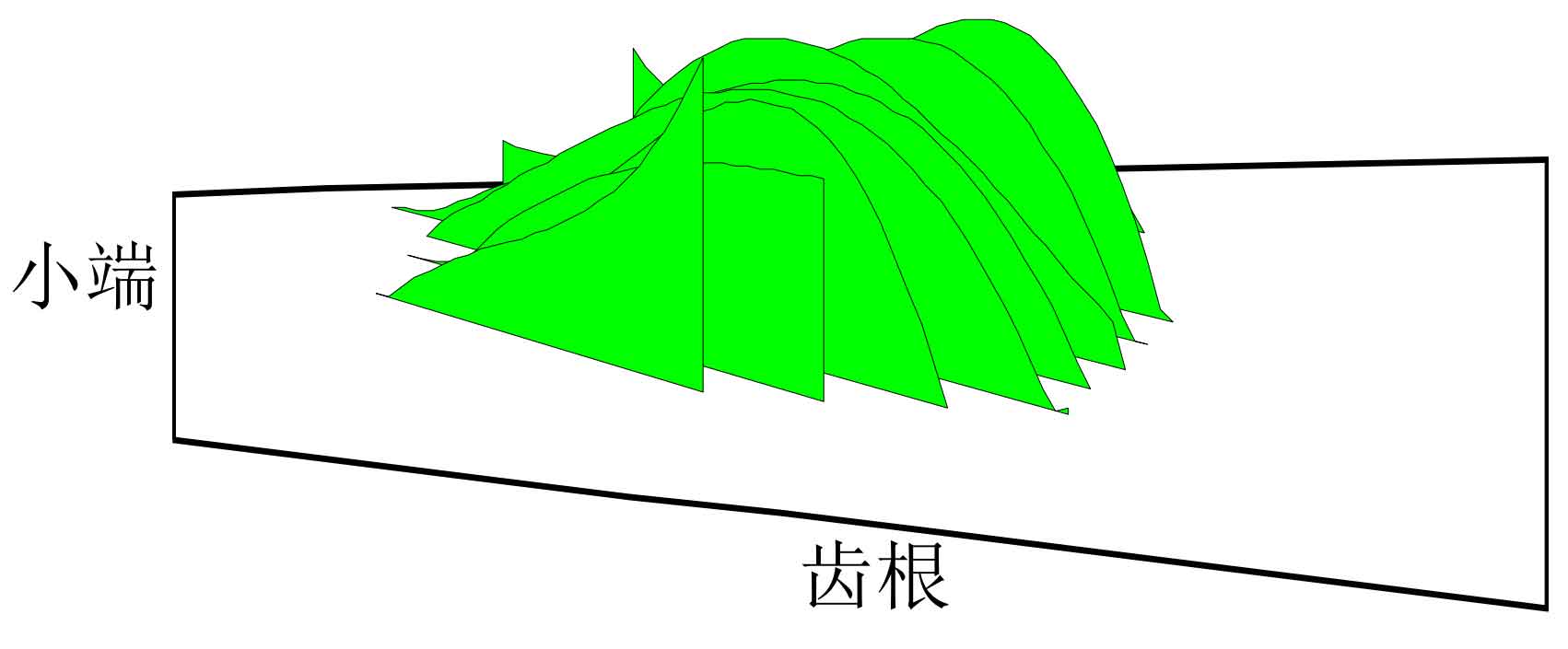
Figure 1 shows the contact marks on the working surface of the large wheel of the spirac axle gear pair, and Figure 2 shows the contact marks on the working surface of the large wheel of the Gleason HFT arc involute hypoid gear pair with the same basic parameters (modulus, number of teeth, pitch diameter and average pressure angle). It can be seen that under this set of parameters, an approximate straight contact trace is obtained, while the contact trace of the Gleason system is obviously curved, Figure 3 and Figure 4 show the corresponding tooth surface load distribution under 711n · m load torque.
For the contact area of the tooth surface under light load, the cycloid contour teeth generally stipulate that: the convex surface of the driven wheel is located at 40%-60% of the tooth width and the high middle of the tooth, the concave surface is located at 40%-60% of the larger end in the middle of the tooth width, and the direction of the tooth height is located at 40%-60% in the middle. When the load increases, the contact area moves to the small end, and finally extends to the full tooth surface along the direction of the tooth height and width; The light load contact area of circular arc involute teeth is generally designed at the smaller end, and expands to the larger end after being loaded.
(3) Strength and service life
The tip of the small end of the circular arc involute tooth shrinks, and the bending strength is not enough; However, the width of the top of the cycloid constant height gear gradually decreases from the big end to the small end, which may lead to the situation that the width of the top of the small end of the small wheel is too small, which will cause “burning” due to high temperature during heat treatment. There is no comparative literature on whether the bending strength and contact strength of Cycloid Teeth with equal height are significantly better than that of circular arc involute teeth, which needs to be verified by bench test. However, the service life of cycloid gear in truck bridge is much longer than that of arc involute gear.
(4) Noise
Gear lapping technology can improve the tooth surface roughness and reduce the noise of hypoid gear pair. The cycloid contour teeth with heat treatment and gear lapping process have good noise test results on light and heavy axles [199]; Because of the technology of grinding teeth after heat treatment, the tooth surface accuracy of circular arc involute teeth is better than that of Cycloid Teeth, so circular arc involute teeth are still used in high-end cars and high-end commercial vehicles.