
The conical gear is a straight tooth with a module of 5 and a number of teeth of 20. The designed gear hobbing tooling is driven by the rotation of the workbench on the gear hobbing machine, and the tooling and workpiece rotate. 20 tooth profiles are rolled respectively by the generating motion of the gear hobbing cutter and the conical gear.
1. Tooling structure
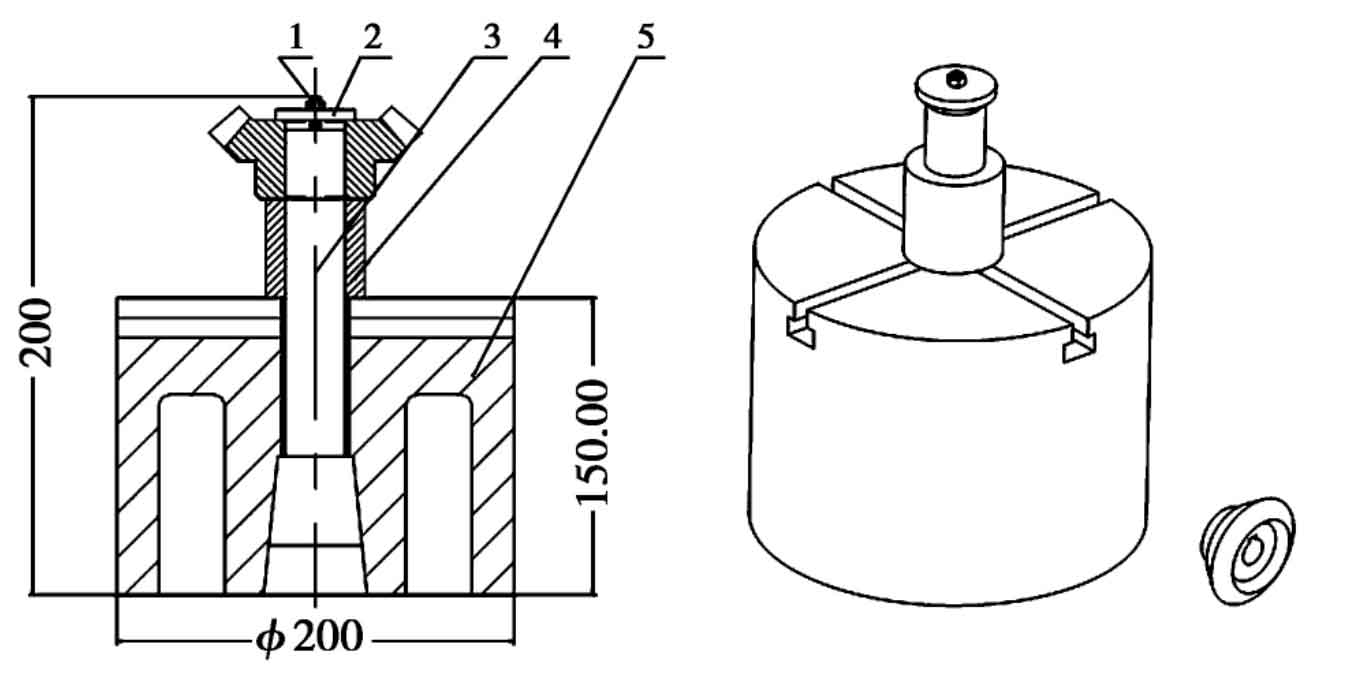
The structure of conical gear hobbing tooling is shown in Figure 1, which is mainly composed of cover plate, mandrel, sleeve, workbench, nut M5, etc.
2. Working principle of tooling
Assemble the mandrel and sleeve on the worktable of the gear hobbing machine, assemble the conical gear on the mandrel, contact one end face of the conical gear with the sleeve, press the cover plate on the conical gear, clamp the conical gear with the nut, fit the conical surface of the mandrel with the conical hole of the worktable, and process the tooth shape of the conical gear through the development movement of the hob and the conical gear. The conical gear teeth processed by using the self-designed conical gear hobbing tooling meet the dimensional accuracy required by the drawing, ensure the consistency of mass production, solve the problem of low processing efficiency, and improve the work efficiency and various performance indexes of the product.
3. Design of main parts of conical gear hobbing tooling
(1) cover plate. The design of the cover plate is shown in Figure 2. This part is the fastener of the conical gear, which is connected with the mandrel, conical gear, nut and other parts respectively. The cover plate is made of Q235-A ordinary carbon steel with good economy.

(2) mandrel. The part is not only the positioning part of tooling and machine tool, but also the positioning part of conical gear and tooling. It is respectively connected with cover plate, sleeve, workbench, nut and other parts. Mandrel design Φ The dimensional tolerance of 30g6 outer circle, the dimensional tolerance of the hole on the matching conical gear and the hole on the sleeve are Φ 30h7, so the fit of mandrel with conical gear and sleeve is clearance fit. Mandrel outer circle Φ The surface roughness of 30g6 and 1 ∶ 10 conical surface is ra1 6, and its radial runout is 0 01 mm, so the process is arranged to grind under one clamping. The mandrel material is 45# medium carbon quenched and tempered structural steel, which has high strength, good machinability, toughness, plasticity and wear resistance after quenching and tempering treatment.
(3) sleeve. The part is the axial positioning part of the conical gear, which is respectively connected with the mandrel, worktable, workpiece and other parts. Sleeve design Φ The dimension tolerance of 30h7 inner hole and the outer circle dimension tolerance of its matched mandrel are Φ 30g6, so the fit between sleeve and mandrel is clearance fit. Sleeve inner hole Φ The surface roughness of 30h7 is RA3 2. Therefore, the process is arranged for grinding. The sleeve material is 45# medium carbon quenched and tempered structural steel, which has high strength, good machinability, toughness, plasticity and wear resistance after quenching and tempering treatment.
(4) workbench. The design of the workbench is shown in Figure 3. This part is used to connect the mandrel, sleeve and other parts. It is the basic part of the tooling. HT200 gray cast iron is selected as the material of the worktable for annealing treatment. It is required that the blank shall not have casting defects such as porosity and shrinkage porosity, so as to ensure that the worktable has certain mechanical strength and vibration damping.

Through part analysis, process specification design and fixture design, the production application shows that it not only improves the machining accuracy of conical gear, but also reduces the labor intensity of operators, shortens the production cycle, greatly improves the productivity and ensures the product quality.