
Cylindrical gears are critical transmission components in heavy machinery, such as trucks and engineering equipment, with enormous market demand. Currently, the mass production of large-modulus spur gears in many regions still relies on traditional cutting methods. This approach struggles to meet the modern requirements for efficiently producing high-performance, low-cost gear components. Existing precision forming processes often face challenges like incomplete tooth tip filling, excessively high forming loads, premature die wear and cracking, and unsatisfactory gear accuracy. The level of process development and die design directly impacts the overall economic cost of gear production and the advancement of manufacturing technology.
This article explores an innovative cold extrusion process for manufacturing a sun gear used in a truck wheel-edge reducer. The focus is on developing a feasible, high-efficiency forming scheme and optimizing the critical die structure to enable industrial-scale production.
Analysis of the Target Cylindrical Gear and Process Design
Part Analysis
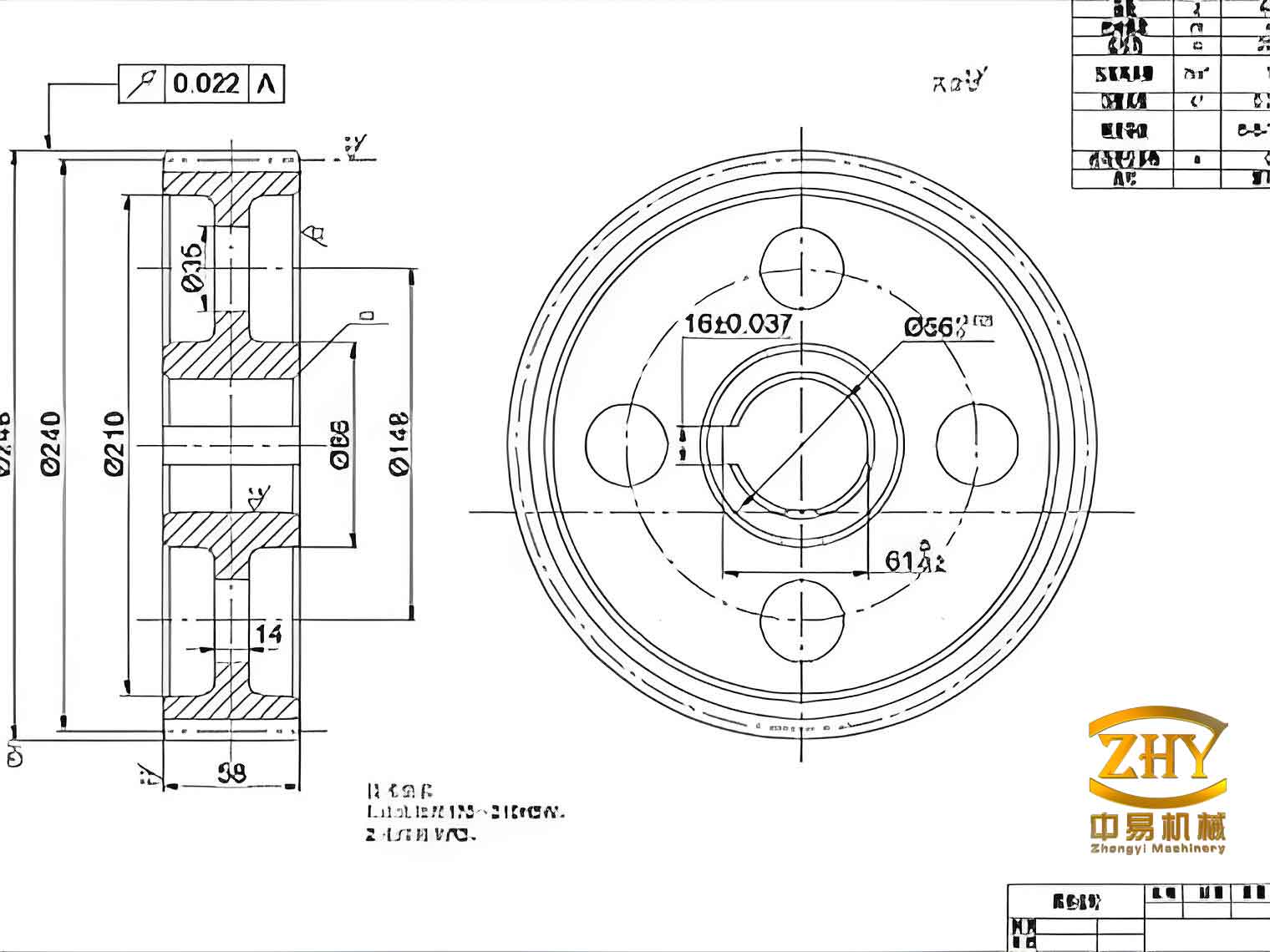
The subject of this study is a sun gear characterized by an external spur gear and an internal involute spline. The accurate forming of this cylindrical gear component necessitates three essential steps: forming the external teeth, forming the internal teeth, and precision sizing (finishing) the external teeth to achieve the required gear accuracy.
| Involute Spline Parameters | Spur Gear Parameters |
|---|---|
| Number of Teeth Z: 26 | Number of Teeth Z: 23 |
| Module M: 2 mm | Module M: 4 mm |
| Pressure Angle: 30° | Pressure Angle: 20° |
| Pitch Diameter: 52 mm | Pitch Diameter: 92 mm |
| Major Diameter: 55+0.30 mm | Base Diameter: 86.452 mm |
| Minor Diameter: 50+0.160 mm | Start of Active Profile Diameter: 90.1 mm |
| Profile Shift Coefficient: +0.0095 | Profile Shift Coefficient: +0.397 |
Forming Process Schemes
Three distinct cold extrusion process schemes were devised based on the sequence of forming the internal and external teeth.
Scheme 1: Simultaneous Extrusion of Internal & External Teeth + External Tooth Sizing. This one-step approach aims to form both tooth sets simultaneously using a combined punch, followed by a separate sizing operation for the external cylindrical gear.
Scheme 2: Continuous Cold Extrusion of External Teeth + Combined Sizing/Internal Tooth Extrusion. This two-step method involves first forming the external teeth via a continuous (“part-presses-part”) extrusion process. Subsequently, the pre-formed external gear is placed in a sizing die where a single stroke both finishes the external tooth profile and extrudes the internal spline.
Scheme 3: Continuous Cold Extrusion of External Teeth + External Tooth Sizing + Machining of Internal Teeth. This scheme also uses continuous extrusion for the external cylindrical gear, followed by a dedicated cold sizing operation to improve gear accuracy. Finally, the internal spline is machined via broaching.
Numerical Simulation and Scheme Determination
Finite Element Method (FEM) simulations were conducted for each scheme to analyze forming quality, material flow, stress, and strain.
The simulation of Scheme 1 revealed a critical flaw: during the formation of the external cylindrical gear, the severe plastic deformation and material flow caused significant distortion and even complete closure of the simultaneously formed internal teeth, invalidating the one-step objective.
Scheme 2 successfully demonstrated the feasibility of the continuous cold extrusion process for the external gear. However, the combined sizing/internal extrusion stage showed that the finished external tooth profile underwent slight plastic deformation during the internal tooth extrusion, compromising the intended gear accuracy from the sizing operation.
Scheme 3 proved effective. The continuous extrusion process for the cylindrical gear worked as intended. A separate, simple push-through sizing operation could then be applied to improve the external gear’s accuracy without interference, and the internal teeth could be reliably formed by broaching.
A comprehensive evaluation based on material utilization, production efficiency, and technical feasibility identified Scheme 3 as the optimal process route for the cylindrical gear.
Optimization of Extrusion Die Cavity Parameters
The geometry of the continuous extrusion die cavity significantly influences forming load and part quality. Two key parameters were analyzed: the die entrance angle (α) and the split thickness (b) at the cavity entry.
Finite element simulations with varying α (40° to 60°) and a fixed b=1mm showed that increasing α reduces the maximum forming load. This is because, despite a longer contact surface, the streamlined design of the cavity reduces frictional power loss more than the increase in shear power. The maximum load for the 1/23 model segment decreased by approximately 15% from α=40° to α=60°. Furthermore, a larger α decreases defects like the convex bulge at the bottom, the concave dent at the top, and the underfill (shrinkage) at the bottom tooth tips.
Simulations with varying b (1mm to 3mm) and a fixed α=45° indicated that split thickness has little effect on the maximum load or the top/bottom surface defects. However, a smaller b significantly reduces the underfill amount and length at the bottom tooth tips of the cylindrical gear.
Considering both forming load reduction and manufacturability of the die, an entrance angle α=55° and a split thickness b=1mm were selected as optimal.
Optimal Design of the Combined Extrusion Die
Forming large-modulus cylindrical gears requires extremely high pressure. A monolithic die cavity is prone to longitudinal cracking due to excessive tangential tensile stress. A prestressed combined die structure, comprising multiple concentric rings assembled with interference fits, is essential to induce beneficial compressive stresses that counteract the working tensile stresses, thereby preventing failure and extending die life.
Traditional design formulas for combined dies are inadequate for the complex, non-cylindrical cavity of a gear extrusion die. Therefore, an optimization strategy integrating Design of Experiments (DOE), Finite Element Analysis (FEA), Kriging surrogate modeling, and a Genetic Algorithm (GA) was employed.
Kriging Surrogate Model Theory
The Kriging model is a semi-parametric interpolation technique ideal for approximating nonlinear, computationally expensive simulations. It combines a global polynomial trend model with a localized stochastic process. The general form is:
$$y(\mathbf{x}) = \mathbf{f}^T(\mathbf{x})\boldsymbol{\beta} + Z(\mathbf{x})$$
where $\mathbf{f}^T(\mathbf{x})\boldsymbol{\beta}$ represents the global trend (e.g., a polynomial), and $Z(\mathbf{x})$ is a stationary Gaussian process with mean zero, variance $\sigma^2$, and a correlation function $R$ that depends on the distance between points. A common correlation function is the Gaussian kernel:
$$R(\boldsymbol{\theta}, \mathbf{x}^{(i)}, \mathbf{x}^{(j)}) = \prod_{k=1}^{n} \exp\left(-\theta_k (x_k^{(i)} – x_k^{(j)})^2\right)$$
Given $m$ sample points, the predicted response at a new point $\mathbf{x}^{(0)}$ is:
$$\hat{y}(\mathbf{x}^{(0)}) = \mathbf{f}^T(\mathbf{x}^{(0)})\hat{\boldsymbol{\beta}} + \mathbf{r}^T(\mathbf{x}^{(0)}) \mathbf{R}^{-1}(\mathbf{y} – \mathbf{F}\hat{\boldsymbol{\beta}})$$
where $\mathbf{r}$ is the correlation vector between $\mathbf{x}^{(0)}$ and the sample points, $\mathbf{R}$ is the correlation matrix of the sample points, $\mathbf{F}$ is the design matrix of the trend model, and $\hat{\boldsymbol{\beta}}$ is the estimated trend coefficient vector.
Optimization Problem Setup
A three-layer combined die (core die, middle ring, outer ring) was designed. Six key structural parameters were chosen as design variables:
| Variable | Description | Range |
|---|---|---|
| $D_1$ | Equivalent inner diameter of the core die cavity | [84.5, 103.1] mm |
| $N_2$ | Diameter ratio $D_2/D_1$ (Core outer dia / Core inner dia) | [1.55, 1.8] |
| $N_3$ | Diameter ratio $D_3/D_1$ (Middle ring outer dia / Core inner dia) | [2.45, 3.25] |
| $N_4$ | Diameter ratio $D_4/D_1$ (Outer ring outer dia / Core inner dia) | [4, 6] |
| $\lambda_2$ | Interference coefficient $2U_2/D_2$ between core and middle ring | [0.0025, 0.0045] |
| $\lambda_3$ | Interference coefficient $2U_3/D_3$ between middle and outer ring | [0.002, 0.004] |
The objective was to minimize the maximum equivalent (von Mises) stress ($Y$) in the core die during the forming stage to prevent fatigue failure.
Construction and Optimization of the Kriging Model
1. Sampling: A Latin Hypercube Sampling (LHS) plan generated 28 sets of design variables within the specified ranges.
2. FEA for Training Data: For each sample set, a 3D elastic FEA model of the 3-tooth combined die segment was built. The forming load from the process simulation was mapped onto the core die surface to simulate working conditions. The maximum equivalent stress in the core die was extracted as the response $Y$.
3. Model Building & Validation: A Kriging model was constructed using the 28 samples. Its accuracy was verified against two additional random sample points simulated via FEA. The model predictions showed excellent agreement with FEA results.
4. Global Optimization: A Genetic Algorithm was used to search the Kriging model for the design variable combination that minimizes the core die’s maximum stress.
The optimal design parameters found were:
$$
\begin{aligned}
D_1 &= 88.35 \text{ mm}, \quad N_2 = 1.7872, \quad N_3 = 3.0329, \quad N_4 = 4.0001, \\
\lambda_2 &= 0.0025, \quad \lambda_3 = 0.0021.
\end{aligned}
$$
This corresponds to nominal dimensions and interferences of: $D_2=157.90$ mm, $D_3=267.96$ mm, $D_4=353.49$ mm, $U_2=0.20$ mm, $U_3=0.28$ mm.
Verification of the Optimized Cylindrical Gear Die
An FEA model with the optimized parameters was analyzed. The results confirmed the effectiveness of the design:
The maximum equivalent stress in the core die was approximately 1600 MPa, located at the split zone entry and tooth groove relief area. This is significantly below the allowable stress (≈3200 MPa) for the core material (YG15 hard metal).
More importantly, the stress state analysis showed that the tangential (hoop) stress on the inner surface of the die cavity remained compressive throughout the working cycle. The prestress from the interference fits successfully counteracted the working tensile stresses, eliminating the root cause of longitudinal cracking. This validated the optimization strategy for complex cylindrical gear die cavities.
Production Trial of the Cylindrical Gear
The optimized process (Scheme 3) and die design were implemented in a production trial. The billet material was 20CrMnTi steel, prepared through hot forging, spheroidizing annealing, precision turning, and coating with an environmentally friendly water-based polymer lubricant.
The continuous cold extrusion was performed on a 630-ton hydraulic press. The trial successfully produced external gear profiles. The formed part geometry closely matched the simulation predictions, exhibiting the expected bottom convexity and top concavity. Crucially, the optimized combined die showed no signs of tooth breakage or cracking during the trial.
The as-extruded cylindrical gear achieved a profile accuracy of grade 7-8, but lead accuracy was unstable (grade 10-12). Subsequent turning and shaving of the external teeth improved both profile and lead accuracy to grade 7. After normalizing, the internal spline was broached. The final sun gear component met all quality and precision requirements.
Conclusions and Outlook
This study successfully developed a viable continuous cold extrusion process for a large-modulus cylindrical gear (sun gear). The key conclusions are:
1. Among three proposed schemes, the process involving continuous cold extrusion of external teeth, followed by cold sizing and internal spline broaching, was identified as optimal based on material utilization, efficiency, and feasibility.
2. Optimizing the extrusion die cavity geometry with an entrance angle α=55° and split thickness b=1mm resulted in a relatively lower forming load and improved part quality for the cylindrical gear.
3. An optimization strategy integrating DOE, FEA, Kriging modeling, and GA was effectively applied to design the complex prestressed combined die. The optimized structure ensured the core die operates under safe compressive hoop stress, preventing longitudinal cracking.
4. The production trial validated the simulation accuracy and optimization results. The formed cylindrical gear profile matched predictions, and the die performed reliably. Post-extrusion shaving and broaching yielded a final product meeting all specifications.
Future work could focus on exploring more advanced forming sequences, conducting multi-objective optimization of process parameters, and optimizing the cold sizing allowance and die design to fully realize the potential of this cylindrical gear manufacturing process for industrial production.