
Various defects produced during heat treatment of gears will have potential or obvious adverse effects on their quality and service life. The effects of several main defects are briefly described.
1. Cracks
Local fracture of metallic materials is called crack. Local fracture. Cracks not only directly destroy the continuity of metal, but also most of the crack ends are very sharp, which is easy to cause stress concentration, promote the early failure of gears under low stress and cause accidents.
The causes of cracks in heat treatment are the result of stress concentration caused by the separate or combined action of thermal stress and structural stress, but the specific causes are relatively complex, which can be divided into three categories:
(1) cracks generated during material forging and machining further expand during heat treatment;
(2) the raw material itself has defects (component segregation and uneven carbide, many inclusions and structural defects, etc.), which promote the generation and development of cracks during heat treatment;
(3) due to improper heat treatment process specification or operation, cracks (even micro cracks) appear on the gear, which reduces its mechanical properties, especially the fatigue strength It is easy to break teeth in use.
2. Hardness
Too high or too low hardness value will have an adverse impact on the gear. High hardness will lead to low plasticity and toughness, which is easy to cause gear peeling and tooth folding; Low hardness will reduce fatigue strength and wear resistance, resulting in excessive wear and failure. As shown in Figure 1.
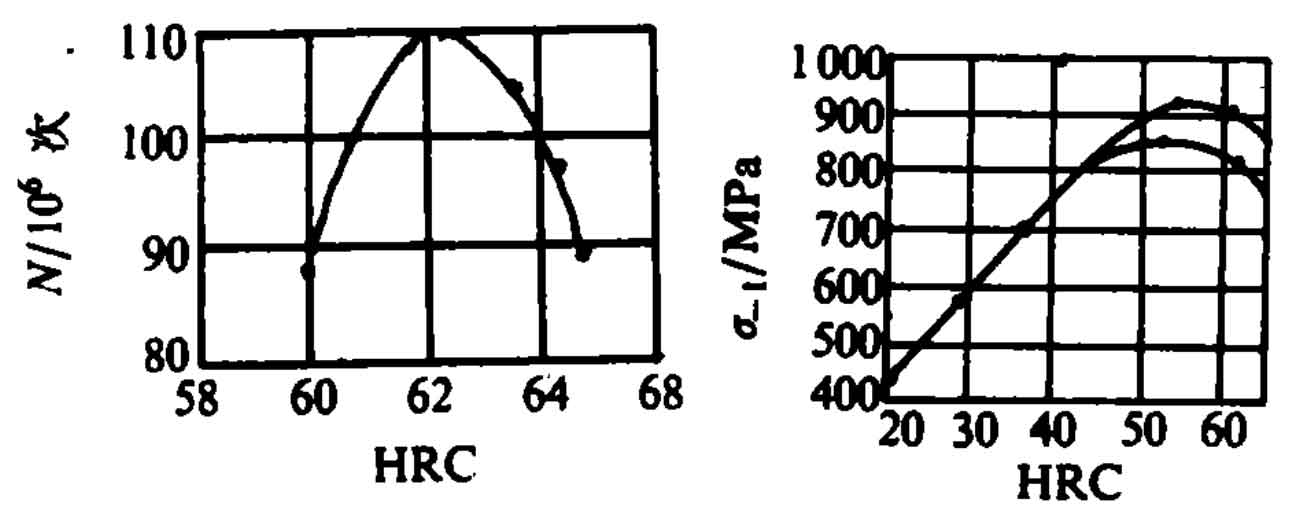
It can be seen from Figure 1 that the hardness of hard tooth surface gear used in forestry machinery should be HRC60 ~ 63, and the fatigue strength value is also very high.
In addition, the phenomenon of uneven local hardness sometimes occurs in the heat treatment of gears, which is also a reason for the early failure of gears.
3. Hardened layer depth
The fatigue strength and bending strength of carburized parts are comprehensively affected by carburized layer depth, carburized layer structure, surface residual stress and core strength, as shown in Figure 2.
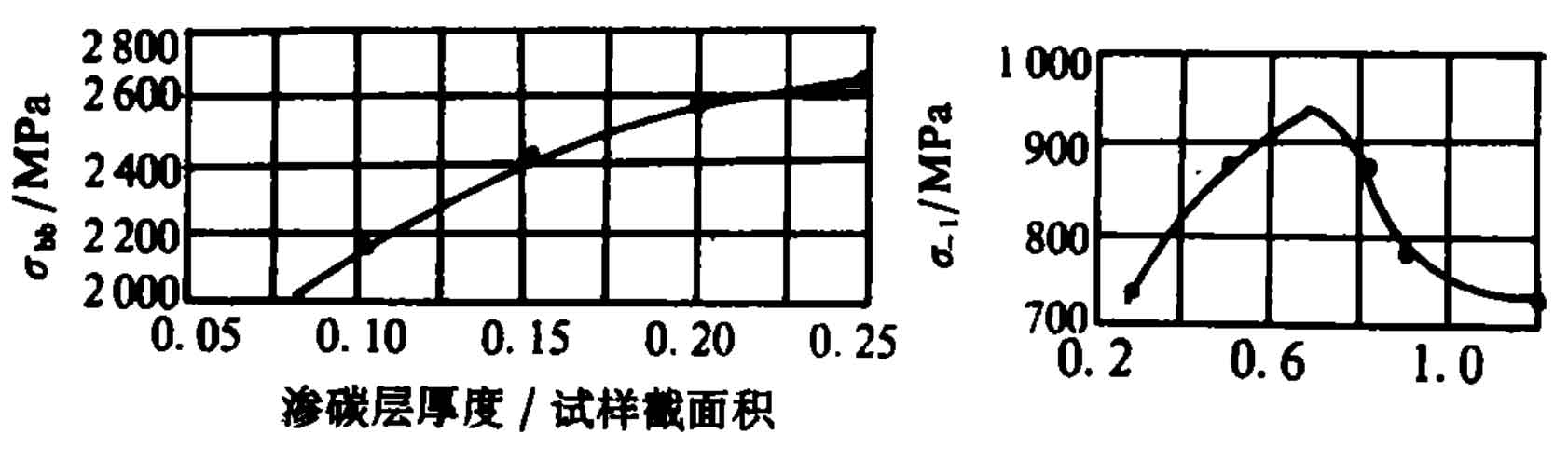
Generally speaking, with the increase of carburizing thickness, the fatigue strength and flexural strength also increase. However, when the carburized thickness exceeds 0.7 mm, the strength begins to decrease. Therefore, the actual conditions such as bearing load shall be considered and the appropriate carburizing layer shall be selected.
4. Microstructure
The macroscopic mechanical properties of metal materials depend on their microstructure. The effect of microstructure on fatigue strength is greater than that of chemical composition. At the same tensile strength, improving the microstructure has an obvious effect on improving the fatigue strength of metal materials.
Tempered martensite has the best fatigue properties in quenched and tempered high strength steel. Fig. 3 shows the relationship between bending fatigue limit and tempering temperature of quenched 45 steel smooth specimen. 40Cr and 40MnB have generally similar figures as shown in Figure 3.
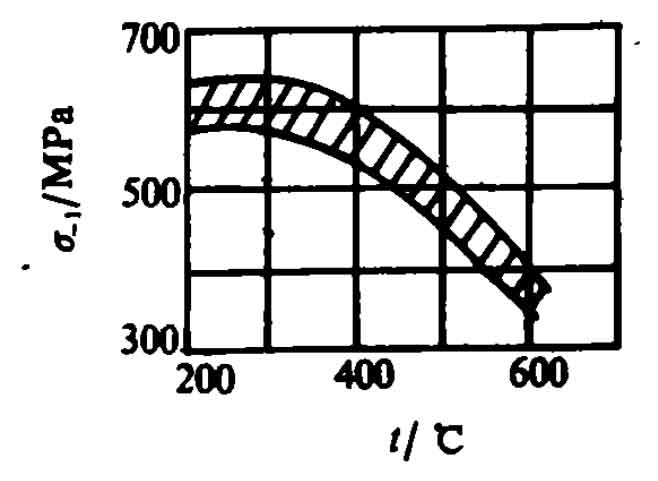
The higher the tempering temperature, the lower the fatigue limit and the heavier the yield. Therefore, after the gear is quenched with medium carbon steel and tempered at low and medium temperature, its structure can have high tensile strength under certain plastic toughness, so the fatigue limit is also very high. At the same time, it also has high overload resistance and low fatigue notch sensitivity.
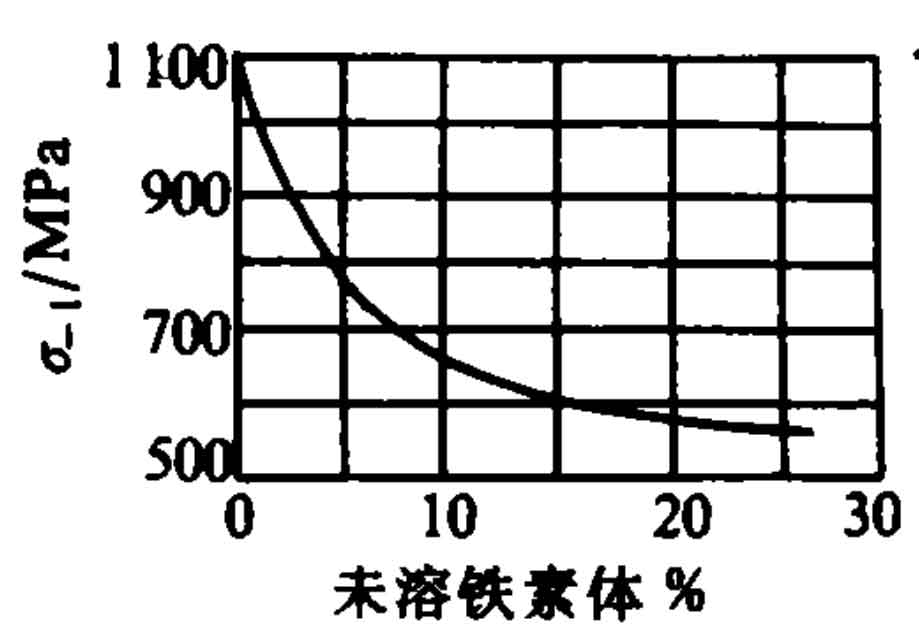
The content of non martensitic structure in quenched steel has a great influence on fatigue strength. Even if the steel contains 5% non martensitic structure, the fatigue limit will be reduced by about 10%.
With the increase of undissolved ferrite, the fatigue limit decreases significantly (see Figure 4). The shape of insoluble ferrite also seriously affects the fatigue limit and impact toughness.
In addition, the grain size in the structure and the decarburization phenomenon in surface heat treatment also affect the fatigue life of the material.
It should be pointed out that while emphasizing the improvement of the hardness and wear resistance of the gear surface, the strength of the gear core structure should not be too low (HRC 30 ~ 35), otherwise it is easy to produce fatigue cracks in the transition zone, resulting in the crushing and peeling of the surface formed in the early stage, which greatly reduces the service life of the parts.
5. Deformation
In the process of heat treatment, due to the uneven action of thermal stress and tissue stress, the final part will inevitably cause slight or obvious deformation, which will reduce the gear accuracy. The existence of internal stress is easy to induce cracks.
Through a comprehensive analysis of various heat treatment defects that may appear in the service process of hard tooth surface gears and the effects on bending strength and fatigue strength, it can be seen that it is very necessary to correctly select gear materials, reasonable heat treatment process and correctly use gears.