
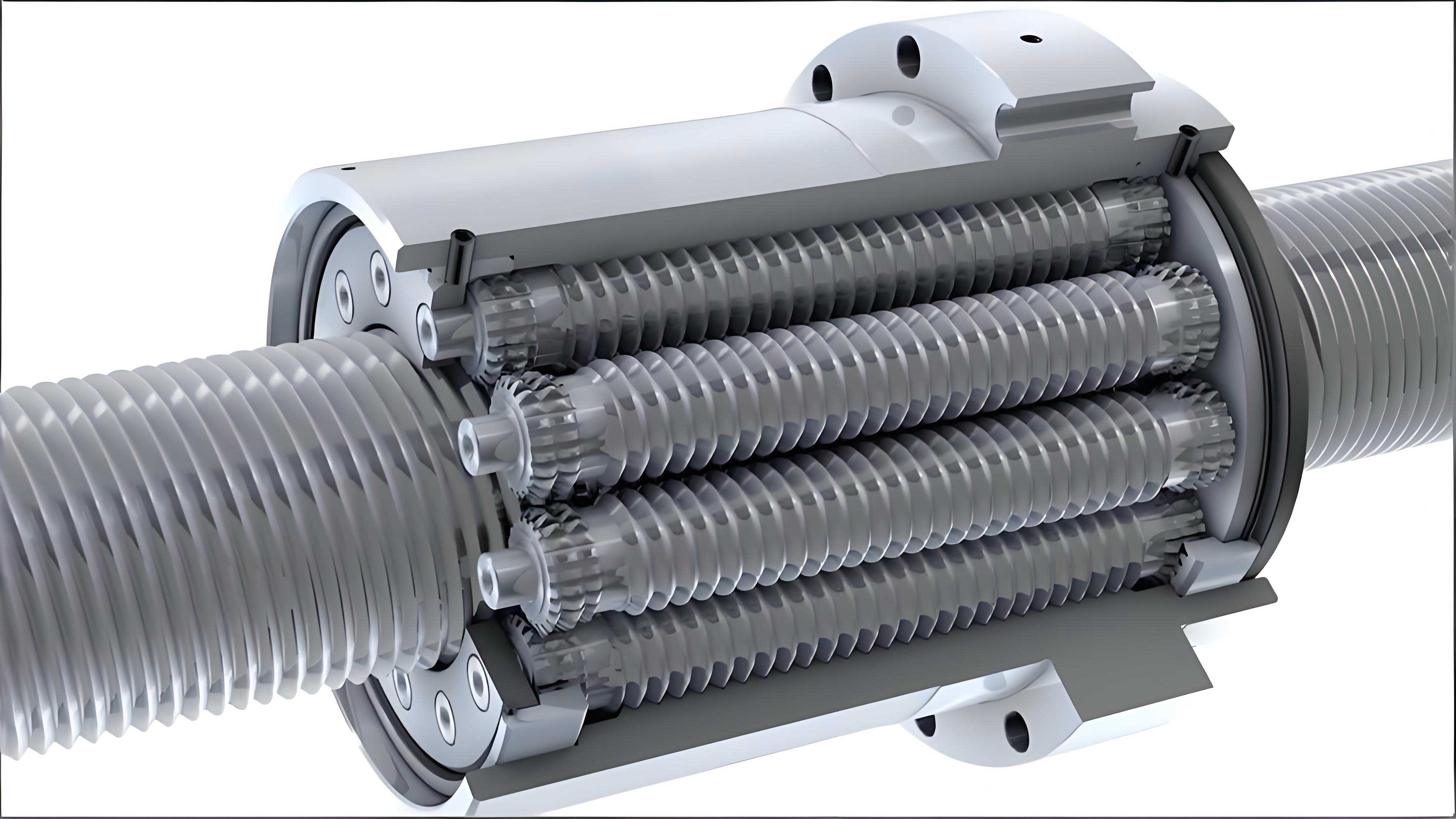
The transmission efficiency of a planetary roller screw assembly is a critical performance parameter, directly impacting the selection of driving motors, thermal management, and overall system energy consumption in high-end applications such as aerospace, precision machinery, and robotics. To meet the stringent requirements for factory testing and research on planetary roller screw assemblies, particularly those with large nominal diameters and high load capacities, a specialized measurement and control system was developed. This system is designed to operate with a dedicated test bench capable of evaluating the efficiency of planetary roller screw assemblies under torques up to 1000 N·m. The core of the system integrates a Siemens Programmable Logic Controller (PLC) for robust motion and load control, a National Instruments (NI) data acquisition system for high-fidelity signal measurement, and a LabVIEW-based human-machine interface for data processing, visualization, and storage. By employing a closed-loop control strategy based on the Proportional-Integral-Derivative (PID) algorithm for axial load application, the system achieves precise and real-time measurement of force, torque, and rotational speed, enabling the accurate calculation of transmission efficiency across various operational conditions.
The fundamental principle of the test bench revolves around measuring the input and output power of the planetary roller screw assembly under test. The assembly can be tested in two primary transmission modes: forward transmission (rotary input, linear output) and reverse transmission (linear input, rotary output). Each mode involves both clockwise and counterclockwise rotation tests.
In the forward transmission efficiency test, the screw is driven to rotate by the servo motor, which causes the nut to move linearly. An axial resistive force is applied to the nut. The forward transmission efficiency, denoted as $\eta_1$, is calculated by the ratio of output linear power to input rotational power:
$$
\eta_1 = \frac{F_1 \cdot V_1}{T_1 \cdot \omega_1} \times 100\%
$$
where $F_1$ is the measured axial force on the nut (N), $V_1$ is the linear velocity of the nut (m/s), $T_1$ is the input torque on the screw (N·m), and $\omega_1$ is the input angular velocity of the screw (rad/s).
Conversely, in the reverse transmission efficiency test, the nut is driven linearly, causing the screw to rotate. A resistive torque is applied to the screw. The reverse transmission efficiency, $\eta_2$, is given by:
$$
\eta_2 = \frac{T_2 \cdot \omega_2}{F_2 \cdot V_2} \times 100\%
$$
where $T_2$ is the output torque from the screw (N·m), $\omega_2$ is the output angular velocity of the screw (rad/s), $F_2$ is the input axial force driving the nut (N), and $V_2$ is the linear velocity of the nut (m/s).
From these efficiency values, the frictional losses within the planetary roller screw assembly can be quantified. The forward and reverse transmission friction torques, $M_1$ and $M_2$ respectively, are derived as follows:
$$
M_1 = T_1 \cdot (1 – \eta_1)
$$
$$
M_2 = \frac{F_2 \cdot V_2}{\omega_2} \cdot (1 – \eta_2)
$$
The theoretical driving torque $T$ required for a given axial load $F$ in a forward transmission scenario can be estimated using the standard lead screw equation, which is also applicable to the planetary roller screw assembly:
$$
T = \frac{P \cdot i \cdot F}{2 \pi \cdot \eta}
$$
where $P$ is the lead of the screw (m), $i$ is the reduction ratio (if any), and $\eta$ is the expected transmission efficiency.
Given the wide range of planetary roller screw assembly sizes to be tested (nominal diameters from 20 mm to 80 mm), a single test rig could not optimally cover the entire force and torque spectrum. Therefore, two distinct mechanical test frames were designed, sharing a common electronic measurement and control system. The smaller test frame is designated for assemblies with diameters ranging from 20 mm to 39 mm, while the larger frame handles assemblies from 39 mm up to 80 mm. This dual-frame approach ensures that sensors and loading mechanisms operate within their optimal ranges, maximizing measurement accuracy. The control system intelligently routes signals and commands to the appropriate frame based on the test configuration.
| Test Frame | Planetary Roller Screw Assembly Diameter Range | Primary Torque Range | Primary Force Range |
|---|---|---|---|
| Small Frame | Φ20 mm – Φ39 mm | Up to ~200 N·m | Up to ~50 kN |
| Large Frame | Φ39 mm – Φ80 mm | Up to 1000 N·m | Up to ~150 kN |
The architecture of the measurement and control system is a synergistic blend of real-time control and high-speed data acquisition. It can be logically partitioned into three layers: the sensor layer, the data acquisition and control layer, and the supervision and analysis layer.
The sensor layer includes all transducers necessary to capture the state of the planetary roller screw assembly under test. Key measurements are:
- Axial Force: Measured by high-precision tension/compression load cells.
- Torque and Speed: Measured by rotary torque transducers with integrated speed (encoder) measurement.
- Linear Displacement: Measured by high-accuracy linear optical encoders (linear scales).
- Rotary Position: Measured by incremental encoders on the drive motors and screw.
The data acquisition and control layer forms the system’s core. The Siemens S7-1500 PLC serves as the main real-time controller. It handles two primary tasks: executing motion control sequences for the servo drives via PROFINET communication and implementing the PID control loop for the axial load. The load is applied using a magnetorheological or electromagnetic brake (referred to here as a magnetic particle brake). The PLC reads the force feedback from the load cell via an analog input module, compares it to the setpoint, and adjusts the brake’s control signal to maintain the desired load accurately.
Simultaneously, all sensor signals are acquired synchronously by NI data acquisition hardware (e.g., PCIe-6221 for analog, PCIe-6601 for digital). Signals involved in the control loop (like the primary force feedback) are shared with the PLC. All raw sensor data is streamed to the supervision layer.
The supervision and analysis layer is implemented in LabVIEW on a host industrial computer. The LabVIEW application provides the user interface for test configuration (selecting test frame, setting speed, load profile), real-time monitoring of all parameters, and data logging. It calculates transmission efficiency in real-time using the formulas above. Furthermore, it manages the test sequence, sending high-level commands (start, stop, setpoints) to the PLC via a TCP/IP communication protocol. Post-test, the software enables detailed data analysis, visualization, and report generation.
The hardware implementation is meticulously designed for accuracy, reliability, and flexibility. The main power distribution system is segregated into three circuits: a servo power circuit for the drive motors, a DC power circuit for sensors, controllers, and the magnetic brake amplifier, and a general AC power circuit for ancillary equipment.
The control system centers on the Siemens S7-1500 PLC. Its configuration includes a central processing unit (CPU), digital and analog I/O modules for interfacing with limit switches, control buttons, and the brake amplifier, and a communication module for PROFINET. The servo system consists of SINAMICS S120 drives with a CU320-2PN control unit. Two motor modules are configured to drive the primary servo motor (for rotary input) and a potential secondary actuator (for linear input in reverse tests), both controlled seamlessly by the PLC over PROFINET.
The PID control loop for axial load is critical for test accuracy. The system uses the force feedback signal as the process variable (PV). The LabVIEW interface or a pre-programmed test profile provides the setpoint (SP). The PLC executes the PID algorithm, calculating the control variable (CV) output to the brake amplifier. The magnetic particle brake, acting as the final control element, applies the corresponding resistive torque/force to the planetary roller screw assembly. The key parameters of the PID controller (proportional gain, integral and derivative time) are tuned for each test frame to ensure fast response without overshoot and minimal steady-state error, typically achieving a load control accuracy within ±1% of the full scale.
| Component | Model/Type | Key Specifications / Purpose |
|---|---|---|
| Main Controller | Siemens S7-1516 CPU | Real-time logic and PID control |
| Servo Drive System | Siemens SINAMICS S120 with CU320-2PN | Precise control of rotary and linear motion |
| Axial Load Actuator | Magnetic Particle Brake with Power Amplifier | Generates programmable axial resistive force |
| Force Sensor (Small Frame) | R118B9 Load Cell with T093C Transmitter | 50 kN capacity, ±10V output |
| Force Sensor (Large Frame) | R118F3 Load Cell with T093C Transmitter | 150 kN capacity, ±10V output |
| Torque/Speed Sensor | DR-2800 Series (Multiple Ranges) | 10, 50, 200, 1000 N·m ranges; ±10V output for torque, TTL for speed |
| Linear Encoder | Heidenhain LB382 | High-resolution optical scale for position |
| Rotary Encoder | Heidenhain ROD420 | TTL signal for motor/screw position & speed |
| Data Acquisition | NI PCIe-6221, PCIe-6601 | Synchronous analog and digital input acquisition |
The measurement system is designed with precision in mind. For force measurement, two load cells with appropriate capacities (50 kN and 150 kN) are used with their respective signal conditioners, providing a stable ±10 V analog signal to the NI DAQ card. Torque is measured via non-contact rotary torque sensors. Multiple sensor heads with different ranges (10, 50, 200, 1000 N·m) are available and selected based on the expected torque of the specific planetary roller screw assembly under test. These sensors provide an analog voltage proportional to torque and a digital pulse train for speed. Linear and rotary positions are measured directly by high-grade optical encoders. Their digital signals (1 Vpp differential or TTL) are converted to single-ended signals and then acquired by the NI digital input card, ensuring precise and synchronized measurement of displacement and angle.
The software is architected for user-friendliness and powerful data handling. The LabVIEW front panel is divided into functional modules: a main navigation panel, a test configuration and execution panel, and a data review and reporting panel. The main panel allows selection between the two test frames and access to system calibration menus. The test execution panel is the core interface, displaying real-time plots of force, torque, speed, displacement, and calculated efficiency. It contains controls to set the test mode (forward/reverse), target speed, load profile (constant or stepped), and to start/stop the test.
Data acquisition is performed using high-speed, hardware-timed sampling loops in LabVIEW, ensuring all channels are sampled simultaneously. The acquired data is immediately processed to calculate efficiency and displayed. Simultaneously, it is streamed to disk in a structured binary or text format (like TDMS) for integrity and fast access. A separate module allows users to query historical test data, replot curves, and generate standardized test reports with key statistics.
The PLC program, developed in TIA Portal using Ladder Logic (LAD), is modular and event-driven. Key program blocks include:
– A main organizational block (OB1) cyclically executing the core logic.
– Function blocks (FBs) for servo motion control (point-to-point, velocity control).
– A dedicated FB for the PID control of the axial load.
– Communication blocks handling the TCP/IP data exchange with the LabVIEW host, receiving commands and sending status updates.
– Safety interlock routines monitoring limit switches and emergency stops.
To validate the performance of the measurement and control system, a series of tests were conducted on the small test frame. A planetary roller screw assembly with a nominal diameter of 27 mm and a lead of 10 mm was tested under forward transmission mode with clockwise rotation. The target was to maintain a constant axial load equal to 20% of its rated dynamic load capacity (20.78 kN) while varying the screw’s rotational speed (corresponding to nut speeds of 4, 8, and 12 mm/s). At each speed, measurements were taken at three different linear positions along the stroke to average out potential variations. The PID parameters were carefully tuned for this configuration.
| PID Parameter | Tuned Value |
|---|---|
| Proportional Gain (Kp) | 1.030968 |
| Integral Time (Ti) in seconds | 0.266345 |
| Derivative Time (Td) in seconds | 6.690862 |
| Sampling Time (Ts) in seconds | 1.0003 |
The system’s performance specifications aimed for a force loading accuracy within ±1% of full scale (FS), a torque measurement accuracy within ±0.5% FS, and an overall efficiency measurement accuracy within ±1%. The theoretical driving torque for the target load, assuming an ideal efficiency of 80%, was calculated as approximately 41.4 N·m using the lead screw equation.
The experimental results demonstrated the system’s capability. The measured axial force closely tracked the 20.78 kN setpoint across all speeds, with minimal deviation. The measured torque values were consistent and slightly higher than the theoretical ideal value, reflecting the actual friction losses within the planetary roller screw assembly. The calculated forward transmission efficiency showed a slight increase with rotational speed, a common trend due to viscous friction effects. The average results are summarized below:
| Nut Speed (mm/s) | Target Load (kN) | Measured Avg. Load (kN) | Measured Avg. Torque (N·m) | Calculated Avg. Efficiency (%) |
|---|---|---|---|---|
| 4 | 20.78 | 20.794 | 44.716 | 74.1 |
| 8 | 20.78 | 20.796 | 44.195 | 75.0 |
| 12 | 20.78 | 20.744 | 43.888 | 75.6 |
The data confirms that the measurement and control system met its design goals. The load control accuracy was well within the ±1% FS requirement. The measured torque and the resulting efficiency values were stable and repeatable across different positions and speeds. The system successfully characterized the performance of the planetary roller screw assembly, revealing its efficiency under the specified load and its dependency on operational speed.
In conclusion, a comprehensive and high-precision measurement and control system for evaluating the transmission efficiency of planetary roller screw assemblies has been successfully designed and implemented. The system’s architecture, featuring a robust PLC for closed-loop PID control and a flexible PC-based LabVIEW platform for data acquisition and analysis, provides a reliable and accurate testbed. The dual-frame hardware approach allows for the testing of a wide range of assembly sizes with optimal sensor utilization. Experimental validation on a small-frame test confirmed that the system achieves precise load control (±1% FS) and delivers consistent efficiency measurements. This system serves as a vital tool for quality assurance in manufacturing and for conducting detailed performance research on planetary roller screw assemblies, ultimately contributing to the development of more efficient and reliable motion systems in demanding engineering fields.