
In modern precision engineering, particularly in aerospace and robotics, the strain wave gear drive stands out as a critical component due to its high reduction ratio, compactness, and zero-backlash characteristics. At the heart of this system lies the flexible bearing, which undergoes complex cyclic deformations during operation, making its fatigue life a paramount concern for reliability. Traditional methods for assessing the fatigue life of flexible bearings involve testing the entire strain wave gear assembly, which consumes costly components like the flexspline and circular spline. This approach is not only expensive but also inefficient for dedicated bearing evaluation. Therefore, there is a pressing need for a specialized testing apparatus that can accurately simulate the actual working conditions of flexible bearings without the need for full assembly. This article presents the design, development, and validation of a novel fatigue life testing machine for flexible bearings used in strain wave gear drives. The design principle focuses on replicating the deformation and loading patterns experienced by the bearing in service, while the mechanical system integrates adjustable loading mechanisms and real-time monitoring sensors. By employing this apparatus, manufacturers can efficiently evaluate bearing durability, optimize designs, and reduce development costs. Throughout this discussion, the term “strain wave gear” will be emphasized to underscore its relevance in this context.
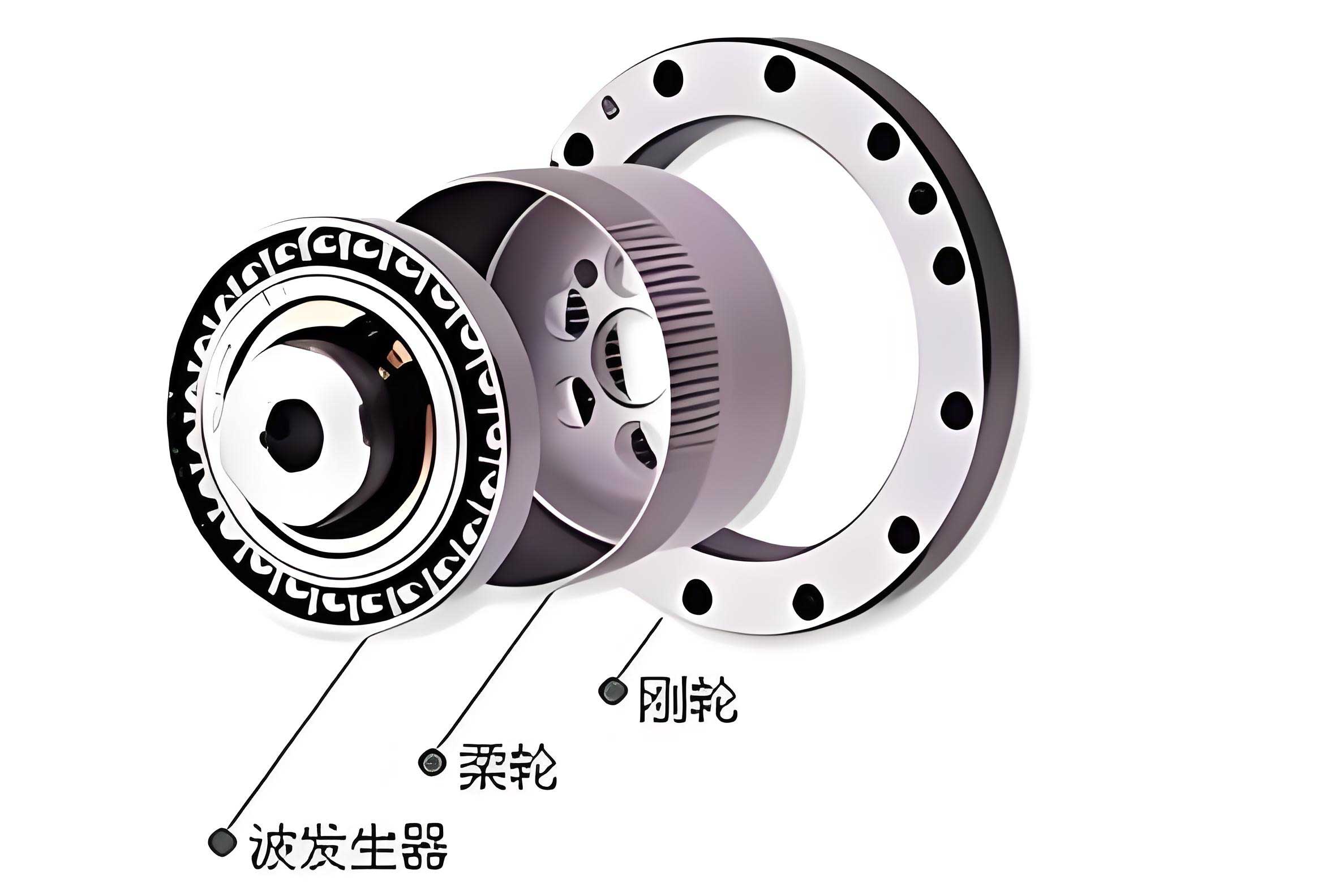
The fundamental operation of a strain wave gear involves three key components: the wave generator (comprising a cam and flexible bearing), the flexspline, and the circular spline. The flexible bearing, when mounted on the cam, deforms from its circular shape into an elliptical or wave-like contour, thereby transmitting motion and torque. This deformation subjects the bearing’s outer and inner rings to alternating stresses, leading to potential failure modes such as fatigue fracture of the outer ring or pitting on raceways and rolling elements. Understanding these failure mechanisms is essential for designing a representative testing setup. The fatigue life of a flexible bearing is influenced by factors like deformation magnitude, load distribution, and rotational speed, which differ significantly from conventional rolling bearings due to the dynamic strain wave action. Theoretical models, such as modified Lundberg-Palmgren equations, have been proposed to estimate contact fatigue life, but empirical validation through testing remains crucial. The proposed testing machine addresses this by simulating the bearing’s deformed state and applying controlled loads to mimic the flexspline’s interaction.
The design principle of the testing apparatus centers on recreating the deformation and loading environment of a flexible bearing within a strain wave gear. Instead of using the entire gear set, the system employs only the wave generator—consisting of the cam and the flexible bearing—with the cam fixed to a stationary frame. The bearing’s outer ring, which is deformed by the cam, is driven to rotate via a belt system that wraps around its protruding regions. This rotation ensures that every point on the outer ring undergoes cyclic stress, simulating the operational conditions. The belt’s contact angle with the bearing can be adjusted to represent the wrap angle of the flexspline around the bearing in an actual strain wave gear. Furthermore, the belt tension is modulated to replicate the distributed forces exerted by the flexspline under load. This approach effectively mimics the mechanical interaction between the bearing and the flexspline without requiring the flexspline or circular spline, thereby reducing consumable costs. The underlying mechanics can be described using Hertzian contact theory and strain energy principles. For instance, the stress distribution on the bearing outer ring due to belt pressure can be modeled as a distributed load over an arc length, analogous to the flexspline’s elastic enclosure. The relationship between belt tension (T) and the equivalent radial force (F_r) on the bearing can be expressed as:
$$F_r = 2T \sin\left(\frac{\theta}{2}\right)$$
where θ is the wrap angle of the belt around the bearing. This force induces bending moments and contact stresses that approximate those in a real strain wave gear. To account for the deformation from the cam, the initial ovalization of the bearing is set by the cam profile, which follows a wave generator contour typically defined by a function such as:
$$r(\phi) = R + \Delta \cos(2\phi)$$
where r(φ) is the radial distance from the cam center, R is the nominal radius, Δ is the deformation amplitude, and φ is the angular position. This ensures the bearing replicates the dual-wave deformation common in strain wave gear drives. The testing machine’s ability to vary θ and T allows for simulating different operational scenarios, from light to heavy loads, which is vital for comprehensive fatigue assessment.
The mechanical system design of the testing machine adopts a horizontal single-test-head configuration for simplicity and accessibility. Key components include a DC servo motor, drive pulleys, tensioning mechanisms, a nylon belt for driving the bearing, and sensors for monitoring. The motor is mounted on an adjustable slide to accommodate changes in belt tension without affecting the motor shaft alignment. This is achieved through a dual-lead screw mechanism that allows precise adjustment of the motor base position along linear guides. The power transmission employs a split-path design: the motor drives two symmetrically arranged pulleys via a multi-ribbed belt on one side of the frame, while these pulleys, in turn, drive the nylon belt that engages the flexible bearing on the opposite side. This arrangement isolates the motor from direct loading, ensuring it only experiences torque. The nylon belt is chosen for its high tensile strength (exceeding 200 MPa) and flexibility, suitable for applying radial pressures on the bearing. For higher load requirements, additional belt loops can be added around the bearing’s major axis region. The tension in the drive belt is controlled by adjusting the center distance between the two main pulleys, with a force gauge providing real-time feedback. This setup enables precise simulation of varying load conditions encountered in strain wave gear applications.
Sensors play a crucial role in the testing apparatus. A Hall-effect sensor is used to count the rotations of the bearing outer ring, providing data for calculating fatigue life in terms of stress cycles. An eddy-current sensor is positioned to monitor the bearing’s surface condition continuously, detecting cracks or pitting onset without interrupting the test. The sensor outputs are fed into a data acquisition system for analysis. The mechanical design also incorporates modular elements, such as interchangeable cams, to accommodate different bearing sizes and deformation amplitudes. This flexibility makes the machine adaptable for testing various flexible bearings used in strain wave gear drives. A summary of the key mechanical parameters is presented in Table 1.
| Component | Specification | Function |
|---|---|---|
| DC Servo Motor | Rated power: 500 W, Speed range: 0-3000 rpm | Provides rotational drive to the belt system |
| Drive Pulleys | Diameter: 100 mm, Symmetrically arranged | Transmit motion to the nylon belt |
| Nylon Belt | Width: 20 mm, Tensile strength: 200 MPa | Engages and loads the flexible bearing outer ring |
| Tensioning Mechanism | Adjustable via lead screws, Force gauge range: 0-500 N | Controls belt tension to simulate load |
| Hall Sensor | Resolution: 1 pulse per revolution | Counts bearing rotations for life calculation |
| Eddy-Current Sensor | Sensitivity: 10 µm, Frequency response: 10 kHz | Detects surface cracks and wear in real-time |
| Cam | Customizable profile, Deformation amplitude: 0.5-1.0 mm | Induces initial ovalization in the bearing |
Fatigue life estimation for flexible bearings in strain wave gear drives involves complex dynamics due to the non-uniform stress distribution. The modified fatigue life model, based on the ISO 281 standard but adapted for cyclic deformation, can be expressed as:
$$L_{10} = \left( \frac{C}{P} \right)^p \cdot f_{\text{deform}}$$
where L10 is the rating life in millions of revolutions, C is the dynamic load rating of the bearing, P is the equivalent dynamic load, p is an exponent (typically 3 for ball bearings), and fdeform is a correction factor accounting for deformation-induced stress concentration. For a flexible bearing under ovalization, fdeform is often less than 1, reflecting reduced life compared to a conventional bearing. The equivalent load P in the testing machine is derived from the belt tension and wrap angle, as previously mentioned. Additionally, the number of stress cycles per revolution (Ncycle) is critical; for a dual-wave strain wave gear, each point on the outer ring undergoes two stress cycles per revolution, so:
$$N_{\text{cycle}} = 2 \cdot N_{\text{rev}}$$
where Nrev is the number of bearing rotations. This doubling effect accelerates fatigue accumulation, which the testing machine replicates by ensuring continuous rotation under load. To validate the design, a series of fatigue tests were conducted on a 3E812KAT2 flexible bearing, commonly used in strain wave gear drives. The bearing had an inner diameter of 60 mm, outer diameter of 80 mm, and width of 12 mm. The cam provided a deformation amplitude of 0.75 mm, typical for such applications. The test parameters are summarized in Table 2.
| Test Parameter | Value | Description |
|---|---|---|
| Bearing Type | 3E812KAT2 | Flexible deep groove ball bearing |
| Deformation (Δ) | 0.75 mm | Induced by cam ovalization |
| Belt Wrap Angle (θ) | 120° | Simulates flexspline contact arc |
| Belt Tension (T) | 150 N | Corresponds to moderate operational load |
| Rotational Speed | 500 rpm | Constant during test |
| Monitoring | Continuous via sensors | Tracks rotations and surface integrity |
The bearing was run until failure or until a predetermined number of cycles was reached. In this test, the bearing completed 6.3123 million revolutions without failure, which translates to 12.6246 million stress cycles for a dual-wave strain wave gear configuration. Post-test inspection revealed no pitting on raceways or rolling elements, and the outer ring remained intact, indicating a life beyond the test duration. This result demonstrates the apparatus’s capability to sustain long-term testing under simulated conditions. However, it also highlights the complexity of fatigue in flexible bearings; some studies suggest that failure often initiates at stress concentrations near the major axis, which requires further investigation. The testing machine allows for such studies by enabling adjustments in load distribution and deformation. For instance, varying the wrap angle θ can shift the loaded zone, mimicking different meshing conditions in a strain wave gear.
Comparative analysis with traditional whole-assembly testing reveals significant advantages of the proposed machine. In conventional methods, the flexspline and circular spline are subjected to wear and tear, necessitating frequent replacement. These components are expensive and time-consuming to manufacture, especially for high-precision strain wave gear drives. The new apparatus eliminates this cost by using only the wave generator and a belt system. Moreover, the setup time is reduced, and multiple bearings can be tested sequentially with minimal downtime. A cost-benefit comparison is shown in Table 3, assuming a testing campaign of 1000 hours.
| Aspect | Traditional Whole-Gear Test | Proposed Bearing Test Machine |
|---|---|---|
| Components Consumed | Flexspline, circular spline, bearing, cam | Bearing, cam (reusable pulleys/belt) |
| Estimated Cost per Test | $500-$1000 (due to gear parts) | $50-$100 (primarily bearing cost) |
| Setup Time | 4-6 hours (alignment critical) | 1-2 hours (modular design) |
| Flexibility | Low (gear-specific) | High (interchangeable cams/belts) |
| Monitoring Capability | Limited (often indirect) | High (direct sensors on bearing) |
The design also accommodates accelerated life testing by increasing load or speed, though care must be taken to avoid non-representative failure modes. In strain wave gear applications, bearings often experience combined radial and axial loads due to the flexspline’s deflection. The current machine primarily simulates radial loads; however, future iterations could incorporate axial loading mechanisms to better replicate real-world conditions. The mathematical modeling of such combined loads involves complex elasticity equations. For example, the stress σ at a point on the outer ring can be approximated by superimposing Hertzian contact stress from belt pressure and bending stress from ovalization:
$$\sigma = \sigma_{\text{contact}} + \sigma_{\text{bending}} = \frac{3F}{2\pi a b} + \frac{E \Delta}{R^2} \cos(2\phi)$$
where F is the contact force, a and b are the contact ellipse semi-axes, E is Young’s modulus, and other terms as defined earlier. This stress state drives fatigue crack initiation, typically governed by the Manson-Coffin law for strain cycling:
$$\Delta \epsilon = \frac{\sigma_f’}{E} (2N_f)^b + \epsilon_f’ (2N_f)^c$$
where Δε is the strain range, σf‘ and εf‘ are material constants, Nf is cycles to failure, and b, c are exponents. By correlating test results with such models, the apparatus can aid in developing more durable bearings for strain wave gear drives.
Further enhancements to the testing machine could include environmental controls to simulate temperature variations, lubrication systems to study wear under different lubricants, and multi-axis load cells to measure forces directly. These additions would expand its utility for research and quality assurance in the strain wave gear industry. The integration of machine learning algorithms for predictive maintenance is another promising direction; sensor data from long-term tests could train models to forecast bearing remaining useful life. Despite these potential improvements, the current design already offers a robust platform for fatigue evaluation. Its simplicity and cost-effectiveness make it accessible to small and medium-sized enterprises involved in strain wave gear production. Additionally, the principles can be extended to test other deformable bearing types used in flexible couplings or compliant mechanisms.
In conclusion, the fatigue life testing machine for flexible bearings presented here effectively simulates the operational conditions of strain wave gear drives without requiring full gear assemblies. The design principle leverages a belt-driven system to impose controlled radial loads on a deformed bearing, mirroring the interaction with a flexspline. The mechanical system incorporates adjustable parameters for load, wrap angle, and speed, enabling versatile testing scenarios. Validation tests on a 3E812KAT2 bearing demonstrated the apparatus’s functionality, with no failures observed after millions of cycles. This approach significantly reduces testing costs and time compared to traditional methods, while providing direct insights into bearing durability. As strain wave gear technology advances, with demands for higher torque density and longevity, such dedicated testing equipment will become indispensable for innovation. Future work may focus on incorporating multi-axial loading and advanced sensor fusion to capture the full complexity of bearing behavior in real-world strain wave gear applications.