
The alignment of gear hob refers to the coincidence degree between the symmetry axis of any tooth (or groove) of gear hob and the center line of gear blank when the gear hob is installed on the cutter bar. Whether the gear hob is aligned with the workpiece or not has no effect on the tooth profile error of the workpiece, but will affect the shape of the tooth profile error.
If the gear hob is not aligned with the gear centerline, the tooth profile of the left and right tooth surfaces of the machined gear will be asymmetric. Especially when the number of teeth is small, special attention should be paid to the alignment of gear hobs. If the tooth profile of the workpiece to be machined is symmetrical, the symmetrical center line of a cutter tooth or tooth groove of the gear hob needs to coincide with the center line of the workpiece. There are three common gear hob alignment methods:
(1) Trial rolling method this method is observed by human eyes. First align the gear hob roughly, then cut out the knife mark on the workpiece surface with less machining, and observe whether the two sides of the knife mark are symmetrical before adjustment. This method is cumbersome and reduces the work efficiency.
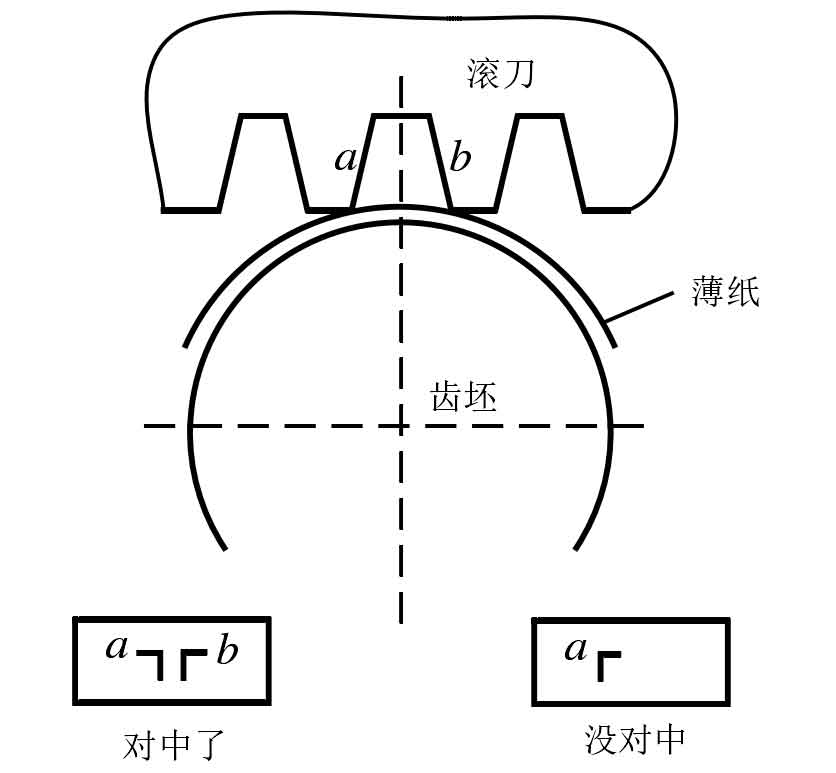
(2) As shown in the figure, turn the rake face of the gear hob to the horizontal position, put a thin paper between the cutter teeth of the gear hob and the workpiece, press the thin paper on the workpiece, and observe whether the adjacent blades on both sides of the middle groove of the gear hob drop knife marks on the thin paper at the same time.
(3) The tool setting gauge method fixes the tool setting gauge at a certain position on the machine tool, and then moves the gear hob or hob holder to make a cutter tooth or tooth groove of the gear hob align with the tool setting template on the tool holder.