
When using rigid viscoplastic finite element method to analyze metal plastic forming, the material meets the following assumptions: (1) ignoring the elastic deformation of the material; (2) Regardless of volume force and inertia force; (3) The material is homogeneous and isotropic; (4) The volume of the material remains unchanged during deformation; (5) The material obeys Mises yield criterion, and the isotropic strengthening material has both strain strengthening and strain rate strengthening. In order to facilitate the finite element analysis and calculation, the temperature effect in the heat conduction and deformation between the spiral bevel gear blank and the die is ignored, and the friction boundary conditions are applied according to the constant shear factor friction model.
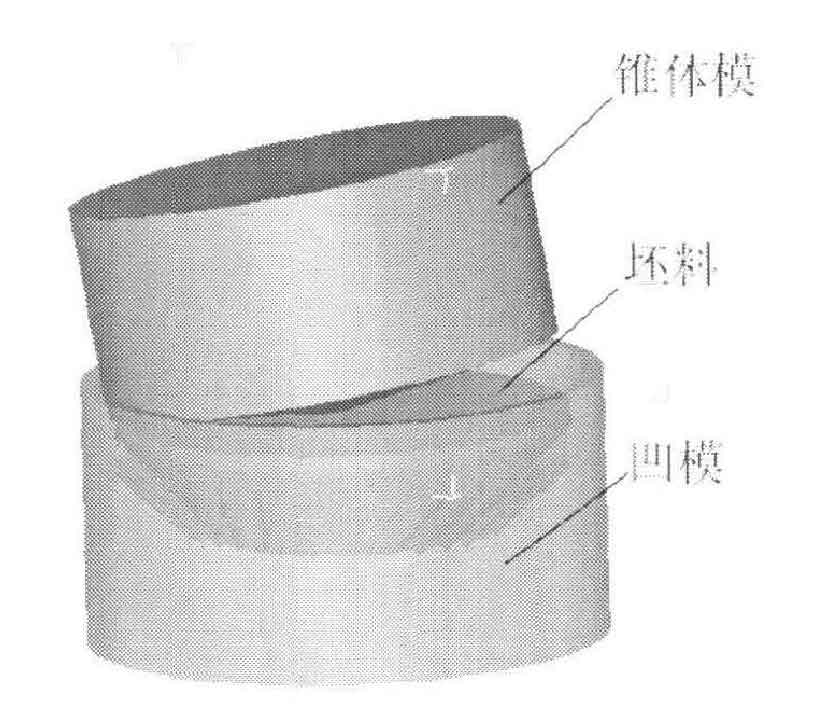
The established model is shown in the figure. One side of the forging with spiral bevel gear is formed in the lower die. Tetrahedral isoparametric element is used to divide the blank, and the central node of the bottom surface of the spiral bevel gear blank is constrained in the horizontal direction. In order to avoid the rigid body displacement of the blank along the horizontal direction caused by the eccentric load of rotary rolling, which is consistent with the fact that a locating pin is added at the bottom of the blank in actual production. The swing of the upper die is realized by the combination of revolution and rotation, and the vertical downward feed speed is applied to the upper die to realize the swing rolling movement of screw pressing, while the lower die remains stationary.