
This article documents a first-hand engineering investigation and redesign process undertaken to resolve chronic failures in a specific model of cycloidal drive. The drive in question exhibited an unacceptably high field return rate of approximately 50%, with failures predominantly manifesting as excessive operating temperature and severe scuffing (scoring) on the flank surfaces of the cycloidal discs. The manufacturer requested a root-cause analysis and a viable design modification, which formed the basis of this work.
The core function of a cycloidal drive is power transmission through the meshing action between a cycloidal disc (planet) and a ring of stationary needle rollers. During operation, the cycloidal disc is subjected to three primary force systems:
- The meshing force between the needle rollers and the cycloidal disc teeth.
- The force from the output mechanism pins (rollers) acting on the cycloidal disc.
- The force from the support bearing (eccentric bearing) on the cycloidal disc.
Among these, the meshing force between the needle rollers and the cycloidal teeth is the primary factor directly influencing flank temperature rise and the eventual scuffing failure. Therefore, the key to solving the problem lies in improving the load distribution across the tooth flanks and equalizing the stress conditions among the simultaneously engaged teeth. This analysis will focus exclusively on this critical meshing force.
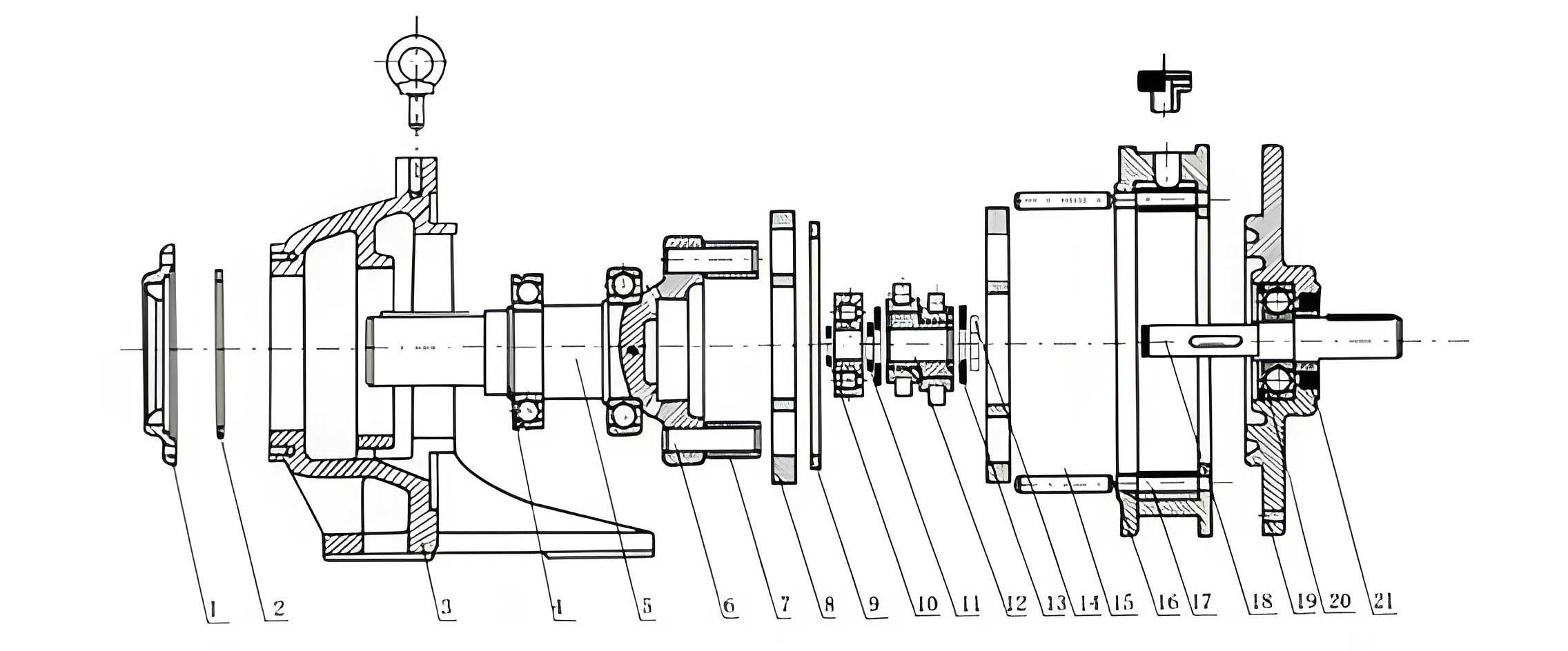
To analyze the load distribution, consider the cycloidal disc fixed. When an output torque \( T_c \) is applied, elastic deformation in the force-transmitting components causes the disc to rotate through a small angle \( \beta \). If the deformations of the disc body, needle roller sleeves, and eccentric bearing are neglected, the total deflection at each needle roller is a combination of roller bending and contact compression at the tooth flank. For needles 2, 3, 4… as per the referenced schematic, these deflections are:
$$ \delta_2 = l_2 \beta; \quad \delta_3 = l_3 \beta; \quad \delta_4 = l_4 \beta \cdots $$
where \( l_i \) is the moment arm (distance from the theoretical force application point to the disc’s center). Assuming a linear relationship between the load \( F_i \) on a needle and its deflection \( \delta_i \) is permissible for this analysis, as non-linearity from changing contact curvature introduces only minor error.
The fundamental advantage of the cycloidal drive lies in its multi-tooth engagement. Determining the number of teeth sharing the load is crucial. Engagement should occur within a specific angular interval \([ \phi_m, \phi_n ]\) on the cycloidal disc. For optimal performance, the start angle \( \phi_m \) should not be too small, and the end angle \( \phi_n \) should not be too large. Based on comparative analysis of various drives, recommended ranges are \( \phi_m > 25^\circ \) and \( \phi_n < 100^\circ \). Consequently, the number of teeth simultaneously transmitting load typically ranges from 4 to 7, depending on the total number of needle rollers \( Z_p \). Ensuring this balanced, multi-tooth load sharing within the specified angular range is critical for minimizing internal heat generation in the cycloidal drive.
For a simplified yet revealing analysis, we examine the maximum load \( F_{max} \) acting on the needle roller located at the maximum moment arm. This point experiences the highest stress and is most susceptible to causing high local temperatures and initiating failure.
1. Maximum Load \( F_{max} \): The maximum moment arm is equal to the radius of the cycloidal disc’s pitch circle, \( r’_c \). The torque \( T_c \) transmitted by a single cycloidal disc can be expressed as a sum of moments from forces on engaged teeth:
$$ T_c = \sum F_i l_i $$
Using established relations for a cycloidal drive, this simplifies to:
$$ T_c = \frac{F_{max} \cdot k_1 \cdot Z_c \cdot r_p}{2} $$
where \( k_1 \) is the shortening coefficient, \( Z_c \) is the number of cycloidal disc lobes (teeth), and \( r_p \) is the needle roller center circle radius. Accounting for manufacturing tolerances and assuming two discs 180° out of phase share the load, the torque per disc is typically taken as \( T_c = 0.55T \), where \( T \) is the total output torque. Therefore, the maximum load is:
$$ F_{max} = \frac{2 \times 0.55T}{k_1 Z_c r_p} = \frac{1.1T}{k_1 Z_c r_p} \tag{1} $$
2. Location of \( F_{max} \): The needle roller subjected to \( F_{max} \) is located at a position where the needle center’s vector angle \( \phi_i \) is approximately:
$$ \phi_i = \phi_n \approx \arccos(k_1) \tag{2} $$
3. Relationship of Shortening Coefficient and Eccentricity: A key design parameter is the eccentricity \( A \) of the cycloidal disc’s motion. It is fundamentally linked to the shortening coefficient \( k_1 \) and the needle roller circle radius \( r_p \) by:
$$ k_1 = \frac{A Z_c}{r_p} \tag{3} $$
where \( Z_c \) is also the transmission ratio for a single-stage cycloidal drive with one lobed disc difference (\( Z_p – Z_c = 1 \)).
The original failing cycloidal drive had the following specifications for the model with a 11:1 reduction ratio:
| Parameter | Symbol | Value | Unit |
|---|---|---|---|
| Needle Circle Diameter | \(d_p\) | 270 | mm |
| Needle Circle Radius | \(r_p\) | 135 | mm |
| Number of Needle Rollers | \(Z_p\) | 11 | – |
| Number of Cycloid Lobes | \(Z_c\) | 10 | – |
| Original Eccentricity | \(A\) | 5 | mm |
| Needle Roller (Sleeve) Radius | \(r_{rp}\) | 11 | mm |
| Input Power | \(P\) | 5.5 | kW |
| Input Speed | \(n\) | 1500 | rpm |
Calculations for Original Design:
First, compute the total output torque \( T \):
$$ T = 9549 \times \frac{P \times \text{Efficiency}}{n} \approx 9549 \times \frac{5.5 \times 0.9}{1500} \approx 31.5 \, \text{N·m} $$
For a ratio of 11, output torque is \( 31.5 \times 11 \approx 346.5 \, \text{N·m} \).
Shortening coefficient from Eq. (3):
$$ k_1 = \frac{A Z_c}{r_p} = \frac{5 \times 10}{135} \approx 0.3704 $$
Maximum load from Eq. (1) (using \( T_c = 0.55T \)):
$$ F_{max} = \frac{1.1 \times 346.5}{0.3704 \times 10 \times 0.135} \approx \frac{381.15}{0.500} \approx 762.3 \, \text{N} $$
Location angle from Eq. (2):
$$ \phi_i = \arccos(0.3704) \approx 68.25^\circ $$
However, this initial calculation uses an oversimplified torque. A more detailed analysis considering the specific torque on the disc leads to the formula used in the original study: \( F_{max} = 2.2T / (k_1 Z_c r_p) \). Applying this with the original parameters:
$$ k_1 = \frac{5 \times 10}{135} \approx 0.3704 $$
$$ F_{max} = \frac{2.2 \times 346.5}{0.3704 \times 10 \times 0.135} \approx \frac{762.3}{0.500} \approx 1524.6 \, \text{N} $$
This high concentrated load at \( \phi_i \approx 68.25^\circ \) contributes significantly to localized stress and heat generation, explaining the observed failures. The analysis indicates that the magnitude of \( F_{max} \) and its location \( \phi_i \) are governed by the shortening coefficient \( k_1 \), which is directly proportional to the eccentricity \( A \). Traditional design guidelines for cycloidal drives often conservatively limit the value of \( k_1 \), resulting in a relatively small eccentricity and a flatter cycloidal tooth profile. Modern approaches, particularly from advanced international designs, employ significantly higher \( k_1 \) values. Increasing \( k_1 \) (by increasing \( A \)) creates a more pronounced concave tooth profile on the cycloidal disc. This modification changes the load distribution, effectively reducing the angle \( \phi_i \) and, consequently, the lever arm and the value of \( F_{max} \) for the same transmitted torque, leading to more favorable contact conditions.
Parametric Redesign:
Based on the structural constraints of the existing cycloidal drive housing and internal components, the eccentricity was increased. The new parameter set was defined as follows:
| Parameter | Symbol | New Value | Unit |
|---|---|---|---|
| Eccentricity | \(A\) | 6.0 | mm |
Calculations for Optimized Design:
1. Shortening Coefficient:
$$ k_1′ = \frac{A Z_c}{r_p} = \frac{6.0 \times 10}{135} \approx 0.4444 $$
2. Cycloidal Disc Tip Radius (\(r_{ac}\)):
$$ r_{ac} = r_p + A – r_{rp} = 135 + 6.0 – 11 = 130.0 \, \text{mm} $$
3. Cycloidal Disc Root Radius (\(r_{fc}\)):
$$ r_{fc} = r_p – A – r_{rp} = 135 – 6.0 – 11 = 118.0 \, \text{mm} $$
4. Maximum Load \( F’_{max} \):
$$ F’_{max} = \frac{2.2T}{k’_1 Z_c r_p} = \frac{2.2 \times 346.5}{0.4444 \times 10 \times 0.135} \approx \frac{762.3}{0.600} \approx 1270.5 \, \text{N} $$
5. Location Angle \( \phi’_i \):
$$ \phi’_i = \arccos(k’_1) = \arccos(0.4444) \approx 63.61^\circ $$
Comparison and Effect:
The comparison between the original and optimized designs reveals the impact of the increased eccentricity.
| Parameter | Original Design | Optimized Design | Change |
|---|---|---|---|
| Eccentricity \(A\) | 5.0 mm | 6.0 mm | +20% |
| Shortening Coeff. \(k_1\) | ~0.3704 | ~0.4444 | +20% |
| Max Load \(F_{max}\) | ~1524.6 N | ~1270.5 N | -16.7% |
| Load Angle \(\phi_i\) | ~68.25° | ~63.61° | -4.64° |
The 16.7% reduction in the maximum concentrated load \( F_{max} \) is significant. This reduction directly decreases the maximum contact stress and the associated frictional heat generation at the most critical point. The load is more evenly distributed among the 4-7 teeth in simultaneous contact, improving the overall load-sharing characteristic of the cycloidal drive. The change in the tooth profile from a flatter to a more concave form facilitates this improved stress distribution.
Validation Through Load Testing:
Prototypes built with the optimized parameters were subjected to rigorous load testing alongside units with the original design. The results were markedly different.
| Test Condition | Original Design (A=5mm) | Optimized Design (A=6mm) | Notes |
|---|---|---|---|
| Rated Load (5.5kW), 2 hours | Temperature rise >70°C, audible noise increase | Temperature rise ~45°C, stable operation | Ambient temp ~25°C |
| 125% Overload, 30 minutes | Rapid temperature rise >90°C, severe scuffing observed upon teardown | Temperature rise ~65°C, no abnormal noise or vibration | Test halted for original unit |
| Post-Test Inspection | Clear scuffing marks on 3-4 tooth flanks near the theoretical \( \phi_i \) angle. | Uniform wear patterns across all engaged flanks, no evidence of scuffing. | Visual and tactile inspection. |
The test data conclusively demonstrates that the parametric optimization successfully addressed the root cause of the failure. The optimized cycloidal drive operates at significantly lower temperatures under both rated and overload conditions. The absence of scuffing confirms the improved load distribution and reduced maximum contact stress.
In conclusion, the failure analysis of the high-return-rate cycloidal drive pinpointed inadequate load distribution stemming from a suboptimal tooth profile defined by a low shortening coefficient and eccentricity. By challenging conventional parametric limits and increasing the eccentricity from 5.0 mm to 6.0 mm, the shortening coefficient was raised, which in turn reduced the maximum load on individual needle rollers by approximately 17% and shifted its location to a more favorable angle. This parametric optimization reshaped the cycloidal tooth to a more concave profile, promoting better multi-tooth contact and stress distribution. The redesign was validated through comparative load testing, which showed a dramatic reduction in operating temperature and the complete elimination of the scuffing failure mode. This case underscores the critical importance of detailed force analysis and the potential benefits of optimizing fundamental parameters like eccentricity in the design of robust and reliable cycloidal drives.