1. Material composition inspection
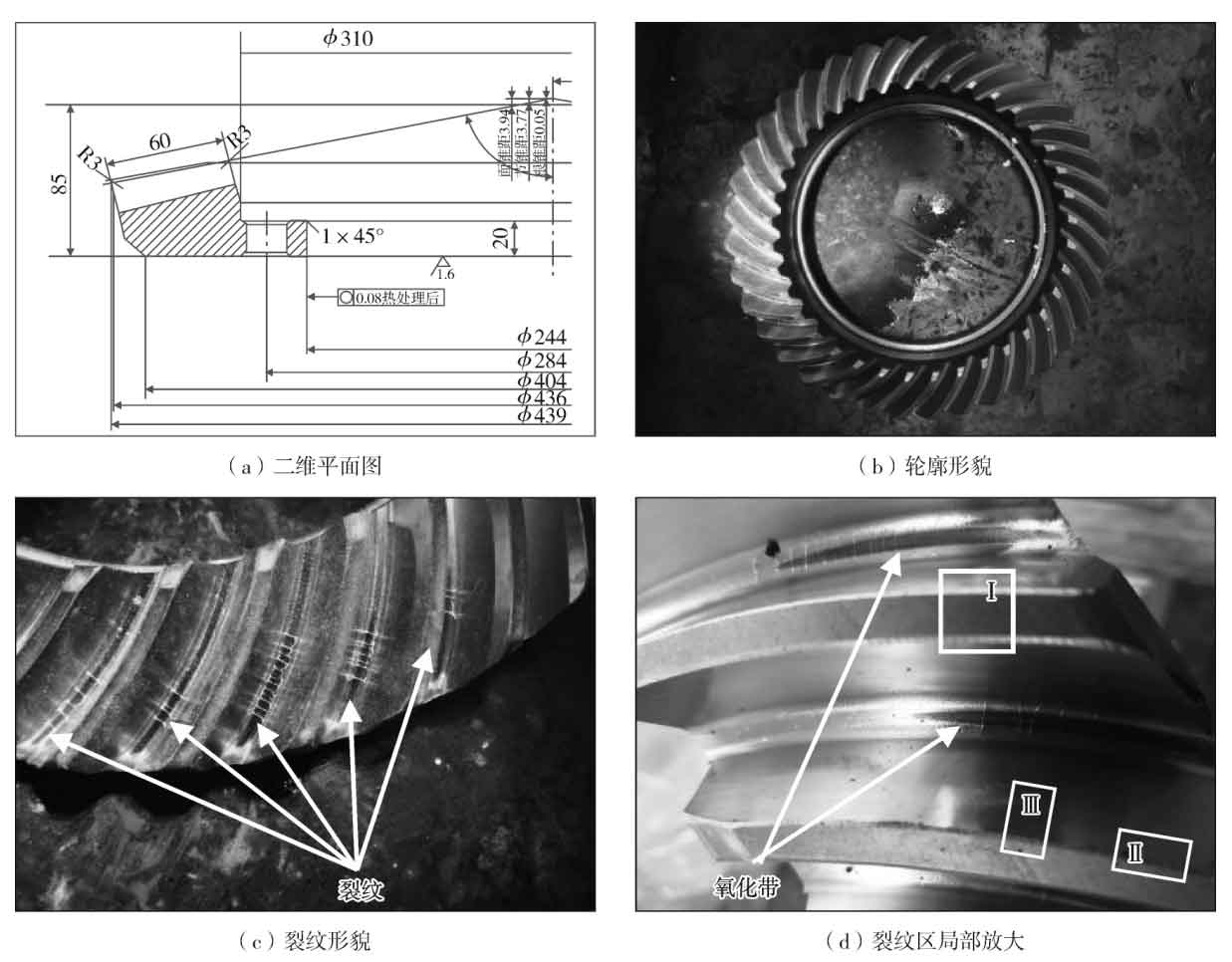
The gear of shearer needs surface carburization and quenching. The material is 25CrMo steel specified in GB / t3077-2015 “alloy structural steel”. The average carbon content of this material is 0.05% higher than that of 20CrMo steel. After quenching, the core has high hardness, which can provide good support for the hardened layer with high surface hardness. Sample the section perpendicular to the tooth in box I in Figure 1D, and then grind it with a grinder, ARL easyspark 1160 direct reading spectrometer is used to detect the chemical composition of the sample according to GB / t4336-2002 “spark source atomic emission spectrometric analysis of carbon steel and low and medium alloy steel”. Compared with the elements specified in GB / T 3077-2015, the core material meets the national standard. Except for carbon, other alloy elements in the surface layer are similar to the core, indicating that the composition of the material is relatively uniform.
2. Microstructure inspection of teeth
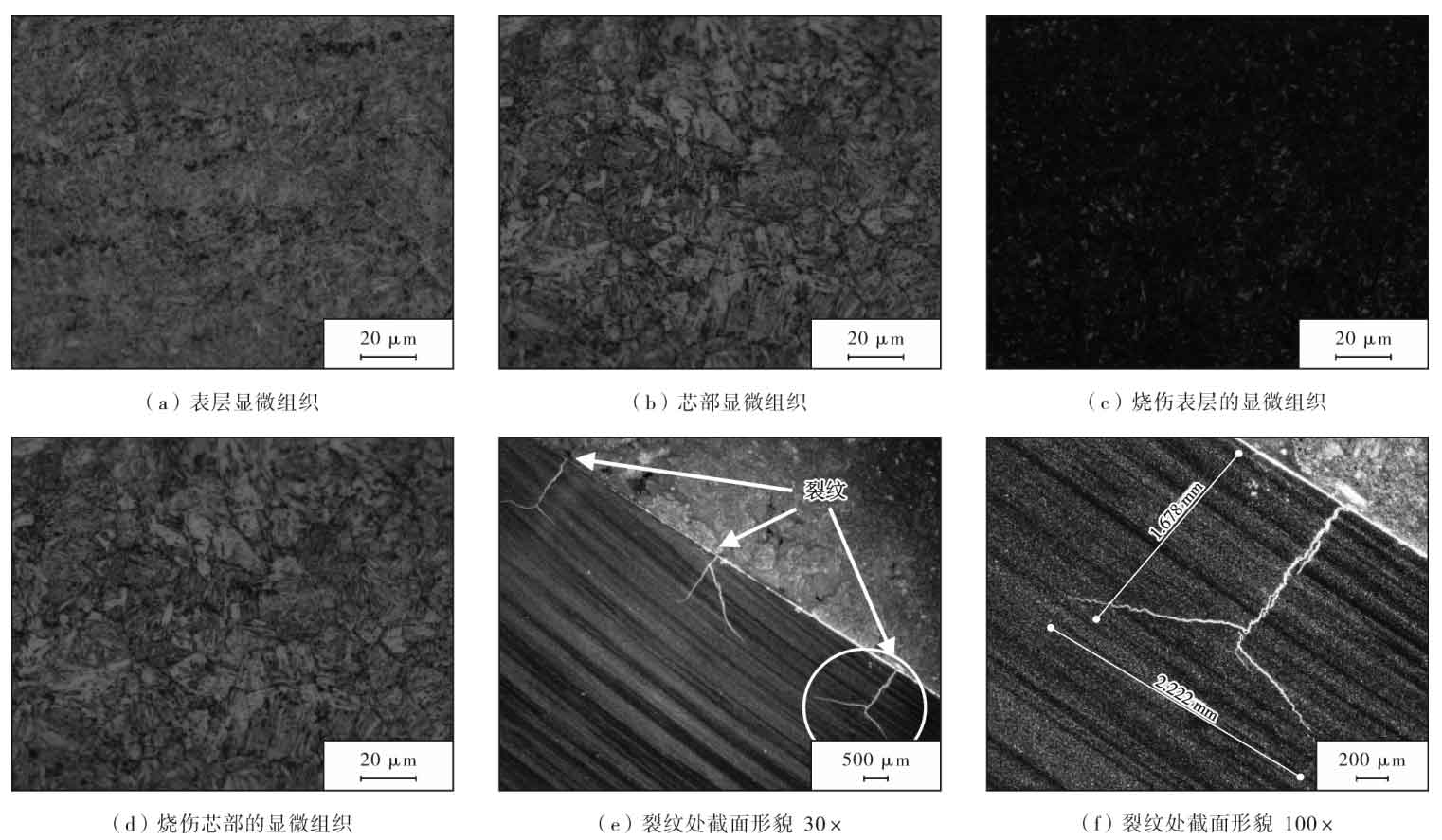
Take the section sample perpendicular to the tooth at the position of box I in Figure 1D, then grind and polish it, and then corrode it with 4% nitric acid alcohol. The microstructure of the surface and core is shown in Figure 2a and figure 2B. According to GB / T 13298-2015 “metallographic examination method of metal microstructure” and GB / T 25744-2010 “metallographic examination of carburizing, quenching and tempering of steel parts”, the surface microstructure is m needle + a residue, It can be rated as grade 2, the core is m low carbon + F swim, and it can be rated as grade 3, all of which meet the technical requirements. At the positions of boxes II and III in Fig. 1D, take samples parallel and perpendicular to the black oxidation zone respectively and observe them under the 56xc metallographic microscope. Fig. 2C shows the high-power morphology of the microstructure on the surface of the black oxidation zone. It can be seen that the microstructure is black as a whole, and there are white bright spots in the black structure. These bright spots are carbides precipitated by high-temperature tempering of martensite, The matrix structure is similar to troostite structure, without obvious acicular martensite, which is obviously different from white bright martensite in Fig. 2a, which is the trace of martensite structure subjected to high temperature tempering. Fig. 2D shows the microstructure of the core of the oxidation zone at a distance of 5 mm from the surface. It can be seen from the figure that the structure is similar to the low-carbon martensite structure in Fig. 2B. It can be considered that the metallographic microstructure of the core in the oxidation zone is consistent with that in the normal zone. From another point of view, the oxidation burn of the workpiece only occurs on the surface. Fig. 2E is a cross-sectional view of the grinding crack. It can be seen from the figure that there are three bifurcation cracks with similar morphology. The crack first expands in the direction perpendicular to the grinding surface and then to the left and right sides, which is approximately herringbone; Fig. 2F is an enlarged view of the crack in the elliptical region in Fig. 2E. Measured, the crack depth is about 1.678 mm and the lower width of the crack is about 2.222 mm.
3. Hardness measurement of teeth
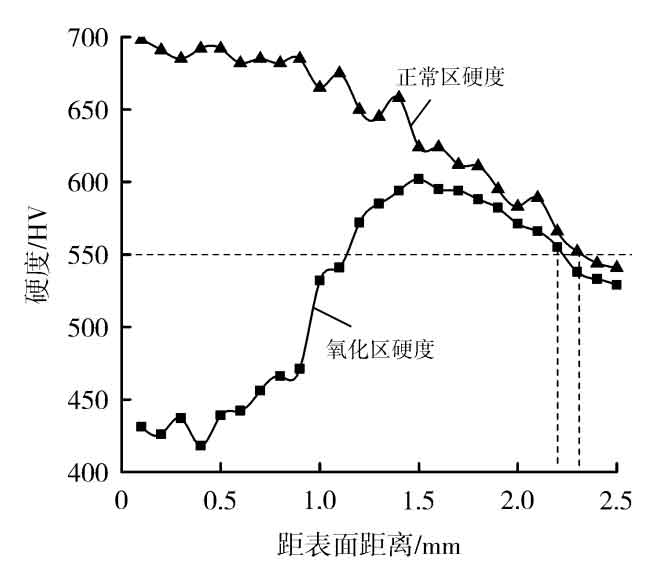
The shearer gear is a heavy-duty gear. The drawing technical requirements require a hardened layer of 2.2 ~ 2.5mm, with a surface hardness of 59 ~ 64 HRC and a core hardness of 34 ~ 41 HRC. According to GB / T 9450-2005 “measurement and verification of carburizing and quenching hardened layer depth of steel parts”, the hardness of the normal tooth in Figure 2a and the oxidation zone (i.e. crack position) in Figure 2c are measured with dhv-1000 micro Vickers hardness tester. Measure 25 points continuously from the surface to the core, the interval between each point is 0.1 mm, a total of 2.5 mm, and the applied load is 9.8 n. input the measured hardness value into origin Pro software. The two hardness gradient curves are shown in Figure 3. It can be seen from the figure that the maximum value of the hardness curve at the normal position appears at point 1, which is 698 HV, with the increase of the depth from the surface, The hardness gradually decreases. The hardness value at point 23 is 551 HV, greater than 550 HV, and the hardness value at point 24 is 543 HV, less than 550 HV. It can be seen that the effective hardening layer depth is 2.3mm, which meets the technical requirements. As for the hardness curve of the oxidation (burn) area, it can be seen that the hardness is about 450 HV within 0.9 mm from the surface, which indicates that the grinding heat of the surface causes the high-temperature tempering of the materials in the surface area, and the hardness decreases significantly. With the increase of the depth from the surface, the hardness increases gradually, and the hardness is 602 HV at point 15, which is the highest value, Then it gradually decreases, showing a parabolic change of first increasing and then decreasing. The hardness value at point 22 is 555 HV, and the hardness value at point 23 is 538 HV. Therefore, it can be seen that the effective hardening layer depth is 2.2 mm. On the other hand, it also shows that the influence of grinding heat on the gear is limited to the surface layer and will not affect the whole workpiece.