
During the rolling process, the rolled piece begins to fold in the wedge section II, and the shaft is rolled from 55.55mm to 38.89mm in the wedge section III. this folding on the large end face of the bevel gear blank is more serious. As the shaft becomes thinner, when the die rolls the folding on the end face into the shaft connected with the cone head, the connection strength here will be greatly reduced. As shown in the figure:
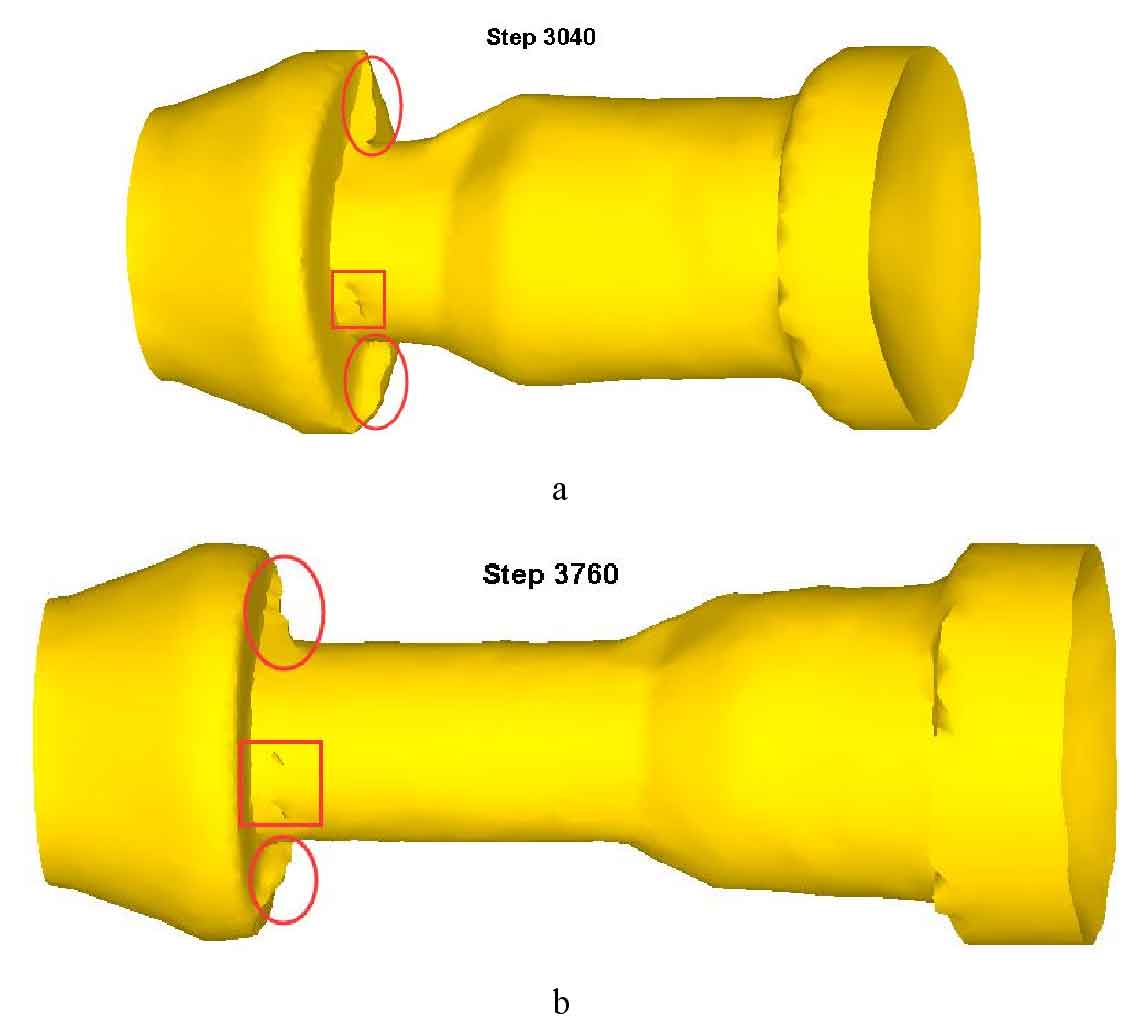
It can be seen from the figure that the folding defect of wedge section II continues in wedge section III during rolling, as shown by the red circle mark in Figure A and B. As the rolling piece rotates in the opposite direction to the die, the folded burr will be gradually rolled into the shaft connected with the cone head by the die, and then a new folding will appear. After being pressed into the shaft, the original structure of the shaft will be destroyed. At the same time, due to the large specific surface area and high surface energy of the folded burr, it is easier to oxidize, which makes a large number of oxide impurities in the folded burr rolled into the interior of the shaft, damaging the metal lattice and hindering the continuous movement of lattice atoms, resulting in stress concentration in the interior and a large number of potential microcracks in the shaft, This is extremely serious for the damage of spiral bevel gear blank. a. B the red box in the figure indicates the defects on the surface of the shaft due to the folding burr being rolled into the shaft.