
Because the spiral bevel gear blank formed by the two-piece rolling process is a symmetrical figure, the 1/2 model is selected to simulate the forming process in order to improve the simulation speed. Figure 1 shows the cross-sectional stress distribution at the contact between bevel gear blank, drive roll and core roll in the forming process of two-piece ring rolling. The stress distribution law in the forming process of two-piece ring rolling is generally consistent with that of single piece ring rolling.
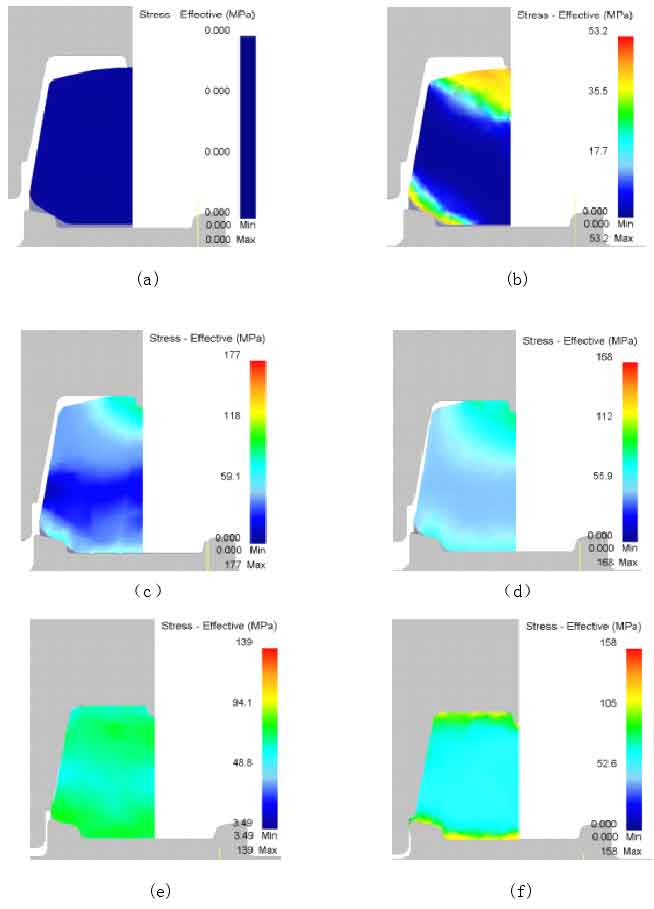
It can be seen from the figure that the ring blank contacts with the steps of the core roll and the bulge on the upper part of the working area of the driving roll first, and then the stress range increases continuously until the stress is distributed in the whole section. The stress at the steps and fillets is the largest, and the stress at the contact with the forming die is greater than the internal stress of the ring. If the deformation at the edge is large, the stress is large.
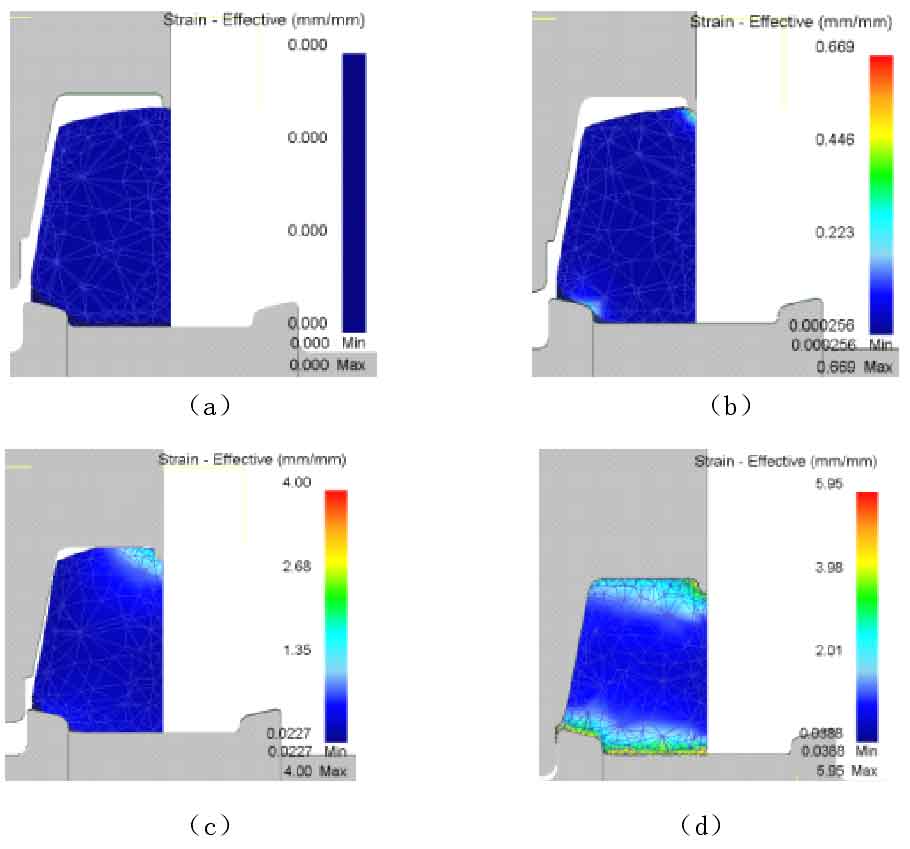
The cross-sectional strain distribution of the ring at the contact between the driving roll and the core roll during the forming process of two-piece ring rolling is shown in Figure 2. The forming strain distribution law of two-piece ring rolling is roughly consistent with that of single piece ring rolling. It can be seen from the figure that the ring forming mainly produces radial deformation, and the axial deformation is very small. The ring first contacts with the bulge at the upper end of the working area of the driving roller, and the plastic deformation occurs first. With the increase of the downward pressure of the driving roller, the strain distribution area expands. In the whole forming process, the strain at the step and protrusion is greater than that inside the ring. Due to the repeated deformation of axial widening and radial widening at the corners, the strain is large.