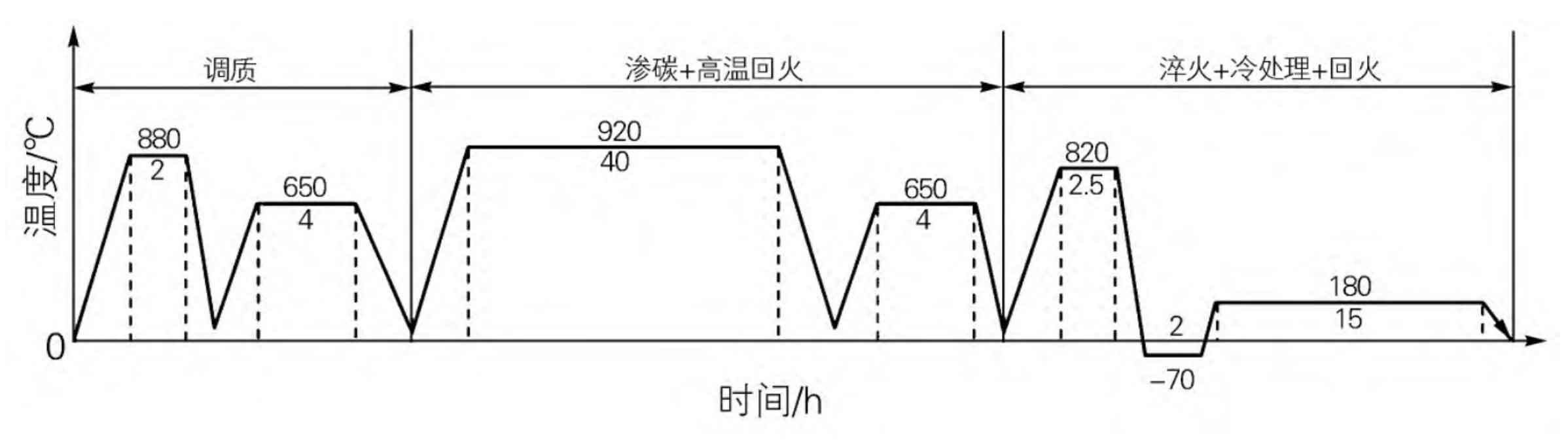
The profile of the cracked spiral bevel gear after carburizing, quenching and grinding of 20Cr2Ni4 steel is shown in Figure 1 (a). The modulus is m=14. The drawing requires that the effective carburizing layer depth is 2.2~2.6 mm. After adding the common normal grinding amount, the process carburizing layer depth is 2.5~2.9 mm, and the surface hardness is 58~62 HRC. The heat treatment process curve is shown in Figure 2.


There are cracks on several tooth surfaces of spiral bevel gear after grinding. Most of the cracks are close to the big end of the bevel gear and are distributed on the concave and convex surfaces of the teeth; Then the cracked tooth near the big end of the spiral bevel gear was sampled for analysis. The sampling position is shown in Figure 1 (b). The chemical composition of the non-carburized part of the tooth block center and the effective hardened layer depth of the different parts of the tooth surface pitch circle and the tooth root were tested respectively. The microstructure was observed with the LEICA DMI 3000M optical microscope, and the effective hardened layer depth was tested with the HXD-1000TMC/LCD microhardness tester, Use TIME5310 Leeb hardness tester to measure the hardness of spiral bevel gear tooth tip.