
In the field of precision motion control and robotics, strain wave gears, also known as harmonic drives, play a critical role due to their high torque density, compact design, and exceptional positional accuracy. As a mechanical engineer specializing in gear design and analysis, I have extensively studied the performance limitations of these systems. A key challenge lies in the sensitivity of strain wave gears to various errors, particularly those introduced during assembly. Even minor misalignments can drastically alter the stress state within the flexible spline (flexspline), leading to premature fatigue failure, increased noise, and reduced transmission accuracy. This article, based on our rigorous investigation, delves into the impact of specific assembly errors on the stress distribution of a strain wave gear featuring a double circular arc tooth profile. We employ a combined analytical and computational approach, utilizing improved kinematics for tooth design and nonlinear finite element analysis (FEA) for stress evaluation, to quantify these effects and provide actionable guidelines for error control in practical engineering applications.
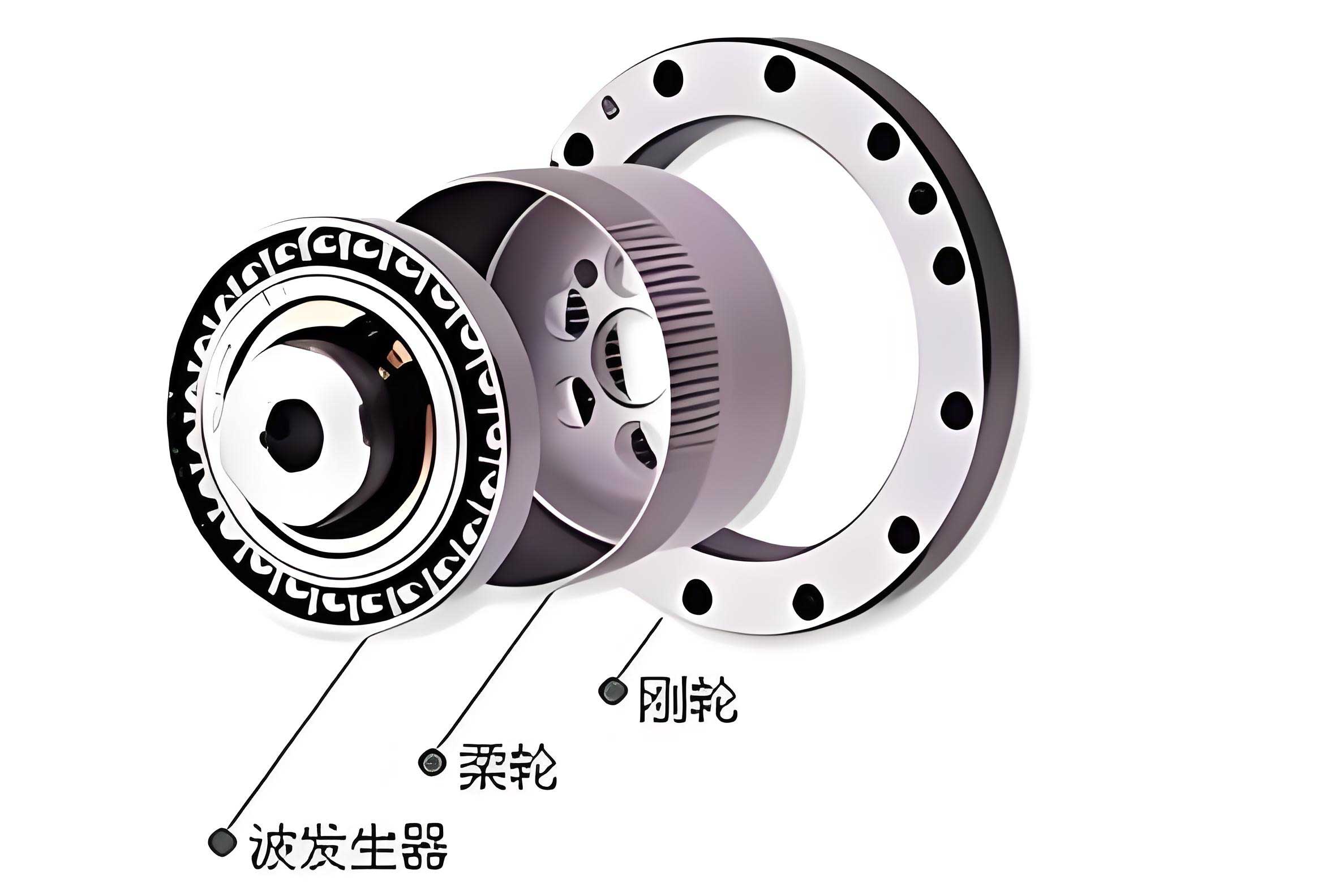
The core operating principle of a strain wave gear involves the elastic deformation of a thin-walled flexspline by an elliptical wave generator, which meshes with a rigid circular spline. This unique mechanism allows for high reduction ratios in a single stage. However, the performance is highly sensitive to the precise geometry and alignment of its three main components: the circular spline, the flexspline, and the wave generator. Errors can be broadly categorized into manufacturing errors and assembly errors. While manufacturing errors are fixed once the components are produced, assembly errors arise during the fitting together of these parts. Controlling these assembly errors is paramount for ensuring optimal meshing conditions, minimizing stress concentrations, and maximizing the operational life of the strain wave gear.
Our research focuses on a non-tangent double circular arc tooth profile for the strain wave gear. Compared to the more common tangent double circular arc profile, this design offers a longer conjugate action arc and a simpler design and manufacturing process. The tooth profile of the flexspline consists of three contiguous circular arcs: a convex arc near the tooth tip, a concave arc in the middle, and a root fillet arc. In a local coordinate system $S_1$ attached to the flexspline tooth, with the $Y_1$-axis along the tooth’s symmetry line and the $X_1$-axis perpendicular to it at the neutral layer, the profile is defined parametrically.
Let $u$ be the arc length parameter measured from the tooth tip $A$. The position vector $\mathbf{r}$ and the unit normal vector $\mathbf{n}$ for each segment are given below. The key design parameters for the double circular arc profile are summarized in Table 1.
| Symbol | Meaning | Symbol | Meaning |
|---|---|---|---|
| $h_a^*$ | Addendum coefficient | $\gamma$ | Common tangent inclination angle |
| $h_f^*$ | Dedendum coefficient | $t$ | Tooth root wall thickness |
| $h$ | Whole depth | $X_a$ | Convex arc center offset in X |
| $\rho_a$ | Radius of convex arc | $Y_a$ | Convex arc center offset in Y |
| $\rho_f$ | Radius of concave arc | $X_f$ | Concave arc center offset in X |
| $Y_f$ | Concave arc center offset in Y | $m$ | Module of the flexspline |
| $k_t$ | Tooth thickness ratio |
For the convex arc segment $AB$, where $u \in (0, l_1)$:
$$ \mathbf{r}_1(u) = \begin{bmatrix} \rho_a \cos(\theta – u/\rho_a) + x_{oa} \\ \rho_a \sin(\theta – u/\rho_a) + y_{oa} \end{bmatrix}, \quad \mathbf{n}_1(u) = \begin{bmatrix} \cos(\theta – u/\rho_a) \\ \sin(\theta – u/\rho_a) \end{bmatrix} $$
with
$$ l_1 = \rho_a (\theta – \gamma), \quad \theta = \arcsin\left(\frac{h_a + X_a}{\rho_a}\right), \quad x_{oa} = -l, \quad y_{oa} = h_f + t – X_a, \quad h_a = h_a^* m, \quad h_f = h_f^* m. $$
Here, $l$ is a geometric parameter derived from the basic tooth dimensions.
For the concave arc segment $BC$, where $u \in (l_1, l_2)$:
$$ \mathbf{r}_2(u) = \begin{bmatrix} x_{of} – \rho_f \cos\left(\gamma + \frac{u – l_1}{\rho_f}\right) \\ y_{of} – \rho_f \sin\left(\gamma + \frac{u – l_1}{\rho_f}\right) \end{bmatrix}, \quad \mathbf{n}_2(u) = \begin{bmatrix} \cos\left(\gamma + \frac{u – l_1}{\rho_f}\right) \\ \sin\left(\gamma + \frac{u – l_1}{\rho_f}\right) \end{bmatrix} $$
with
$$ l_2 = l_1 + \rho_f \left( \arcsin\left(\frac{X_f + h_f}{\rho_f}\right) – \gamma \right), \quad x_{of} = (\rho_a + \rho_f) \cos \gamma + h_l \tan \gamma – l_a, \quad y_{of} = h_f + t + X_f. $$
The parameters $h_l$ and $l_a$ are intermediate design constants. The conjugate tooth profile for the circular spline is then generated using an improved kinematics method. The fundamental meshing equation is applied to discrete points along the flexspline profile to obtain the corresponding conjugate points on the circular spline profile through coordinate transformation. This ensures proper kinematic conjugation for the strain wave gear under ideal conditions.
Assembly errors in a strain wave gear system primarily originate from the mutual fitting processes between components. For our analysis, we consider a configuration where the circular spline is fixed, the wave generator is the input, and the flexspline cup’s base is the output. We simplify the complex error sources into three main, measurable types: the center distance error between the circular spline and flexspline, and the axial and radial installation errors of the cam within the wave generator relative to the flexspline.
1. Circular Spline-Flexspline Center Distance Error ($\delta_{CF}$): In ideal assembly, the central axes of the circular spline and the flexspline should coincide. The actual offset distance $e_{CF}$ between these axes, and its deviation from zero, is defined as the center distance error $\delta_{CF}$. We analyze this error separately along the major ($\delta_{CFY}$) and minor ($\delta_{CFX}$) axes of the wave generator’s ellipse.
2. Cam Axial Installation Error ($\delta_{WFZ}$): This error represents the deviation in the axial position $d_{WF}$ of the cam’s installation cross-section along the flexspline cup from its nominal design location.
3. Cam Radial Installation Error ($\delta_{WFJ}$): This error represents the deviation in the radial position $e_{WF}$ of the cam’s axis relative to the flexspline’s central axis. We also decompose this into components along the major ($\delta_{WFY}$) and minor ($\delta_{WFX}$) axes.
A schematic representation of these error parameters is essential for understanding, though we refrain from referencing specific figure numbers. The nominal values for our case study, based on a CSF-25-120 type strain wave gear, are: $e_{CF}=0$ mm, $d_{WF}=24$ mm, and $e_{WF}=0$ mm. The gear data is: module $m=0.263$ mm, flexspline tooth number $z_1=240$, circular spline tooth number $z_2=242$, gear ratio $i=120$, and nominal radial deformation coefficient $w_0^* = 0.261$. The derived flexspline tooth parameters are listed in Table 2.
| Parameter | Value (mm) | Parameter | Value (mm) |
|---|---|---|---|
| $h_a^*$ | 0.7 | $t_1$ | 0.6633 |
| $h_f^*$ | 0.9 | $\gamma$ | 10° |
| $X_a$ | 0.3197 | $X_f$ | 0.6653 |
| $Y_a$ | 0.0825 | $Y_f$ | 0.0899 |
| $\rho_a^*$ | 0.48 | $\rho_f^*$ | 0.52 |
| $k_t$ | 1.7 | $h$ | 0.4208 |
To systematically study the influence of these assembly errors, we designed a series of 25 computational experiments using the control variable method, as outlined in Table 3. Each experiment varies one error parameter within a specified range while keeping others at their nominal zero value.
| Experiment Set | Varied Parameter | Range (mm) | Fixed Parameters |
|---|---|---|---|
| 1 | $\delta_{CFX}$ | 0.01 to 0.05 | $\delta_{CFY}=\delta_{WFZ}=\delta_{WFX}=\delta_{WFY}=0$ |
| 2 | $\delta_{CFY}$ | 0.01 to 0.05 | $\delta_{CFX}=\delta_{WFZ}=\delta_{WFX}=\delta_{WFY}=0$ |
| 3 | $\delta_{WFZ}$ | -1.00 to 1.00 | $\delta_{CFX}=\delta_{CFY}=\delta_{WFX}=\delta_{WFY}=0$ |
| 4 | $\delta_{WFX}$ | 0.01 to 0.05 | $\delta_{CFX}=\delta_{CFY}=\delta_{WFZ}=\delta_{WFY}=0$ |
| 5 | $\delta_{WFY}$ | 0.01 to 0.05 | $\delta_{CFX}=\delta_{CFY}=\delta_{WFZ}=\delta_{WFX}=0$ |
We constructed a high-fidelity nonlinear finite element model to simulate the multi-tooth contact behavior of the strain wave gear under these error conditions. The process involved creating 3D solid models of the circular spline, flexspline, and wave generator (split into two halves for assembly), simplifying small features like fillets. The meshing was performed using ANSA software, employing 8-node linear brick elements (C3D8R in Abaqus) for efficiency and accuracy. A mesh sensitivity study was conducted to ensure stress results were independent of mesh density. The final assembly model consisted of approximately 500,000 elements, with refined mesh in the tooth contact regions and the flexspline cup body.
The material properties assigned are critical for accurate stress prediction. The flexspline is made of 30CrMnSiA alloy steel, while the circular spline and wave generator cam are made of 45 carbon steel. Their properties are listed in Table 4.
| Material | Elastic Modulus (GPa) | Poisson’s Ratio | Density (kg/m³) |
|---|---|---|---|
| 30CrMnSiA | 196 | 0.300 | 7750 |
| 45 Steel | 210 | 0.269 | 7850 |
Boundary conditions and contact definitions were meticulously applied. The base of the flexspline cup was coupled to a reference point and fully fixed (encastre), representing the output side. The two halves of the wave generator were assembled inside the flexspline with an initial “no-interference” condition. Surface-to-face contact pairs were defined between the cam and the inner wall of the flexspline, and between the teeth of the flexspline and circular spline. A finite sliding formulation with a penalty friction coefficient of 0.15 was used for all contacts. The analysis step involved applying a small rotational displacement to the wave generator to simulate the meshing condition under load, and the static stress solution was obtained using Abaqus/Standard with nonlinear geometry (NLGEOM) activated.
To analyze the stress distribution, we defined specific observation nodes on the flexspline. Nodes 1 and 2 are located on the tooth surface and tooth root, respectively, near the positive major axis. Nodes 3 and 4 are similarly placed near the positive minor axis. Nodes 5 and 6 are on the tooth surface and root near the negative major axis, while Nodes 7 and 8 are on the tooth surface and root near the negative minor axis. We extracted the maximum von Mises stress on the flexspline teeth, the maximum stress at the cup bottom (a critical fatigue region), and the stresses at these observation nodes for each experiment.
The influence of the center distance error along the major axis ($\delta_{CFY}$) is profound. As $\delta_{CFY}$ increases from 0 to 0.05 mm, the maximum stress on the flexspline teeth escalates dramatically, from approximately 410 MPa to over 11,000 MPa—an increase by a factor of about 27. The relationship can be approximated by an exponential growth function:
$$ \sigma_{\text{teeth, max}}(\delta_{CFY}) \approx \sigma_0 \cdot e^{k \cdot \delta_{CFY}} $$
where $\sigma_0$ is the nominal stress and $k$ is a large positive constant derived from curve fitting. In contrast, the maximum cup bottom stress remains virtually unchanged, hovering around 350-360 MPa. The stress at observation points reveals a clear pattern: stresses at Nodes 1 and 2 (positive major axis) decrease slightly, stresses at Nodes 3 and 4 (positive minor axis) remain nearly constant, while stresses at Nodes 5 and 6 (negative major axis) increase exponentially, mirroring the overall tooth stress trend. This indicates that a positive $\delta_{CFY}$ (circular spline offset in the positive major axis direction) drastically increases the meshing interference and contact pressure on the teeth on the opposite (negative major axis) side of the strain wave gear.
The effect of the center distance error along the minor axis ($\delta_{CFX}$) is significant but less severe than $\delta_{CFY}$. As $\delta_{CFX}$ increases from 0 to 0.05 mm, the maximum tooth stress increases linearly by about 200%, from ~400 MPa to ~1200 MPa. The cup bottom stress also shows a linear increase of approximately 61%. The observation point data shows that stresses at Nodes 1 and 2 decrease slightly, stresses at Nodes 3 and 4 decrease moderately, while stresses at Nodes 7 and 8 (negative minor axis) increase. This shift in the high-stress region is summarized by the linear relations:
$$ \sigma_{\text{teeth, max}} = A + B \cdot \delta_{CFX}, \quad \sigma_{\text{cup, max}} = C + D \cdot \delta_{CFX} $$
where $A, B, C, D$ are positive constants. The linear behavior suggests a more predictable and manageable impact compared to the major axis error.
The cam axial installation error ($\delta_{WFZ}$) has the least impact on overall stress levels among the errors studied. Over the range of -1.0 mm to 1.0 mm, the maximum tooth stress varies by only about 12.5%, showing a complex, non-monotonic relationship with a minimum near $\delta_{WFZ} = 0.5$ mm. The cup bottom stress remains constant. The stresses at Nodes 1 and 2 follow a shallow parabolic trend, peaking near the nominal position ($\delta_{WFZ}=0$). This indicates that the axial position of the cam primarily affects the distribution of load along the tooth face width rather than the peak magnitude, for the given strain wave gear geometry. The relationship can be modeled as a low-order polynomial:
$$ \sigma_{\text{obs1,2}}(\delta_{WFZ}) \approx \alpha_0 + \alpha_1 \delta_{WFZ} + \alpha_2 \delta_{WFZ}^2 $$
with small coefficients $\alpha_i$.
The cam radial installation error along the major axis ($\delta_{WFY}$) exhibits an effect similar in severity to $\delta_{CFY}$. This error directly modifies the effective radial deformation $w_0$ imposed on the flexspline by the wave generator. An increase in $\delta_{WFY}$ leads to an exponential rise in the maximum tooth stress, while the cup bottom stress shows a moderate linear increase. Stresses at Nodes 1 and 2 decrease, and stresses at Nodes 5 and 6 increase sharply. The governing equation for the tooth stress can be considered analogous to that for $\delta_{CFY}$, emphasizing the critical link between major axis geometry and stress in the strain wave gear:
$$ \sigma_{\text{teeth, max}}(\delta_{WFY}) \propto \exp(\lambda \cdot \delta_{WFY}) $$
where $\lambda$ is a positive constant.
Finally, the cam radial error along the minor axis ($\delta_{WFX}$) causes a redistribution of stress. As $\delta_{WFX}$ increases, the high-stress zone rotates from the major axis region towards the minor axis. The maximum tooth stress increases linearly but remains at a much lower level than for major axis errors. The cup bottom stress is largely unaffected. Mathematically, the stress state can be seen as a rotation of the principal stress directions relative to the tooth coordinate system. The stresses at observation points show clear linear trends: $\sigma_{\text{Node1,2}} \approx \beta_1 – \zeta_1 \delta_{WFX}$ and $\sigma_{\text{Node3,4}} \approx \beta_2 + \zeta_2 \delta_{WFX}$.
The physical interpretation of these results is rooted in the altered meshing kinematics and load distribution. Errors along the major axis ($\delta_{CFY}, \delta_{WFY}$) directly affect the conjugate action and radial interference at the regions of maximum flexion, leading to severe over-stressing or under-stressing of specific tooth pairs. Errors along the minor axis ($\delta_{CFX}, \delta_{WFX}$) primarily cause an asymmetric engagement, shifting the load path. Axial error ($\delta_{WFZ}$) changes the line of contact along the tooth flank. The sensitivity of the cup bottom stress to $\delta_{CFX}$ and $\delta_{WFY}$ can be explained by the altered bending moment arm acting on the flexspline cup due to the shifted resultant meshing force.
To synthesize these findings for engineering practice, we can establish tolerance guidelines. Based on a permissible stress increase of, for example, 50% above the nominal design stress, we can derive allowable error ranges. Let $\sigma_{\text{allow}}$ be the allowable stress and $\sigma_{\text{nom}}$ the nominal stress. The tolerance $\tau$ for a linearly influencing error (like $\delta_{CFX}$) can be found from:
$$ \tau_{\text{linear}} = \frac{\sigma_{\text{allow}} – \sigma_{\text{nom}}}{B} $$
where $B$ is the linear coefficient from earlier. For exponentially influencing errors ($\delta_{CFY}, \delta_{WFY}$), the tolerance is much tighter:
$$ \tau_{\text{exp}} = \frac{1}{k} \ln\left(\frac{\sigma_{\text{allow}}}{\sigma_{\text{nom}}}\right) $$
A comparative ranking of error sensitivity for the strain wave gear is presented in Table 5.
| Rank | Error Type | Primary Effect on Tooth Stress | Effect on Cup Bottom Stress | Recommended Priority for Control |
|---|---|---|---|---|
| 1 | $\delta_{CFY}$ (Major axis center distance) | Extreme exponential increase | Negligible | Highest |
| 2 | $\delta_{WFY}$ (Major axis cam radial) | Extreme exponential increase | Moderate linear increase | Highest |
| 3 | $\delta_{CFX}$ (Minor axis center distance) | Significant linear increase | Moderate linear increase | High |
| 4 | $\delta_{WFX}$ (Minor axis cam radial) | Moderate linear increase, stress shift | Negligible | Medium |
| 5 | $\delta_{WFZ}$ (Cam axial) | Minor variation, redistribution | Negligible | Low |
Furthermore, the impact on the meshing backlash, which affects transmission precision and torsional stiffness, can be analyzed parametrically. Using the conjugate tooth profiles and the error-induced misalignment, the minimum tooth clearance $j_{\min}$ can be expressed as a function of the error parameters. For instance, for a center distance error:
$$ j_{\min}(\delta_{CF}) \approx j_0 – \eta \cdot \delta_{CF} $$
where $j_0$ is the nominal backlash and $\eta$ is a geometry-dependent coefficient. Excessive reduction in $j_{\min}$ can lead to tooth interference and the high stresses observed. Therefore, a holistic assembly strategy for strain wave gears must consider both stress and kinematic performance.
In conclusion, our comprehensive investigation into the effects of assembly errors on a double circular arc strain wave gear reveals a clear hierarchy of influence. Errors aligned with the major axis of the wave generator ellipse—specifically the circular spline-flexspline center distance error and the cam radial installation error in that direction—have the most devastating impact on flexspline tooth stress, exhibiting exponential growth trends. Errors along the minor axis have a significant but linear and more manageable effect. The cam axial error has minimal influence on peak stress magnitudes. The stress at the critical flexspline cup bottom is primarily sensitive to minor axis center distance error and major axis cam radial error. These findings underscore the paramount importance of controlling radial alignments, especially along the major axis, during the assembly of high-performance strain wave gears. Future work could explore active compensation methods or robust design optimizations that make the strain wave gear tooth profile less sensitive to these inevitable assembly variations, further enhancing the reliability and longevity of these indispensable precision transmission components.