
In precision mechanical transmissions, the strain wave gear, also known as the harmonic drive, plays a critical role due to its compact size, high reduction ratio, and exceptional positional accuracy. As a key component in robotics, aerospace, and instrumentation, the performance of strain wave gears hinges on the manufacturing precision of their flexible spline, or flexspline. This thin-walled, large-modified gear—often with a modification coefficient around 3—poses unique machining challenges. Traditional hobbing tools are inadequate for such gears, necessitating specially designed forming hobs. In this article, I delve into the impact of forming hob errors on the geometric accuracy of large-modified flexsplines in strain wave gears. Through comprehensive modeling and simulation, I analyze how hob profile errors, cutting edge helix errors, and radial run-out errors propagate to affect flexspline tooth profile accuracy and base pitch errors. The goal is to provide insights for optimizing hob selection and process control to enhance the manufacturing quality of these precision components.
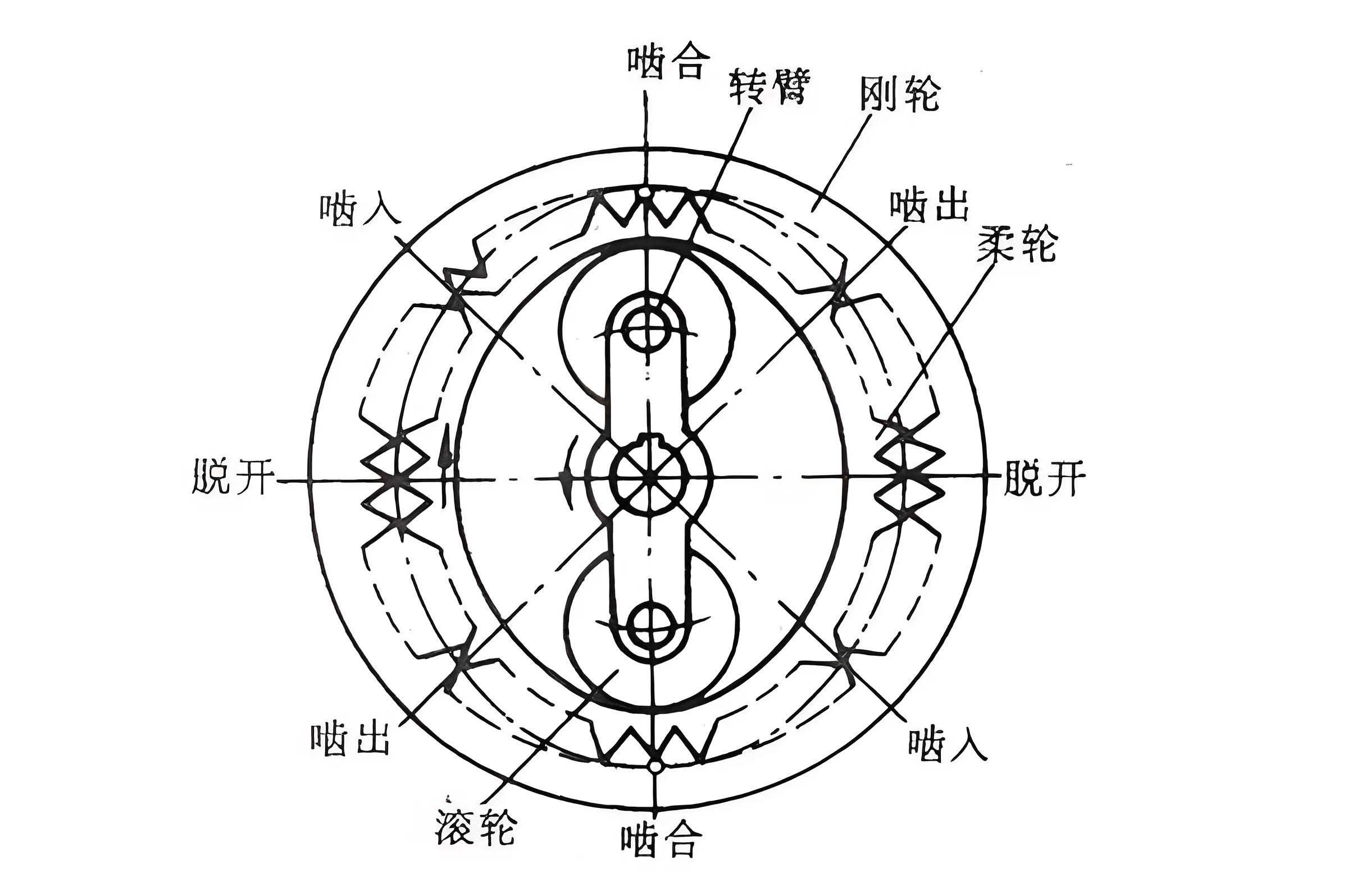
The strain wave gear operates on the principle of elastic deformation, where a wave generator deforms a flexible spline to mesh with a rigid circular spline, enabling high-ratio motion transmission. The flexspline, typically a thin-walled cup or hat-shaped component, features a large tooth modification to accommodate the deformation while maintaining proper tooth engagement. This large modification, however, means that the pitch circle lies outside the tooth body, rendering standard hobs ineffective. Consequently, a forming hob must be designed with adjusted parameters to ensure the hobbing pitch circle is positioned near the mid-height of the tooth, minimizing machining inaccuracies.
To design a forming hob for a large-modified flexspline in a strain wave gear, the initial hobbing pitch circle diameter \(d_p\) is determined as the average of the addendum circle diameter \(d_a\) and dedendum circle diameter \(d_f\) of the flexspline:
$$
d_p = \frac{d_a + d_f}{2}
$$
The pressure angle \(\alpha_{np}\) at this diameter is calculated based on the base circle diameter \(d_b\) of the flexspline:
$$
\alpha_{np} = \arccos\left(\frac{d_b}{d_p}\right)
$$
The hobbing pitch circle diameter is then refined as:
$$
d_p = \frac{d_b}{\cos\alpha_{np}}
$$
And the normal module \(m_{np}\) at this diameter is derived from the flexspline’s standard normal module \(m_n\) and pressure angle \(\alpha_n\):
$$
m_{np} = \frac{m_n \cos\alpha_n}{\cos\alpha_{np}}
$$
The forming hob is designed with these adjusted parameters: normal module \(m_{nh} = m_{np}\) and normal pressure angle \(\alpha_{nh} = \alpha_{np}\). The hob’s pitch diameter \(d_h\) is calculated considering the hob outer diameter \(D_h\) and the flexspline’s geometry:
$$
d_h = D_h – (d_p – d_f)
$$
The normal tooth thickness \(S_{nh}\) of the hob at its pitch diameter is derived from the flexspline’s tooth thickness at the hobbing pitch circle. For the flexspline, the normal tooth thickness at the standard pitch diameter \(d\) is:
$$
S_n = \frac{\pi m_n}{2} + 2 x m_n \tan(\alpha_n)
$$
where \(x\) is the modification coefficient. At the hobbing pitch circle diameter \(d_p\), the tooth thickness \(S_{np}\) is:
$$
S_{np} = S_n \frac{d_p}{d} – d_p (\text{inv}\alpha_{np} – \text{inv}\alpha_n)
$$
where \(\text{inv}\alpha = \tan\alpha – \alpha\) is the involute function. The hob’s normal tooth thickness is then:
$$
S_{nh} = \pi m_{np} – S_{np}
$$
This custom design ensures that the hobbing process accurately generates the tooth profile of the large-modified flexspline for strain wave gears. To illustrate, consider a typical flexspline for a strain wave gear with parameters: normal module \(m_n = 0.8\), modification coefficient \(x = 3\), pressure angle \(\alpha_n = 20^\circ\), number of teeth \(z = 150\), addendum circle diameter \(d_a = 126.4\,\text{mm}\), and dedendum circle diameter \(d_f = 122.8\,\text{mm}\). The forming hob design yields \(m_{nh} = 0.8295\,\text{mm}\), \(\alpha_{nh} = 25^\circ\), \(d_h = 30.3797\,\text{mm}\), and axial tooth thickness \(1.3672\,\text{mm}\). Table 1 compares key parameters of the forming hob versus a standard hob.
| Parameter | Standard Hob | Forming Hob |
|---|---|---|
| Normal Module (mm) | 0.8 | 0.8295 |
| Normal Pressure Angle (°) | 20 | 25 |
| Pitch Diameter (mm) | 30 | 30.3797 |
| Axial Tooth Thickness (mm) | 1.257 | 1.3672 |
| Outer Diameter (mm) | 32 | 32 |
The axial tooth profile of the forming hob, represented in a hob coordinate system \(O_h-X_hY_h\) with \(X_h\) along the hob axis, can be expressed parametrically. Let \(s\) be the \(Y_h\)-coordinate of the axial profile point, so the profile is:
$$
\mathbf{P}_h(s) = (x_h(s), s, 0, 1)^T
$$
This profile undergoes a helical motion around the hob axis to form the cutting edges. For a hob with \(Z_k\) gashes, the phase difference between adjacent cutting edges is \(\Delta = 2\pi / Z_k\). Numbering the cutting edges \(i\) (positive for right-hand rotation), the \(i\)-th cutting edge is derived as:
$$
\mathbf{W}_h^i(s) =
\begin{bmatrix}
1 & 0 & 0 & \frac{i \cdot p \cdot \lambda}{Z_k \cdot \lambda} \\
0 & \cos(i\Delta) & -\sin(i\Delta) & 0 \\
0 & \sin(i\Delta) & \cos(i\Delta) & 0 \\
0 & 0 & 0 & 1
\end{bmatrix}
\begin{bmatrix}
x_h(s) \\
s \\
0 \\
1
\end{bmatrix}
$$
where \(p\) is the axial pitch of the hob, and \(\lambda\) is the helix lead angle (positive for right-hand hobs).
Hob errors significantly influence the accuracy of the machined flexspline in strain wave gears. I consider three primary error types: tooth profile error, cutting edge helix error, and radial run-out error. The tooth profile error \(\delta_{ihn}(s)\) for the \(i\)-th cutting edge is measured normal to the theoretical profile, with reference at the pitch point. For simulation, this normal error is approximated as an axial deviation \(\delta_{ihx}(s)\):
$$
\delta_{ihx}(s) = \frac{\delta_{ihn}(s)}{\cos\alpha_x}
$$
where \(\alpha_x\) is the pressure angle at point \(s\). In practice, the tooth profile error is often quantified as the maximum deviation over the measured range, aligning with standards like GB/T 6084-2016 for hob accuracy grading.
The cutting edge helix error describes the axial deviation of the cutting edge from its theoretical helix on a concentric cylinder. For the \(i\)-th cutting edge, the helix error \(\delta_{ihL}\) relates to the helix error per hob revolution \(\delta_{z1}\):
$$
\delta_{ihL} = \frac{i \cdot \delta_{z1}}{Z_k}
$$
This error accumulates along the hob’s length, affecting tooth spacing on the flexspline.
Radial run-out error arises from hob installation inaccuracies, measured as maximum radial跳动 at the hob’s end journals. Let \(E_L\) and \(E_R\) be the maximum run-out values at left and right ends, with corresponding phase angles \(\eta_L\) and \(\eta_R\). The hob axis undergoes translations and rotations: translations \(T_y\) and \(T_z\) along \(Y_h\) and \(Z_h\) axes, and rotations \(\beta_y\) and \(\beta_z\) about these axes. These are computed from the end journal center coordinates:
$$
y_{oL} = \frac{E_L}{2} \cos\eta_L, \quad z_{oL} = -\frac{E_L}{2} \sin\eta_L
$$
$$
y_{oR} = \frac{E_R}{2} \cos\eta_R, \quad z_{oR} = -\frac{E_R}{2} \sin\eta_R
$$
With hob length \(L_h\), the misalignment parameters are:
$$
\beta_y = \arcsin\left(\frac{z_{oL} – z_{oR}}{L_h}\right), \quad \beta_z = \arcsin\left(\frac{y_{oL} – y_{oR}}{L_h}\right)
$$
$$
T_y = \frac{y_{oL} + y_{oR}}{2}, \quad T_z = \frac{z_{oL} + z_{oR}}{2}
$$
Combining these errors, the actual cutting edge of the hob in its coordinate system is:
$$
\mathbf{E}_h^i(s) = \mathbf{M}_Y \mathbf{M}_Z \mathbf{W}_h^i_a(s)
$$
where \(\mathbf{W}_h^i_a(s)\) is the theoretical cutting edge with profile and helix errors superimposed:
$$
\mathbf{W}_h^i_a(s) = (x_h^i + \delta_{ihx} + \delta_{ihL}, y_h^i, z_h^i, 1)^T
$$
and \(\mathbf{M}_Y\) and \(\mathbf{M}_Z\) are transformation matrices for rotations and translations due to run-out:
$$
\mathbf{M}_Y =
\begin{bmatrix}
\cos\beta_y & 0 & -\sin\beta_y & 0 \\
0 & 1 & 0 & 0 \\
\sin\beta_y & 0 & \cos\beta_y & T_z \\
0 & 0 & 0 & 1
\end{bmatrix}, \quad
\mathbf{M}_Z =
\begin{bmatrix}
\cos\beta_z & -\sin\beta_z & 0 & 0 \\
\sin\beta_z & \cos\beta_z & 0 & T_y \\
0 & 0 & 1 & 0 \\
0 & 0 & 0 & 1
\end{bmatrix}
$$
To simulate hobbing and evaluate theoretical machining errors for the large-modified flexspline in strain wave gears, I model the relative motion between hob and workpiece. Coordinate systems are defined: hob coordinate system \(S_h (O_h-X_hY_hZ_h)\), hob mounting system \(S_1 (O_1-X_1Y_1Z_1)\), hob reference system \(S_2 (O_2-X_2Y_2Z_2)\), workpiece reference system \(S_3 (O_3-X_3Y_3Z_3)\), and workpiece system \(S_4 (O_4-X_4Y_4Z_4)\). The hob rotates about \(X_1\), and the workpiece rotates synchronously based on the gear ratio. The hob’s axial feed per workpiece revolution is \(f\).
The trajectory surface of the \(i\)-th cutting edge in the workpiece system \(S_4\) is:
$$
\mathbf{G}_g^i(s, \varphi) = \mathbf{T}_4^3 \mathbf{T}_3^1 \mathbf{T}_1^h \mathbf{E}_h^i(s)
$$
where \(\varphi\) is the hob rotation angle, and transformation matrices are:
$$
\mathbf{T}_1^h =
\begin{bmatrix}
1 & 0 & 0 & 0 \\
0 & \cos\varphi & \sin\varphi & 0 \\
0 & -\sin\varphi & \cos\varphi & 0 \\
0 & 0 & 0 & 1
\end{bmatrix}, \quad
\mathbf{T}_3^1 =
\begin{bmatrix}
\cos\gamma & 0 & -\sin\gamma & 0 \\
0 & 1 & 0 & a \\
\sin\gamma & 0 & \cos\gamma & \zeta \\
0 & 0 & 0 & 1
\end{bmatrix}, \quad
\mathbf{T}_4^3 =
\begin{bmatrix}
\cos\psi & -\sin\psi & 0 & 0 \\
\sin\psi & \cos\psi & 0 & 0 \\
0 & 0 & 1 & 0 \\
0 & 0 & 0 & 1
\end{bmatrix}
$$
Here, \(\gamma\) is the hob installation angle, \(a = (d_p + d_h)/2\) is the radial distance, \(\zeta\) is the axial feed, and \(\psi\) is the workpiece rotation angle. For climb hobbing:
$$
\zeta = \frac{z_h f \varphi}{2\pi z}, \quad \psi = \frac{z_h \varphi}{z}
$$
where \(z_h\) is the number of hob starts, and \(z\) is the number of teeth on the flexspline.
The theoretical tooth surface of the large-modified flexspline is an involute helicoid. For a straight gear, the tooth slot surface is generated by translating an end-face involute along the axis. The end-face involute is derived from a standard involute rotated by an angle \(\Gamma\) to align with the tooth slot center. For slot \(k\) (numbered \(0\) to \(z-1\)), the surface is:
$$
\mathbf{F}_k(\theta, \mu) =
\begin{bmatrix}
\pm [r_b \sin(\theta – \Gamma – k\delta) – r_b \theta \cos(\theta – \Gamma – k\delta)] \\
r_b \cos(\theta – \Gamma – k\delta) + r_b \theta \sin(\theta – \Gamma – k\delta) \\
\mu \\
1
\end{bmatrix}
$$
where \(r_b\) is the base radius, \(\theta\) is the involute roll angle, \(\mu\) is the axial coordinate, \(\delta = 2\pi/z\) is the angular pitch, and \(\Gamma = \pi/(2z) – 2x \tan\alpha_n / z – \tan\alpha_n + \alpha_n\). The sign \(\pm\) corresponds to left and right flank involutes.
The theoretical machining error is computed by finding the shortest distance from a point on the theoretical tooth surface along its normal to the hob cutting edge trajectory surface. This distance represents the tooth profile error. The base pitch error is evaluated by determining the actual base pitch between adjacent homologous flanks and comparing it to the theoretical value \(p_b = \pi m_n \cos\alpha_n\).
Through simulation, I analyze the influence of hob errors on the accuracy of large-modified flexsplines in strain wave gears. For a flexspline with parameters as earlier, and hobbing with axial feed \(f = 1\,\text{mm/rev}\), the following results are obtained.
Hob Tooth Profile Error Influence: A hob tooth profile error directly transfers to the flexspline tooth profile error. For instance, if the hob cutting edge has a profile error of \(-5\,\mu\text{m}\) (meaning the actual edge is offset inward by \(5\,\mu\text{m}\)), the resulting flexspline tooth profile error is approximately \(5.5\,\mu\text{m}\) positive (actual flank shifted outward). The error varies slightly across different tooth slots due to axial feed position, but overall, the flexspline tooth profile error is linearly proportional to the hob profile error, with a magnitude slightly less than the hob error. This highlights the sensitivity of strain wave gear flexsplines to hob profile inaccuracies.
Hob Cutting Edge Helix Error Influence: The helix error per hob revolution \(\delta_{z1}\) significantly affects both tooth profile and base pitch errors of the flexspline. For \(\delta_{z1} = 10\,\mu\text{m}\), the tooth profile error on the flexspline ranges from negative values at the tooth root (overcutting) to positive values up to \(10-12\,\mu\text{m}\) at the tooth tip. This variation occurs because cutting edges farther from the central reference edge have larger deviations due to the cumulative helix error. The average tooth profile error increases linearly with \(\delta_{z1}\), as shown in Table 2.
| Hob Helix Error \(\delta_{z1}\) (\(\mu\text{m}\)) | Flexspline Tooth Profile Error (\(\mu\text{m}\)) |
|---|---|
| 5 | 6.2 |
| 10 | 11.8 |
| 15 | 17.5 |
| 20 | 23.1 |
The base pitch error of the flexspline is nearly equal to the hob helix error per revolution. For \(\delta_{z1} = 10\,\mu\text{m}\), the base pitch error is approximately \(9.8\,\mu\text{m}\). This strong correlation underscores the importance of controlling helix errors in hobs for strain wave gears to ensure proper tooth spacing and smooth operation.
Hob Radial Run-out Error Influence: Radial run-out, primarily from installation, causes tooth profile errors that exhibit a wavy pattern along the tooth height. For a hob with left-end run-out \(E_L = 0.06\,\text{mm}\) and right-end \(E_R = 0\), the tooth profile error on the left flank is larger (around \(-10\) to \(-20\,\mu\text{m}\)) than on the right flank (around \(0\) to \(-8\,\mu\text{m}\)). The phase angles of run-out affect the error distribution but not the overall magnitude. When both ends have run-out \(E_L = E_R = 0.06\,\text{mm}\) with a \(180^\circ\) phase difference, the tooth profile error on both flanks ranges from \(-20\) to \(-28\,\mu\text{m}\), with an average value about \(40\%\) of the run-out magnitude. However, radial run-out has minimal impact on base pitch error—even with \(60\,\mu\text{m}\) run-out, the base pitch error is only about \(0.7\,\mu\text{m}\). This is because run-out similarly affects adjacent flanks, canceling out spacing variations. Table 3 summarizes the effects of different hob errors on flexspline accuracy.
| Hob Error Type | Effect on Tooth Profile Error | Effect on Base Pitch Error | Key Observations |
|---|---|---|---|
| Tooth Profile Error | Linear transfer, error slightly less than hob error | Negligible | Direct mapping to flank geometry |
| Cutting Edge Helix Error | Increases with tooth height, average linear with \(\delta_{z1}\) | Approximately equal to \(\delta_{z1}\) | Critical for tooth spacing accuracy in strain wave gears |
| Radial Run-out Error | Wavy pattern, average ~40% of run-out value | Very small (<1 \(\mu\text{m}\) for 60 \(\mu\text{m}\) run-out) | Phase angle affects distribution, not magnitude |
The mathematical relationship for tooth profile error due to hob helix error can be expressed as:
$$
\Delta f_{profile} \approx k_h \cdot \delta_{z1}
$$
where \(k_h\) is a coefficient dependent on tooth geometry, typically around \(1.0-1.2\) for large-modified flexsplines in strain wave gears. For base pitch error:
$$
\Delta p_b \approx \delta_{z1}
$$
These relationships emphasize the need for tight tolerance on hob helix accuracy in manufacturing strain wave gear components.
In practical terms, optimizing the forming hob design and controlling its errors are essential for producing high-precision flexsplines. The simulation approach described allows for preemptive error analysis, guiding hob selection and process parameters. For instance, using hobs with higher accuracy grades for helix errors can significantly improve the base pitch consistency of strain wave gears, enhancing their transmission accuracy and reducing backlash. Additionally, proper hob installation and run-out minimization help maintain tooth profile integrity, crucial for the thin-walled flexspline’s durability under cyclic deformation.
Further research could explore the combined effects of multiple error sources, dynamic factors like cutting forces, and thermal effects on hobbing accuracy for strain wave gears. Advanced compensation strategies, such as adaptive CNC path corrections, could be developed based on these models. The integration of real-time monitoring and machine learning for error prediction might further push the boundaries of strain wave gear manufacturing precision.
In conclusion, the accuracy of large-modified flexsplines in strain wave gears is highly sensitive to forming hob errors. Through detailed modeling and simulation, I have quantified the impacts of hob tooth profile errors, cutting edge helix errors, and radial run-out errors. Hob helix errors are particularly critical, causing substantial tooth profile and base pitch errors that can degrade the performance of strain wave gears. Hob profile errors directly transfer to the flexspline flank geometry, while radial run-out primarily affects tooth profile with minimal effect on base pitch. By understanding these relationships, manufacturers can better select hob tolerances and implement process controls to achieve the stringent accuracy requirements for strain wave gears, ensuring reliable operation in demanding applications like robotics and aerospace. The insights from this analysis contribute to the broader goal of advancing precision gear manufacturing technology.