
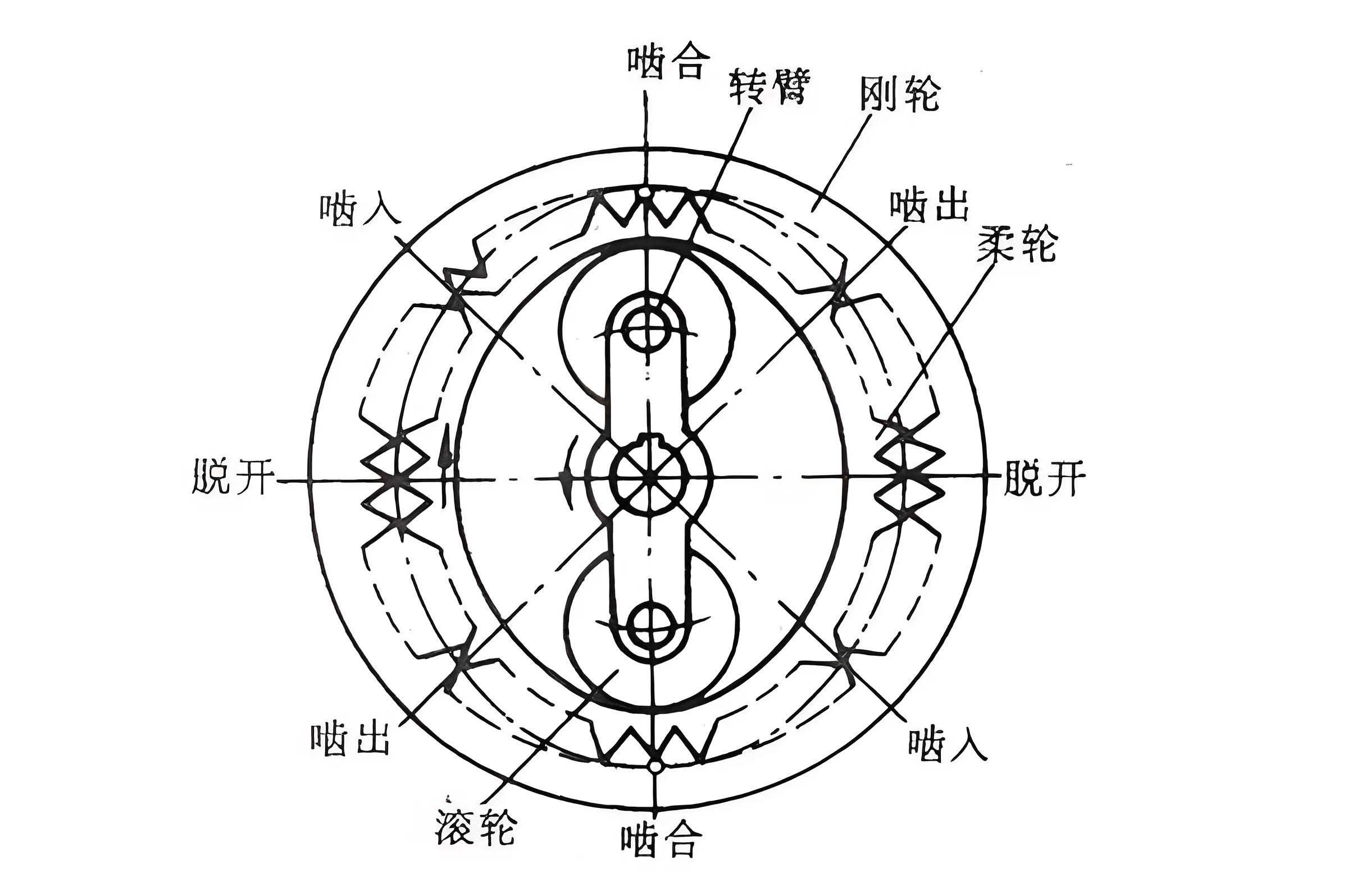
As a critical component in robotics, aerospace, and precision instrumentation, the strain wave gear, commonly known as the harmonic drive, is prized for its compactness, high reduction ratio, and positional accuracy. The operational principle relies on the controlled elastic deformation of a flexible spline, the flexspline, by a wave generator, enabling meshing with a rigid circular spline. Among the three core components, the flexspline is the most susceptible to fatigue failure due to its cyclic stress state. While research often focuses on optimizing tooth profile geometry and structural parameters to enhance performance and longevity, the inevitable manufacturing errors introduced during production constitute a significant yet less quantified factor affecting stress distribution and, consequently, the service life and precision retention of the gear. This article investigates the influence of key, measurable manufacturing tolerances on the contact stress within the flexspline of a strain wave gear featuring a double-circular-arc tooth profile, employing a combined approach of Response Surface Methodology (RSM) and Finite Element Analysis (FEA).
The fundamental design of the strain wave gear analyzed here utilizes a non-common-tangent double-circular-arc tooth profile for the flexspline. This profile, comprising three contiguous circular arcs (convex arc, concave arc, and root fillet), offers a larger conjugate action zone compared to simpler profiles. The parametric equations defining the right-side flank in the local coordinate system \( S_1 \) (origin at the intersection of the tooth symmetry axis and the neutral layer) are essential for conjugate generation of the circular spline tooth profile. Let \( u \) be the arc length parameter from the tooth tip \( A \). For the convex arc segment \( AB \), with radius \( \rho_a \), the position vector \( \mathbf{r}_1 \) and unit normal vector \( \mathbf{n}_1 \) are given by:
$$
\mathbf{r}_1(u) = \begin{bmatrix}
\rho_a \cos(\theta – u/\rho_a) + x_{oa} \\
\rho_a \sin(\theta – u/\rho_a) + y_{oa} \\
1
\end{bmatrix}, \quad \mathbf{n}_1(u) = \begin{bmatrix}
\cos(\theta – u/\rho_a) \\
\sin(\theta – u/\rho_a) \\
1
\end{bmatrix}
$$
where \( u \in (0, l_1) \), \( l_1 = \rho_a(\theta – \gamma) \), \( \theta = \arcsin[(h_a^* m + X_a)/\rho_a] \), \( x_{oa} = -\rho_a \sin \gamma \), \( y_{oa} = h_f^* m + t – X_a \), \( \gamma \) is the common tangent inclination, \( m \) is the module, \( h_a^* \) and \( h_f^* \) are the addendum and dedendum coefficients, \( X_a \) is the profile shift for the convex arc, and \( t \) is the root thickness. The concave arc segment \( BC \), with radius \( \rho_f \), is defined by:
$$
\mathbf{r}_2(u) = \begin{bmatrix}
x_{of} – \rho_f \cos[\gamma + (u – l_1)/\rho_f] \\
y_{of} – \rho_f \sin[\gamma + (u – l_1)/\rho_f] \\
1
\end{bmatrix}, \quad \mathbf{n}_2(u) = \begin{bmatrix}
\cos[\gamma + (u – l_1)/\rho_f] \\
\sin[\gamma + (u – l_1)/\rho_f] \\
1
\end{bmatrix}
$$
where \( u \in (l_1, l_2) \), \( l_2 = l_1 + \rho_f\{\arcsin[(X_f + h_f^* m)/\rho_f] – \gamma\} \), \( x_{of} = (\rho_a + \rho_f)\cos\gamma + h_l \tan\gamma – \rho_a \sin\gamma \), and \( y_{of} = h_f^* m + t + X_f \). The conjugate circular spline profile is then generated via the envelope method, solving the meshing equation for discrete points along these arc segments. Table 1 summarizes the key parameters defining this double-circular-arc profile.
| Symbol | Definition | Symbol | Definition |
|---|---|---|---|
| \( m \) | Module | \( h_a^* \) | Addendum coefficient |
| \( h_f^* \) | Dedendum coefficient | \( t \) | Tooth root thickness |
| \( \rho_a \) | Convex arc radius | \( \rho_f \) | Concave arc radius |
| \( X_a \) | Convex arc profile shift | \( X_f \) | Concave arc profile shift |
| \( k_t \) | Tooth thickness ratio | \( \gamma \) | Common tangent inclination angle |
In practical manufacturing, achieving perfect theoretical profiles is impossible. Deviations arise in all three components of the strain wave gear, impacting the meshing condition and stress state. This study focuses on four specific, quantifiable manufacturing errors: 1) Flexspline tooth thickness deviation, measured indirectly as the deviation in the span measurement value over \( z \) teeth (M-value deviation, \( \delta_1 \)); 2) Circular spline tooth thickness deviation, similarly measured as its M-value deviation (\( \delta_2 \)); 3) Wave generator cam’s major semi-axis deviation (\( \delta_3 \)); and 4) Wave generator cam’s minor semi-axis deviation (\( \delta_4 \)). The theoretical M-value for the external flexspline is derived from the geometry of the measuring pin contacting the convex tooth flank. For a measuring pin diameter \( d_p \), the distance \( l_{OF} \) from the gear center to the pin center can be calculated using the cosine rule in triangle \( \triangle EOF \), where point \( E \) is the center of the convex arc. The measured span value \( M \) is then \( M = 2 \times l_{OF} + d_p \). For the internal circular spline, the calculation depends on whether the pin contacts the convex or concave flank, determined by the pin diameter. The cam’s semi-axis deviations directly affect the theoretical radial deformation \( w_0′ \) imposed on the flexspline, where \( a = d_e/2 – t’ + w_0′ \) and \( b = d_e/2 – t’ – w_0′ \), with \( d_e \) being the flexspline inner diameter and \( t’ \) the柔性轴承 thickness. Therefore, deviations \( \delta_3 \) and \( \delta_4 \) alter the actual deformation field.
To systematically analyze the influence of these four errors on the maximum von Mises stress \( \sigma \) observed on the flexspline tooth flank, a Central Composite Circumscribed (CCC) design within the Response Surface Methodology framework was employed. This design efficiently explores the factor space with a minimal number of experiments while allowing for the fitting of a second-order polynomial model. The chosen factors and their levels, based on practical manufacturing tolerance ranges for a CSF-25-120 type strain wave gear, are presented in Table 2.
| Level Code | \( \delta_1 \) (mm) Flexspline M-error |
\( \delta_2 \) (mm) Circular Spline M-error |
\( \delta_3 \) (mm) Cam Major Axis Error |
\( \delta_4 \) (mm) Cam Minor Axis Error |
|---|---|---|---|---|
| -2 | -0.050 | -0.050 | -0.050 | -0.050 |
| -1 | -0.025 | -0.025 | -0.025 | -0.025 |
| 0 | 0.000 | 0.000 | 0.000 | 0.000 |
| +1 | +0.025 | +0.025 | +0.025 | +0.025 |
| +2 | +0.050 | +0.050 | +0.050 | +0.050 |
A total of 30 experimental runs, combining these factor levels, were defined. For each run, a corresponding 3D model of the strain wave gear assembly was created. The FEA model was constructed to represent a CSF-25-120 gear with a reduction ratio of 120 (flexspline teeth \( z_1=240 \), circular spline teeth \( z_2=242 \)). The model simplifications included treating the wave generator cam as a rigid elliptical body and removing non-essential features like bolt holes. The materials were assigned standard properties, as shown in Table 3. An eight-node hexahedral mesh with refinement in the tooth contact regions ensured accuracy and convergence.
| Component | Material | Young’s Modulus, \( E \) (GPa) | Poisson’s Ratio, \( \mu \) | Density, \( \rho \) (kg/m³) |
|---|---|---|---|---|
| Flexspline | 30CrMnSiA | 196 | 0.30 | 7750 |
| Circular Spline | 45 Steel | 210 | 0.269 | 7850 |
| Wave Generator | 45 Steel | 210 | 0.269 | 7850 |
The FEA simulation was performed in two steps: first, applying displacement to the cam halves to deform the flexspline, and second, assembling the circular spline and establishing frictional contact between the tooth flanks. From the resulting stress fields, the maximum von Mises stress on a specific, consistently identified node on the flexspline tooth flank in the meshing-in zone was extracted as the response variable \( \sigma \) for each of the 30 design points. The analysis of the FEA results consistently showed that the region of highest stress in the flexspline tooth ring is located near the meshing-in zone, which aligns with known failure modes of strain wave gears.
The collected data was used to fit a second-order response surface model. The analysis of variance (ANOVA) confirmed the high significance of the model. The final empirical relationship in coded units is given by:
$$
\begin{aligned}
\sigma = & 3035.14 + 44195.81 \delta_1 – 59171.28 \delta_2 + 96445 \delta_3 + 3288.58 \delta_4 \\
& -5.09 \times 10^5 \delta_1 \delta_2 + 7.37 \delta_1 \delta_3 – 11505 \delta_1 \delta_4 \\
& -5.32 \times 10^5 \delta_2 \delta_3 – 15960 \delta_2 \delta_4 – 16775 \delta_3 \delta_4 \\
& + 38388.08 \delta_1^2 + 1.86 \times 10^5 \delta_2^2 + 5.63 \times 10^5 \delta_3^2 + 1.0 \times 10^5 \delta_4^2
\end{aligned}
$$
The significance and contribution of the terms reveal the relative influence of each manufacturing error. The magnitude of the linear and quadratic coefficients indicates a clear hierarchy of sensitivity: the cam major semi-axis deviation (\( \delta_3 \)) has the most pronounced effect on flexspline tooth stress. This is followed by the circular spline M-value error (\( \delta_2 \)) and the flexspline M-value error (\( \delta_1 \)), while the cam minor semi-axis deviation (\( \delta_4 \)) exhibits the least sensitivity. This finding has direct implications for manufacturing cost-benefit analysis: stringent control over the cam’s major axis machining is paramount, while slightly looser tolerances for the minor axis might be acceptable without severely compromising performance.
To understand the individual effect trends, one-factor plots were generated from the model. Figure 1 shows the effect of flexspline M-value error (\( \delta_1 \)) when other errors are held at specific mid-range values. Stress increases monotonically with \( \delta_1 \). A positive \( \delta_1 \) (thicker flexspline teeth) leads to deeper, potentially interfering mesh and increased stiffness, raising stress. A reasonable tolerance to keep stress within an acceptable operational range (e.g., 300-1500 MPa) for this design is approximately \( \delta_1 \in (-0.01, 0.00) \) mm.
Figure 2 illustrates the effect of circular spline M-value error (\( \delta_2 \)). In contrast to \( \delta_1 \), stress decreases as \( \delta_2 \) increases. A positive \( \delta_2 \) (thicker circular spline teeth) effectively shifts its tooth profile outward, reducing the depth of mesh and the contact area with the flexspline, thereby lowering the contact stress. A suitable tolerance range could be \( \delta_2 \in (0.005, 0.030) \) mm.
The most critical factor, the cam major axis error (\( \delta_3 \)), shows a very strong positive correlation with stress, as seen in Figure 3. Increasing \( \delta_3 \) directly increases the radial deformation imposed on the flexspline (\( w_0′ \propto a \)), leading to greater mesh depth and significantly higher stresses. To mitigate excessive stress, the major axis should be controlled to a slightly negative deviation, with an optimal range around \( \delta_3 \in (-0.04, -0.02) \) mm for this specific strain wave gear configuration.
Finally, the influence of the cam minor axis error (\( \delta_4 \)) is relatively weak and non-monotonic, as depicted in Figure 4. Stress initially shows a slight decrease for small negative \( \delta_4 \) before increasing again. The curve is shallow, indicating that over the entire studied range \( \delta_4 \in (-0.05, 0.05) \) mm, the stress variation is minimal. This parameter offers the greatest flexibility in manufacturing tolerances.
The interaction effects between errors are crucial for understanding complex real-world scenarios. The 3D response surface plot in Figure 5 shows the combined effect of \( \delta_1 \) and \( \delta_2 \). The high negative coefficient for the \( \delta_1 \delta_2 \) interaction term in the model manifests as a twisted surface. The stress is highest when \( \delta_1 \) is large and \( \delta_2 \) is small, representing a combination of thick flexspline teeth and thin circular spline teeth. Conversely, the lowest stress occurs when \( \delta_1 \) is small and \( \delta_2 \) is large. This interplay suggests that errors in one component can be partially compensated by errors in the other.
More importantly, the interaction between gear errors and cam error offers a practical compensation strategy. Since machining the cam to precise dimensions is generally easier and less costly than achieving perfect gear tooth profiles, the cam’s major axis can be adjusted post-hoc to correct for measured gear errors. Figures 6 and 7 show the interaction surfaces for \( (\delta_1, \delta_3) \) and \( (\delta_2, \delta_3) \), respectively. They reveal that increasing \( \delta_3 \) amplifies the stress-increasing effect of a positive \( \delta_1 \) and can help counteract the stress-decreasing effect of a positive \( \delta_2 \).
Based on these insights, four pragmatic error compensation schemes can be formulated for a strain wave gear after the flexspline and circular spline have been manufactured and their M-value deviations measured:
Scheme 1: When both \( \delta_1 \) and \( \delta_2 \) are negative (both gears have thinner-than-nominal teeth), the natural tendency is for reduced mesh depth and possibly backlash. To improve load sharing and contact, the cam major axis should be decreased (\( \Delta_1 < 0 \)) slightly to increase the radial deformation and ensure proper meshing without over-stressing.
Scheme 2: When both \( \delta_1 \) and \( \delta_2 \) are positive (both gears have thicker teeth), the mesh is inherently deeper and stresses are higher. To alleviate this, the cam major axis should be increased (\( \Delta_2 > 0 \)) to slightly reduce the effective radial deformation and lower the contact pressure.
Scheme 3: When \( \delta_1 \) is negative (thin flexspline teeth) and \( \delta_2 \) is positive (thick circular spline teeth), the combination leads to very low mesh depth and potentially insufficient contact. The cam major axis should be increased (\( \Delta_3 > 0 \)) to increase deformation and restore proper mesh engagement.
Scheme 4: When \( \delta_1 \) is positive (thick flexspline teeth) and \( \delta_2 \) is negative (thin circular spline teeth), this is the worst-case scenario for high stress. The cam major axis should be decreased (\( \Delta_4 < 0 \)) to reduce the radial deformation and prevent excessive interference and stress concentration.
In conclusion, this investigation into the influence of manufacturing errors on stress within a double-circular-arc strain wave gear provides a quantitative framework for understanding and controlling gear performance. The ranking of error sensitivity—cam major axis deviation being the most critical, followed by circular spline and flexspline tooth thickness errors, with cam minor axis deviation being the least sensitive—offers clear guidance for prioritizing machining accuracy. Furthermore, the derived response surface model and the proposed compensation schemes demonstrate that the costly consequences of gear tooth profile errors can be effectively mitigated through controlled adjustment of the more easily machined wave generator cam. This approach enhances the meshing condition, improves precision retention, and can ultimately reduce production cost and scrap rates by allowing for broader tolerances on the complex gear components without sacrificing the final performance of the strain wave gear assembly.