
Ring rolling process essentially belongs to plastic forming process. Through local deformation of spiral bevel gear blank, the overall forming effect is finally achieved. The ring rolling die is mainly composed of drive roll, core roll and guide roll. As the driving roller, the driving roller rotates at a uniform speed along its own center line while making a linear feed motion. Due to the friction between the driving roller and the spiral bevel gear blank, the friction drives the spiral bevel gear blank to rotate. As a driven roller, the core roller also performs driven rotation. When the spiral bevel gear blank meets the dimensional requirements of the formed part during forming, the movement stops. In the whole movement process, the guide roller mainly plays the role of shockproof and centering on the rough of spiral bevel gear. The whole process can ensure the purpose of increasing the inner diameter and thinning the wall thickness of the forging.
Ring rolling process has different classification methods. According to different temperatures, it can be divided into cold ring rolling and hot ring rolling; According to the different pressure bearing methods of forgings, they can be divided into three categories: 1. Radial ring rolling 2. Radial axial ring rolling 3. Axial ring rolling. The radial ring and radial axial ring are shown in Figure 1.
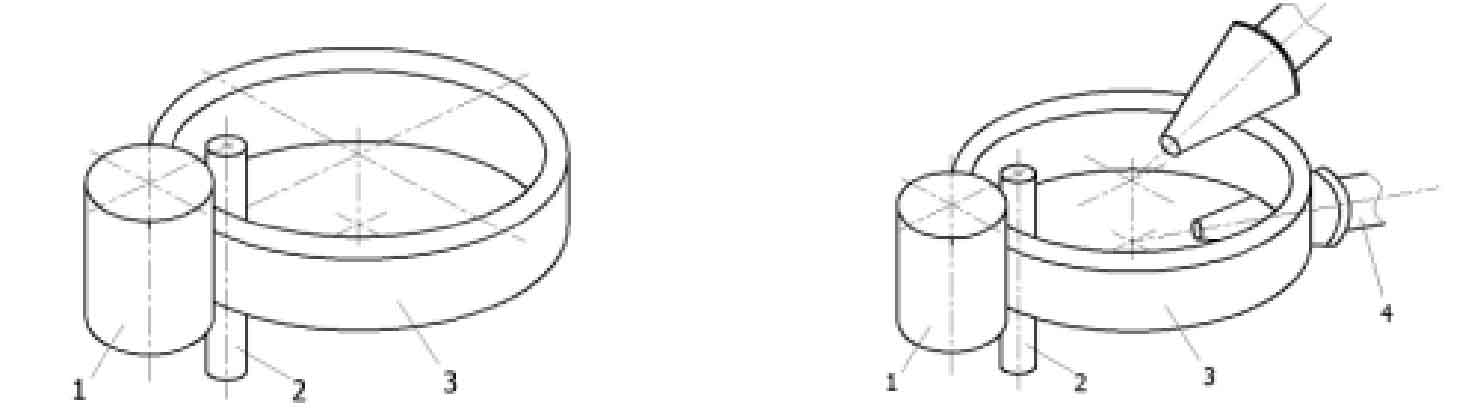
- Radial ring rolling
The radial (ring wall) of the forging is stressed and the axial direction is not restricted, but the wall thickness of the spiral bevel gear blank does not increase significantly. This process is suitable for spiral bevel gear blanks such as rectangular section and cross section.
- Radial axial ring rolling
When the forging is pressurized in the radial direction, it is also deformed in the axial direction by the end roll. It is suitable for the rough spiral bevel gear with complex cross-section shape.
- Axial ring rolling
Also known as swing rolling, it is a process in which the conical upper die locally processes the blank and finally makes it fully formed. This method is suitable for parts such as rings and discs.
As an advanced technology for producing driven spiral bevel gear blank, ring rolling process itself has many advantages:
- Small deformation force. As the ring rolling technology is continuously and locally pressurized, the contact area between the die and the spiral bevel gear blank is reduced, so the deformation force is also reduced, which is only 1 / N (n = 5 ~ 20).
- High quality and precision. The forging size processed by ring rolling technology is similar to that of the finished product, so it does not need too much machining. At the same time, the rough surface of spiral bevel gear is smooth, and the surface roughness can reach Ra0 4 ~ 0.8um, which reduces the use of materials.
- High production efficiency. Using ring rolling process to produce small ring parts can generally reach 450 ~ 700 pieces / hour, and the production efficiency is more than ten times that of general forging methods.
- Long service life of mould. Because the die locally pressurizes the ring parts, the applied pressure is only more than ten to dozens of times that of the usual forging, so the overall bearing capacity of the die is small, the wear of the die is less, and the service life of the die is prolonged.
- Small equipment tonnage, low processing cost and less production investment.
- Good working environment. The factory makes great efforts to use automatic and mechanized processing equipment, which greatly reduces the labor volume of workers. At the same time, the vibration and noise of the factory are small, which is conducive to the physical and mental health of workers.