
As shown in the figure, the load stroke curve of precision forging of spiral bevel gear is shown. From the figure, it can be seen that the whole forming process can be roughly divided into three stages:
1) From the beginning of forming to the central part of the upper end face of the blank, the deformation of the blank is mainly concentrated in the tooth root of the gear. With the downward movement of the tooth die, the contact area between the blank and the tooth top of the tooth die is more and more, and the forming force increases slowly.
2) From the upsetting of the whole blank to the basic filling of the tooth cavity of the tooth die of the spiral bevel gear, while the tooth root of the forging gear continues to deform, the whole blank flows radially to fill the die cavity, and the forming force continues to increase, and the increasing speed is faster than that in the first stage.
3) The whole die bore is filled and the forming of spiral bevel gear forging is completed. At this stage, the metal flow space is very small, and most of the metal has been in contact with the die bore to produce friction, resulting in a sharp increase in forming force.
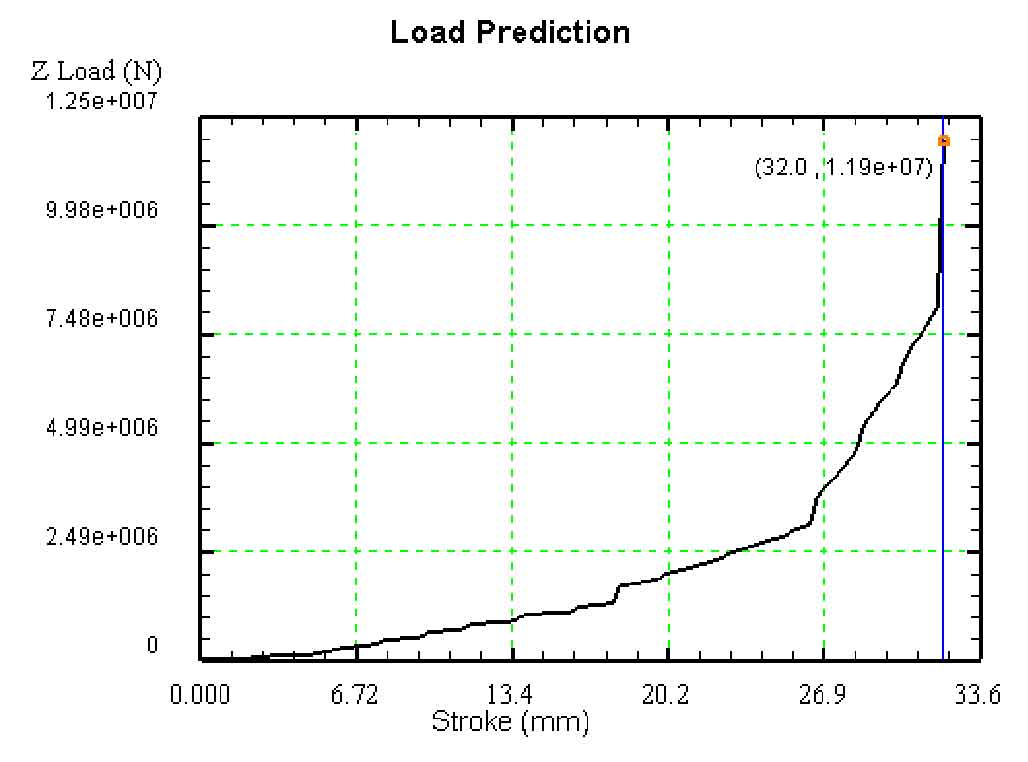
It can be seen that the forming force required for precision forging of spiral bevel gear is 1.19 × 107n, which is 1.25 of the minimum upper bound solution obtained under the premise that the combined principal stress and upper bound method is greater than the actual required forging deformation force × 107n is very consistent, which also verifies the correctness of the solution results of the mathematical model.