
The chemical composition of the gear was analyzed by carbon sulfur analyzer and optima800 plasma emission spectrum. The test results are shown in Table 1. Mc010-hbs-62.5 digital display Brinell hardness tester, waw-60 electro-hydraulic servo material testing machine and CBD automatic pendulum impact testing machine were used for mechanical property test. The test results of gear mechanical properties are shown in Table 2. The material composition and mechanical properties meet the requirements of JB / t6395-2010 and GB / t8539-2000.

The metallographic specimen drilled at the center of the gear was polished and etched with 4% nitric acid alcohol solution. The microstructure was observed under gx51f Olympus metallographic microscope. The metallographic structure of the gear center is shown in Fig. 1. It can be seen that the microstructure is tempered lath martensite with uniform microstructure, which conforms to the quenched microstructure of 20CrMnTi steel.
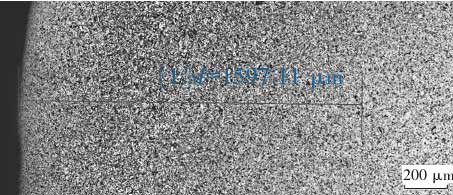
1) The carburized layer depth of tooth top was detected. The depth of carburized layer is detected by metallographic method, and the carburized layer depth at the tooth top is about 1.6 mm, as shown in Fig. 2.

2) Metallographic examination of carburized tooth top. 4% nitric acid alcohol solution was used to corrode the metallographic grinding surface. After observing the metallographic structure of the two adjacent tooth tops, it can be found that the microstructure of the infiltration layer at the tooth top is coarse needle martensite + more retained austenite, as shown in Fig. 5. Referring to the metallographic inspection standard of Automobile Carburized Gear (QC / t262-1999), the evaluation results of martensite needle length and retained austenite are as follows: the length of martensite needle blade is grade 7, the residual austenite is grade 6-7 (AR content is 37% ~ 42%). The metallographic structure of the tooth root is analyzed. Compared with the metallographic structure at the tooth top, the acicular martensite is finer and the retained austenite is relatively less, as shown in Fig. 3.

Under normal corrosion conditions, the acicular martensite structure of carburizing quenching and low temperature tempering should be black and bright under microscope, instead of light gray in Fig. 2, which indicates that the gear has the phenomenon of insufficient tempering.