
The heavy-duty gearbox gear bears a great load, which requires the characteristics of stable transmission, low noise and long service life. Therefore, high requirements are put forward for the machining accuracy of gear teeth. In order to improve the accuracy of gear grinding, the grinding of forming gear grinding machine can only be guaranteed. The forming gear grinding machine trims the grinding wheel according to the shape of the tooth groove without generating grinding, which avoids the disadvantage of low grinding accuracy caused by the large cumulative error of generating motion, angular motion and tooth profile and tooth direction of the traditional gear grinding machine.
At present, the gear grinding parts processed by Taizhong Co., Ltd. adopt the process of gear hobbing + carburizing quenching + gear grinding. The surface of gear grinding after carburizing quenching has high hardness, reaching more than hrc58. The forming gear grinding machine has low grinding efficiency and long grinding time, so gear grinding is often the longest machining process in all machining cycles of carburized and quenched gears, and it is the bottleneck restricting the integrity of production. In order to ensure the high accuracy of tooth profile, tooth direction deviation, cumulative pitch deviation and radial runout of carburized and quenched gear grinding, and reduce the grinding time of carburized and quenched gear grinding, it is conducive to improve production efficiency and reduce product manufacturing cost.
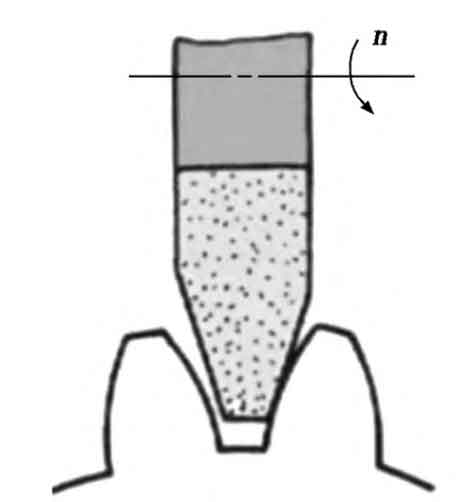
The schematic diagram of tooth surface grinding is shown in the figure. With the high-speed rotation of the grinding wheel, the material on the tooth surface is removed and formed. The improvement of gear grinding efficiency is mainly related to the reasonable selection of grinding wheel and the correct setting of grinding parameters.
Through the reasonable selection of grinding wheel and the optimization of gear grinding machine parameters, the gear grinding efficiency is finally improved. For example, for a gear, the original grinding time is 10 hours and 46 minutes. After parameter optimization, the grinding time is 5 hours and 54 minutes, and the machining efficiency is improved by 82%. The improvement of gear grinding efficiency effectively ensures that ZHY gear completes its production tasks on schedule and reduces a lot of outsourcing costs.