
The rake angle of the gear hobbing hob is generally 0 °, and its rake face should pass through the axis line of the gear hobbing hob, and the value of the rake face deviating from the radial plane is called the radial deviation in front of the gear hobbing hob; The non radial deviation of rake face shall be measured within the whole range of tooth profile.
In the case of positive rake angle, the non radial deviation of the rake face of gear hobbing hob will narrow the tooth root and reduce the tooth shape angle; In the case of negative rake angle, the non radial deviation of the rake face of gear hobbing hob will thicken the tooth root of the cutter, increase the tooth shape angle and narrow the top of the processed gear.
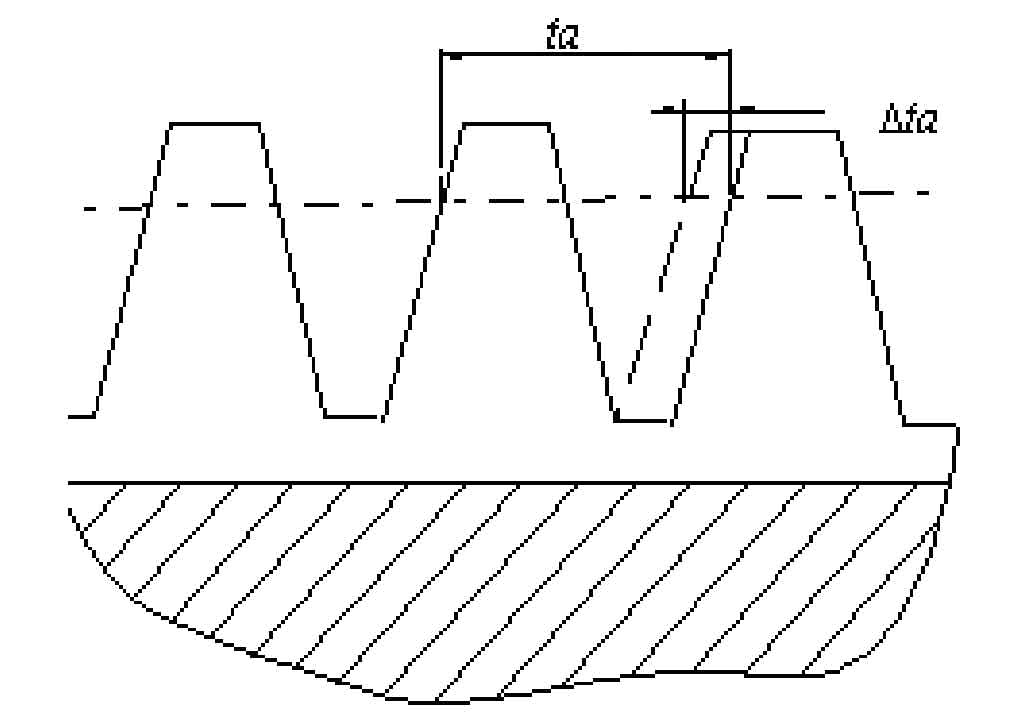
Axial pitch of gear hobbing hob α ∆ t refers to the maximum deviation of axial tooth pitch of adjacent cutter teeth on any row, as shown in the figure.
The axial pitch error of gear hobbing hob will make the cutting edge deviate from the spiral surface position of its basic worm. Therefore, the tooth profile error of the gear to be cut will be caused when hobbing the gear.