
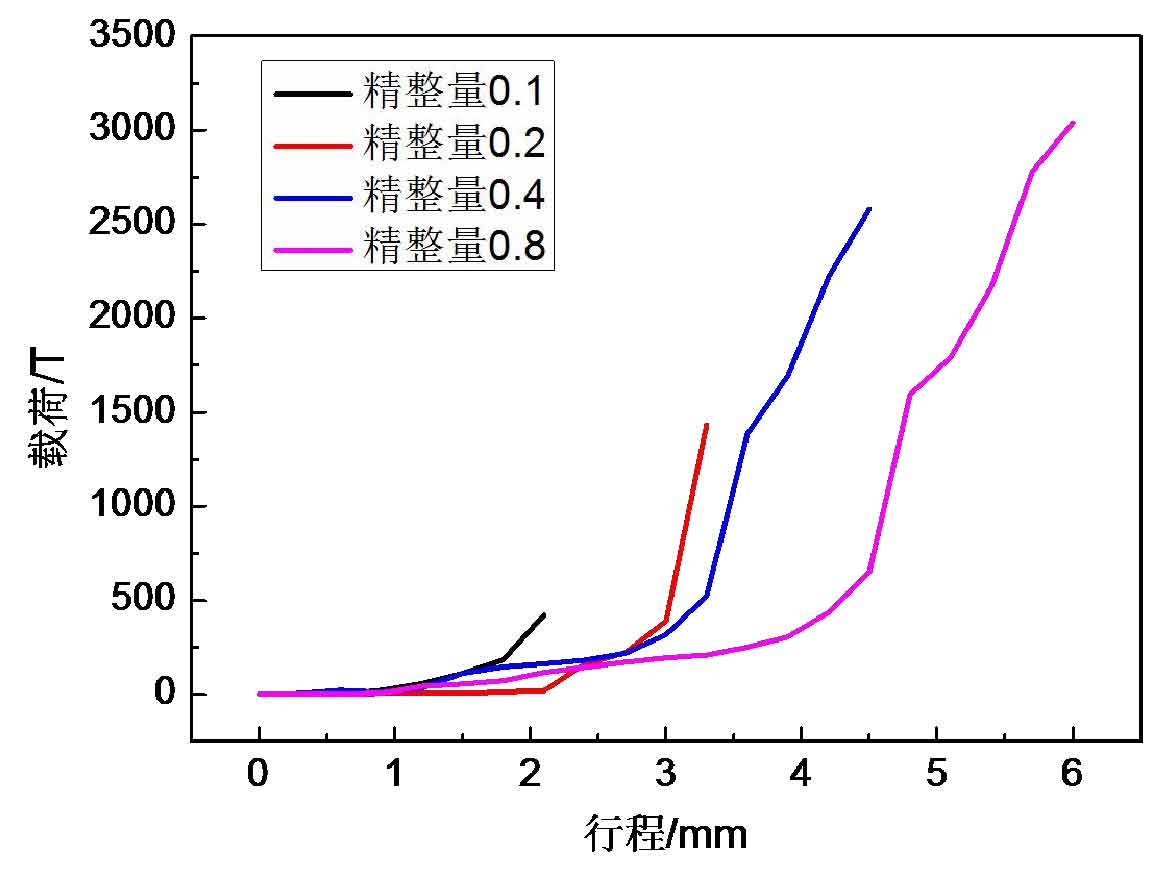
1.Load stroke curve
Figure 1 shows the load stroke curve of preforms with different cold precision forging quantities according to the uniform diffusion tooth profile scheme. By analyzing the curve trend of the figure, it can be seen that there is a positive correlation between load and stroke on the whole. At the initial stage of cold precision forging of bevel gear, the load increases slowly; In the later stage of cold precision forging of bevel gear, with the increase of the pressing amount of the upper die, the workpiece metal continues to fill the cavity. With the continuous decrease of the cross-sectional area of the gap between the tooth die and the workpiece, the load increases sharply; At the end of cold precision forging of bevel gear, the forming load of cold precision forging of each scheme: scheme I (cold precision forging amount 0.1mm) reaches about 421t; Scheme II (cold precision forging amount 0.2mm) reaches about 1431t; Scheme III (cold precision forging amount 0.4mm) reaches about 2579t; Scheme 4 (cold precision forging amount 0.8mm) reaches about 3038t.
2.Equivalent strain and equivalent stress
Fig. 2 is the equivalent stress distribution diagram and equivalent strain distribution diagram at the end of cold precision forging of preforms with different cold precision forging quantities according to the uniform diffusion tooth profile scheme. At the end of cold precision forging:
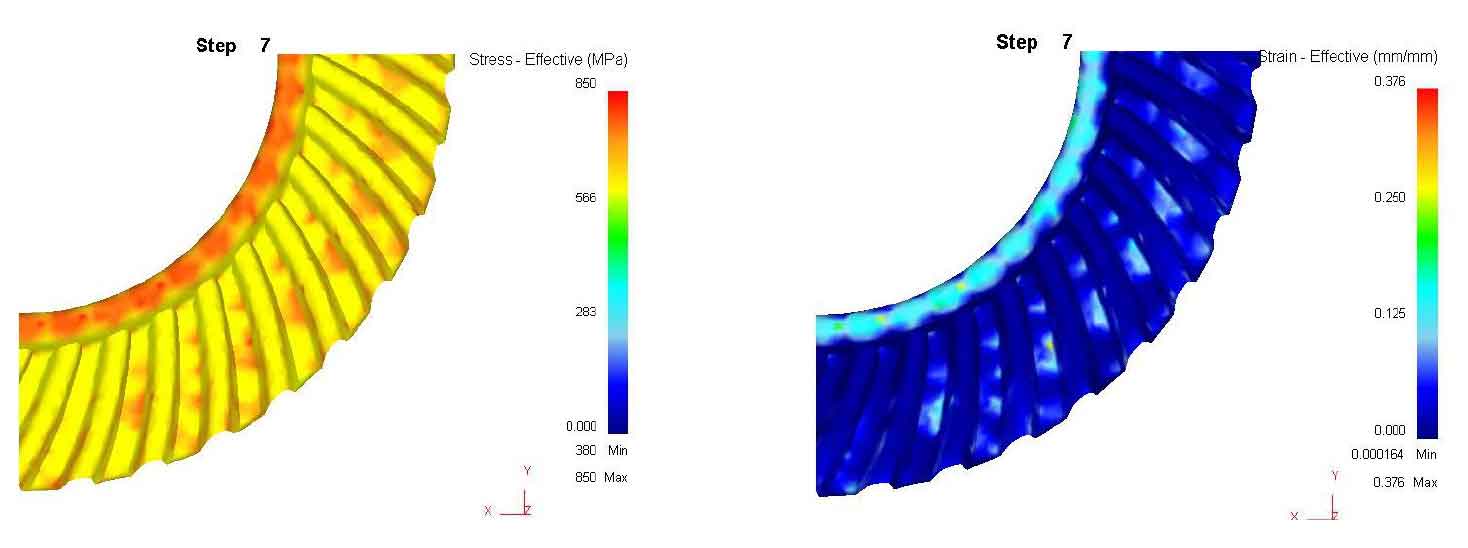
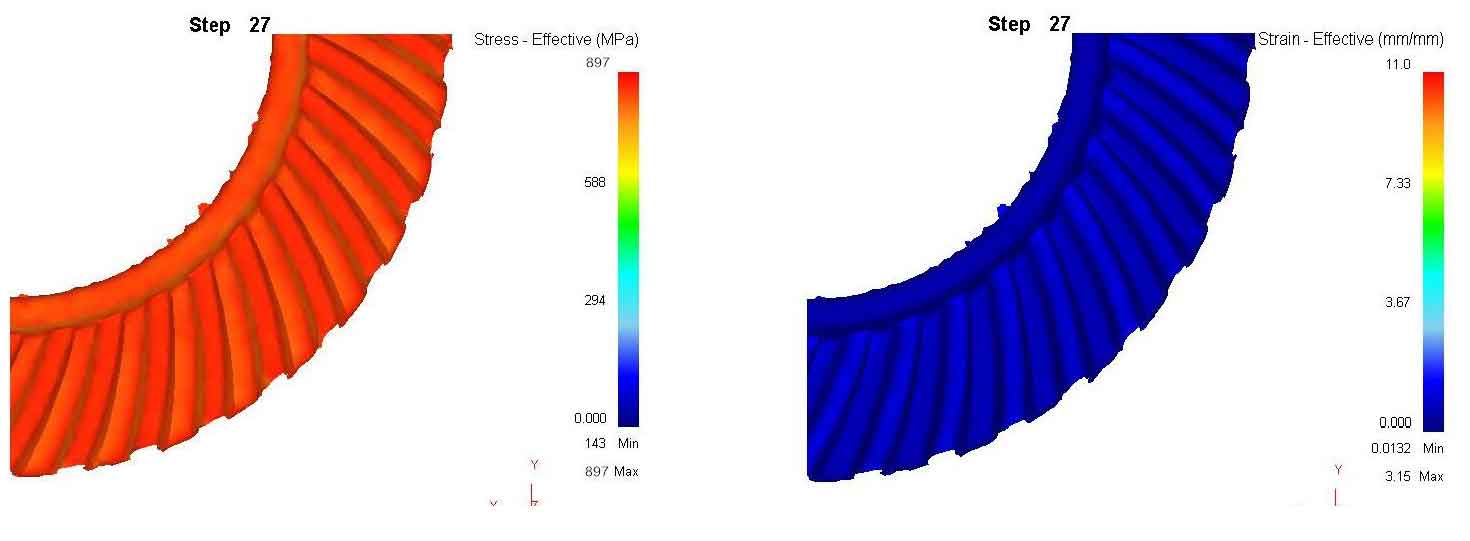
Scheme 1 (cold precision forging amount is 0.1mm): the equivalent strain and equivalent stress at the inner diameter of bevel gear blank and the top of some tooth profiles are relatively large, and the maximum equivalent strain is about 0.376; The maximum equivalent stress is 850mpa;
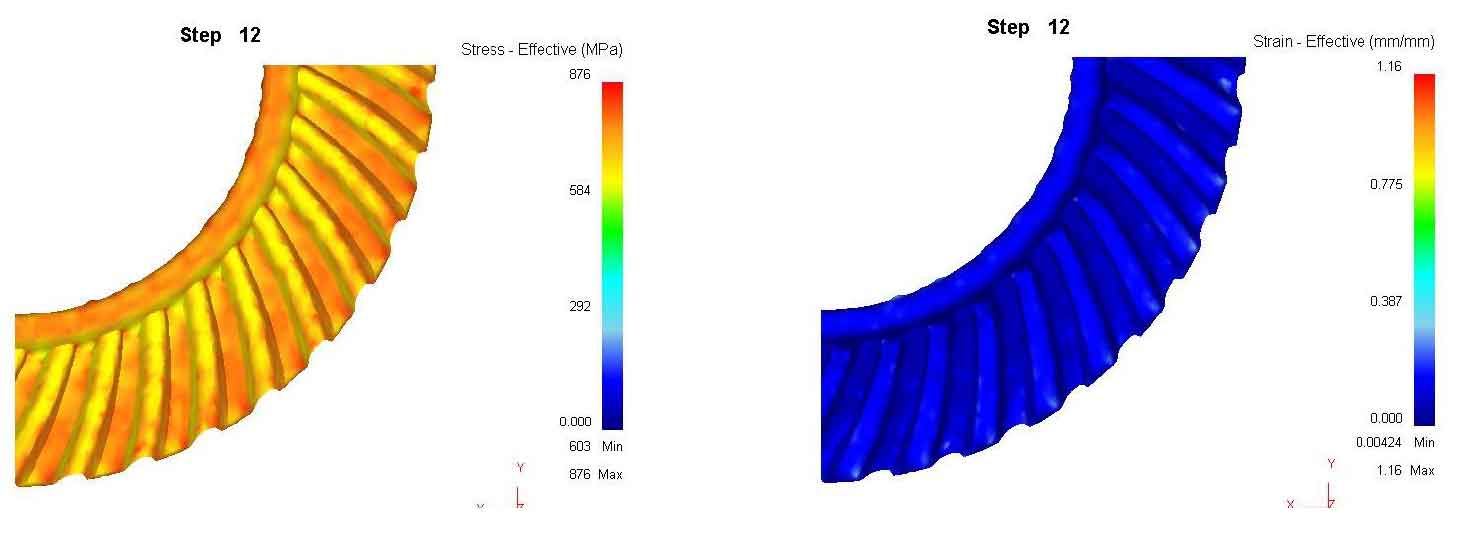
Scheme II (cold precision forging amount is 0.2mm): compared with scheme I, the equal effect strain distribution of bevel gear blank is more uniform, reaching about 1.16; The equivalent stress at the inner diameter of bevel gear blank, tooth surface and tooth top is large, reaching 876mpa;
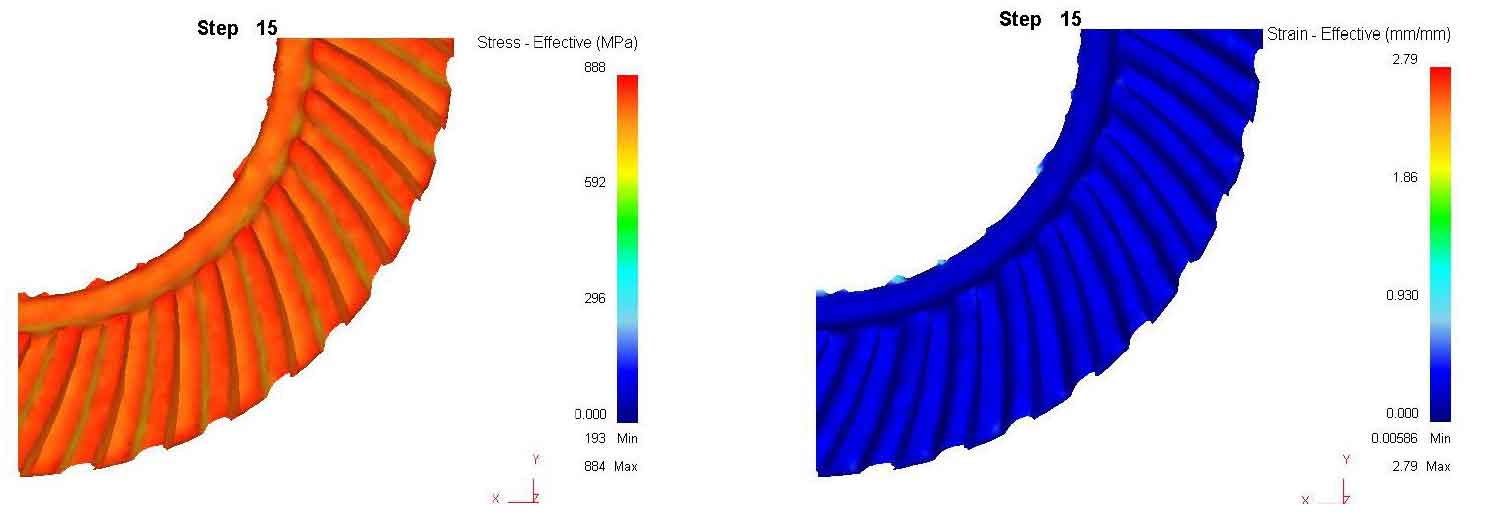
Scheme III (cold precision forging amount is 0.4mm): burr appears at the edge of the inner diameter of bevel gear blank, and the equivalent effect change reaches 2.79; The stress near the tooth root and the tooth top surface of bevel gear blank is very large, up to about 884mpa;
Scheme 4 (the cold precision forging amount is 0.8mm): the edge burr phenomenon at the inner diameter of bevel gear blank intensifies, where the equivalent strain reaches 3.15, and the equivalent strain in the rest is evenly distributed; With the increase of precision forging amount, more metal needs to flow, and the equivalent stress value of the whole tooth profile is very large, reaching about 897mpa.
| Scheme I | Scheme II | Scheme III | Scheme IV | |
| Maximum equivalent stress (MPA) | 850 | 876 | 884 | 897 |
| Maximum equivalent strain | 0.376 | 1.16 | 2.79 | 3.15 |
The table shows the summary of the maximum value of equivalent stress and strain of the above schemes. In each scheme, the equivalent stress at the inner diameter boss of bevel gear blank is relatively large. After the cold precision forging reaches 0.4mm, burrs appear at the edge of the inner diameter boss of bevel gear blank, indicating that the metal flow is difficult. With the increase of cold precision forging, the area of bevel gear blank with large effect force is further expanded, which shows that the increase of cold precision forging leads to the increase of material volume and material flow resistance. When scheme 4 is adopted, there is serious metal accumulation at the edge of the big end of the tooth shape, which shows that all areas of the tooth shape are not formed at the same time. Whether the bevel gear blank can be formed uniformly at the same time has become the key factor affecting the cold precision forging quality of bevel gear blank.
3.Material flow analysis
Fig. 3 is the schematic diagram of metal flow in each stage of cold precision forging preform forming process when scheme IV (cold precision forging amount is 0.8mm) is adopted. Fig. 3 (a) ~ (d) respectively represent the material flow at the initial stage of cold precision forging, tooth height forming stage, tooth top forming stage and the end of cold precision forging. The metal flow of other schemes is similar to that of scheme IV.
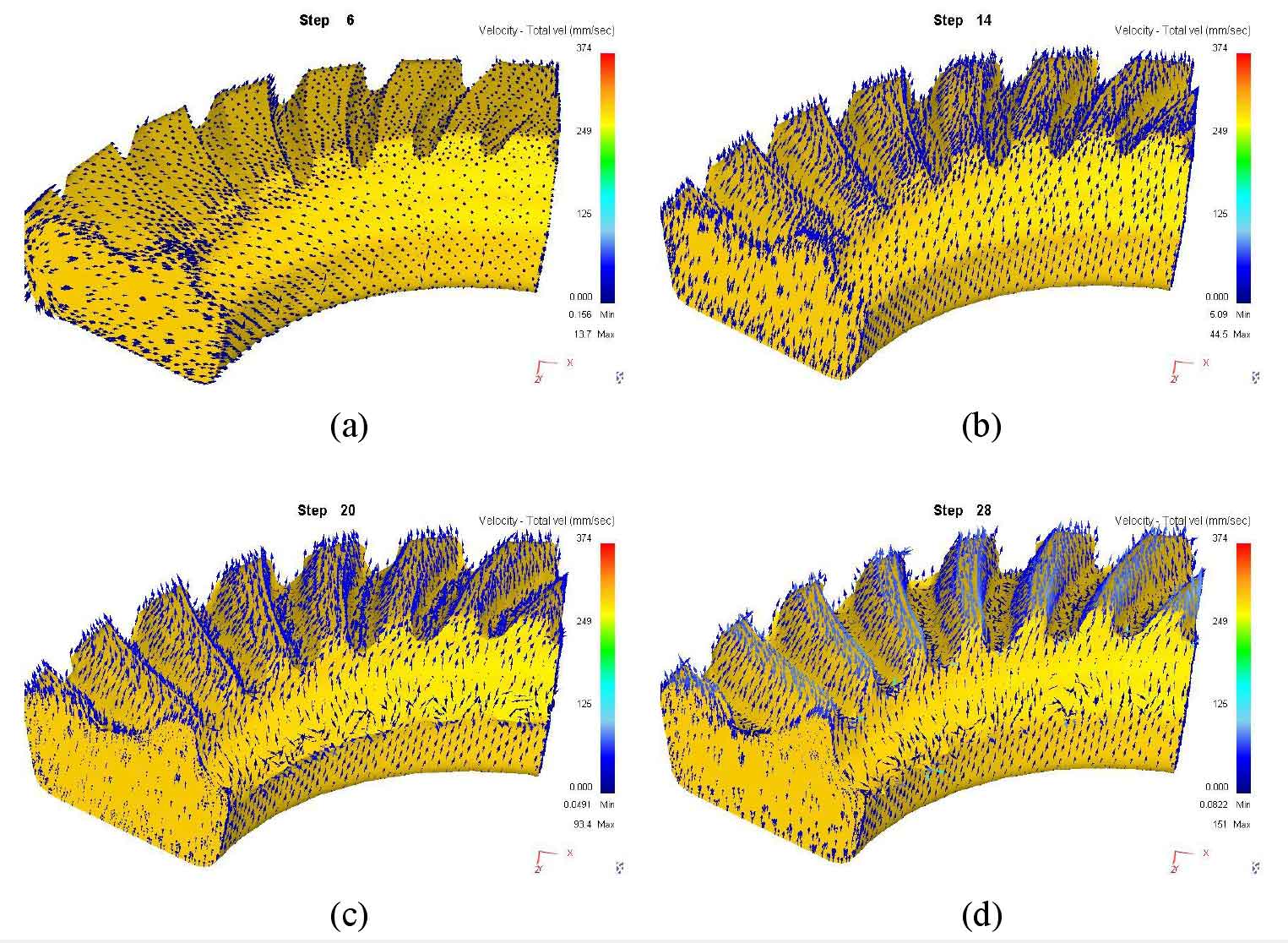
By observing the figure, it can be seen that at the initial stage of cold precision forging, the bevel gear blank contacts with the die, the pier coarsening effect occurs, and the material flows radially towards the center of the circle; With the increase of the stroke of the upper die, the tooth root and tooth surface of the bevel gear blank are squeezed by the die cavity, and the metal first flows to the tooth height direction to continuously fill the gap of the tooth model cavity; When the local cavity of the die tooth top is gradually filled, the material begins to flow to the corners on both sides of the tooth top and the small end of the tooth shape; Then the metal flow direction changes to the direction of the big end of the tooth shape; At the end of cold precision forging, the tooth shape part is completely formed.
Fig. 4 shows the tooth formation of bevel gear blank corresponding to different cold precision forging schemes. By observing Fig. 4 (a) and (b), it can be seen that when the cold precision forging amount is small, the tooth surface has no obvious defects and the forming effect is good. In scheme 3, metal accumulation occurs at about 1 / 2 of the tooth height at the large end of the tooth shape; The metal accumulation in scheme 4 is more serious. Cause analysis of metal accumulation: unreasonable material flow. The tooth width of cold precision forging preform of uniform diffusion tooth profile scheme is larger than that of cold precision forging die. The tooth top and small end of bevel gear preform are formed before the large end of tooth profile. As the die stroke continues to increase, the material can only accumulate to the big end of the metal. The greater the amount of cold precision forging, the greater the die stroke, the more metal the bevel gear blank needs to flow, and the more obvious the metal accumulation at the large end of the tooth shape of the bevel gear blank.
Although the metal accumulation at the large end of the tooth shape and the burr at the inner diameter boss in the process of cold precision forging can be removed in the subsequent machining, the scheme without metal accumulation and burr should be selected in order to improve the utilization rate of raw materials and reduce the process as much as possible. The tooth profile of scheme 1 and scheme 2 is very good, and the equivalent stress distribution of scheme 2 is more ideal.
Strain is the physical quantity of deformation. The greater the strain, the higher the degree of plastic deformation and the better the degree of plastic deformation. In scheme 2, due to the small amount of cold precision forging of tooth profile (only 0.2mm), the effect variables of tooth surfaces on both sides of tooth top as the main working surface are very small, indicating that the metal flow is not violent and can not meet the expected requirements of cold precision forging process to improve the surface forming quality of bevel gear.
To sum up, the tooth profile of the cold precision forging preform of the driven bevel gear is not suitable for the uniform diffusion tooth profile scheme, which needs to be further optimized.