
In the pursuit of advanced aerospace actuation systems, the demands for miniaturization, high reliability, substantial load-bearing capacity, and exceptional stiffness are paramount. To address these challenges, the integration of electromechanical components has become a critical design strategy. This article details my first-hand experience and analysis in the design, development, and rigorous evaluation of a specific planetary roller screw assembly intended for such a high-performance integrated aerospace servo actuator. The focus is not merely on achieving a functional design but on establishing and validating a comprehensive methodology to assess its performance under conditions representative of actual flight control duties.
The core of this development was a custom planetary roller screw assembly designated as type RV10×2. The primary design specifications were derived from the actuator’s operational envelope: a stroke of 35 mm, a rated thrust of 3000 N, a positioning accuracy requirement of 0.02 mm, and a lead of 2 mm. Achieving these targets in a compact and reliable package necessitated a meticulous design process.
1. Kinematic Analysis and Design Principle
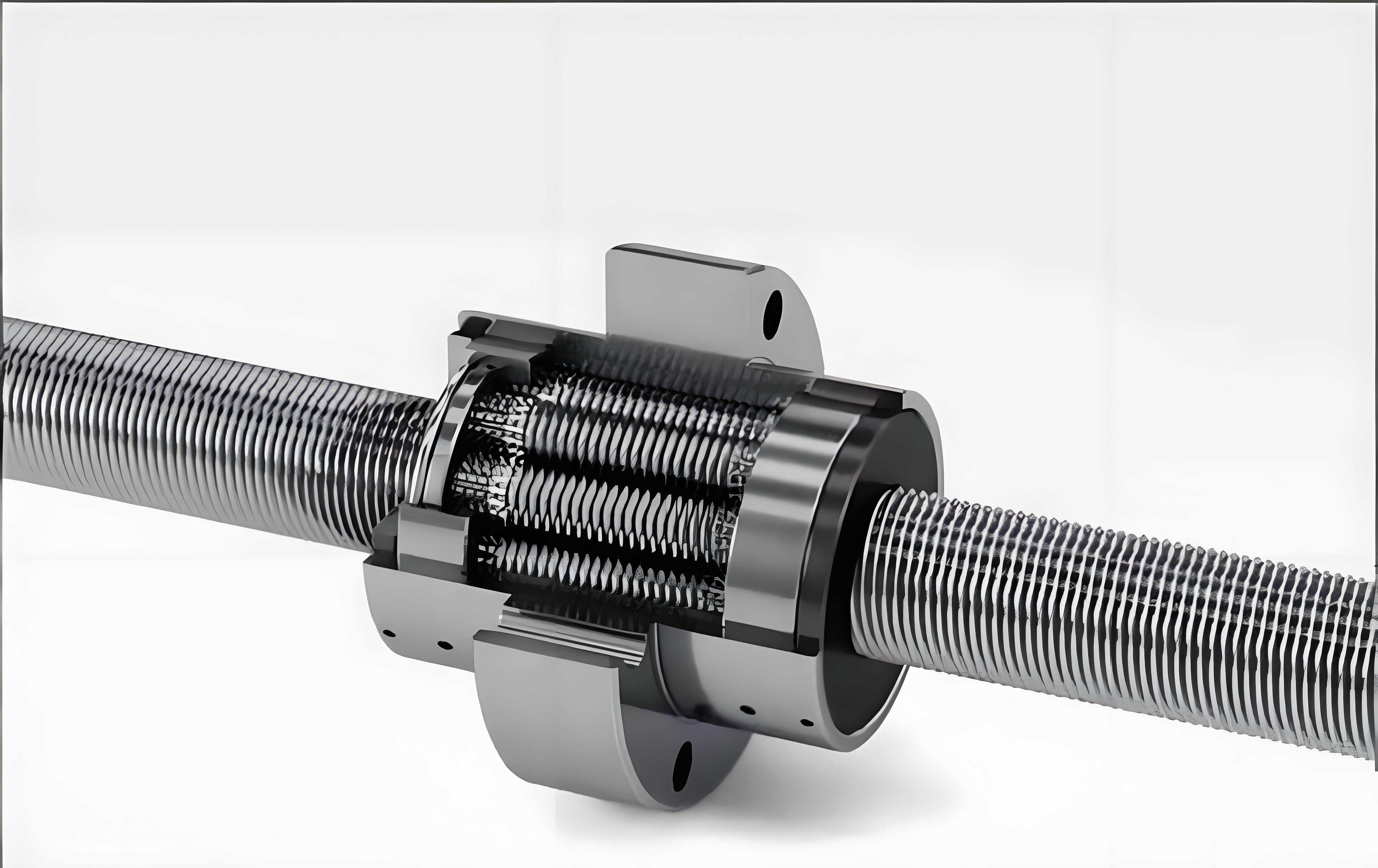
The fundamental operation of a planetary roller screw assembly can be elegantly described by drawing parallels to planetary gear systems. In a standard planetary gear train, motion is transmitted between a central sun gear, planet gears mounted on a carrier, and an outer ring gear. Similarly, in a planetary roller screw assembly, the screw acts as the “sun,” the rollers act as the “planets,” the nut serves as the “ring gear,” and a retainer functions as the planet carrier. The kinematic relationships are therefore governed by the same principles, but applied to threaded meshing rather than geared meshing.
Consider the simplified kinematic model. Let \( d_s \), \( d_r \), and \( d_n \) represent the pitch diameters at the contact points for the screw, roller, and nut, respectively. Let \( d_m \) denote the orbital diameter of the rollers. When the screw is rotated, the rollers are forced to both revolve around the screw axis and rotate on their own axes due to the threaded engagement with both the screw and the nut. This dual motion, constrained by the gear teeth typically machined at the ends of the rollers meshing with internal gear teeth in the nut, converts the rotary input of the screw into the linear output of the nut. The lead relationship is derived from ensuring that the axial advancement per revolution of the screw is consistent across all contacting interfaces.
The fundamental transmission ratio, relating the linear displacement of the nut (\( L \)) to the rotational displacement of the screw (\( \theta_s \)), is defined by the lead (\( P_h \)) and the thread starts. For a configuration where the screw has \( N_s \) thread starts and the nut is held against rotation, the basic relationship is:
$$ L = \frac{P_h \cdot \theta_s}{2\pi} $$
However, in a planetary roller screw assembly, the presence of multiple rollers and the specific gear ratio at the roller ends modify the effective lead. The motion must satisfy two key conditions simultaneously: 1) the rollers must not spin out of the nut but rather cause the nut to translate, and 2) the rollers must exhibit both planetary revolution and rotation. The precise relationship between screw rotation and nut translation is a function of the thread lead and the gear ratio (\( i \)) between the roller-end gears and the nut’s internal gear:
$$ L = \frac{P_h \cdot \theta_s}{2\pi} \cdot (1 + i) $$
where a typical standard design often has \( i = -1 \), leading to \( L = P_h \cdot \theta_s / \pi \), effectively doubling the displacement compared to a single-start screw. For the RV10×2 design, with a 2 mm lead, this gearing principle was crucial for achieving the desired force density.
2. Structural Configuration and Parameter Matching
The design of the planetary roller screw assembly follows a systematic matching process. The initial step involves selecting the nominal diameters for the screw and rollers based on load and stiffness requirements. Subsequently, the number of thread starts on the screw and the corresponding number of rollers are determined to ensure proper kinematic function and load distribution. The gear teeth at the roller ends and on the nut are then sized according to gear design principles to provide the necessary motion constraint without introducing undue backlash or stress concentration.
Following this methodology, the RV10×2 planetary roller screw assembly was configured. Key structural dimensions were optimized to balance strength, stiffness, and package size. The assembly comprises the central screw, multiple precision-ground rollers housed within a retainer/cage, and the translating nut. Pins and retaining rings are integral for assembly integrity and to control axial play. The table below summarizes the primary design parameters for the critical components.
| Component | Key Parameter | Design Value / Description |
|---|---|---|
| Screw | Major Diameter / Lead | ~10 mm / 2 mm (Multi-start) |
| Rollers | Quantity / Pitch Diameter | 5-7 pieces / Optimized for load share |
| Nut | Internal Thread / Gear | Matched to screw & roller profile / Internal ring gear |
| Retainer (Cage) | Function | Maintains roller phasing and orbital position |
| Gearing | Ratio (i) | Designed for specific displacement ratio |
The complete assembly is designed to be integrated directly with a servo motor, forming a compact, high-torque-to-thrust electromechanical actuator. The structural integrity of this planetary roller screw assembly is paramount, as any failure in flight would be catastrophic.
3. Developing a Comprehensive Performance Evaluation Framework
While standard performance metrics for lead screws (e.g., dynamic load rating, nominal life) exist, they are insufficient for certifying a planetary roller screw assembly for critical aerospace applications. The operational profile of a flight control actuator involves high dynamic loads, precise positioning, and extreme reliability over a relatively low number of cycles but under severe environmental stresses. Therefore, I established a tailored, comprehensive performance evaluation framework focusing on three pillars: Transmission Accuracy, Load-Bearing Capability, and Transmission Efficiency. This triad captures the essential functional requirements for the planetary roller screw assembly in this context.
3.1 Transmission Accuracy: This is the most critical parameter for flight control. It directly influences the vehicle’s trajectory and stability. Accuracy encompasses positioning error, repeatability, and backlash. The evaluation must measure the deviation between the commanded and actual nut position throughout the stroke under load. A non-contact measurement system, such as a laser interferometer, is essential for this high-precision task.
3.2 Load-Bearing Capability: The assembly must withstand the ultimate design loads without permanent deformation or functional degradation. This involves both static and dynamic load testing. Static load testing verifies the structural limits, while dynamic testing under rated load assesses performance during simulated operation. A key part of this evaluation is inspecting the thread forms after load testing for any signs of brinelling or plastic deformation, which is a more stringent check than simply noting a lack of seizure.
3.3 Transmission Efficiency: This parameter determines the actuator’s ability to convert motor torque into output thrust effectively and impacts thermal management. Efficiency (\( \eta \)) is calculated from direct measurements of input torque (\( T \)) and output force (\( F_a \)) at a given lead (\( P_h \)):
$$ \eta = \frac{F_a \cdot P_h}{2 \pi \cdot T} $$
Measuring efficiency under both tensile and compressive loads provides a complete picture of the planetary roller screw assembly‘s friction characteristics.
Parameters like temperature rise and vibration, while monitored, were considered secondary for this specific short-duration, high-intensity application. The core qualification hinges on the three pillars above, with a strong emphasis on post-test inspection of the thread micro-geometry.
4. Experimental Validation and Results
The designed RV10×2 planetary roller screw assembly prototypes were subjected to the comprehensive test regime. Specialized test benches were employed, integrating servo drives, hydraulic loading systems, precision sensors (torque, force, displacement), and data acquisition systems.
4.1 Transmission Accuracy Testing: Using a laser interferometer aligned with the nut’s travel axis, the positioning accuracy was measured. The nut was commanded to move to various target positions along its 35 mm stroke, and the actual position was recorded. The test was conducted with bidirectional approaches to capture backlash. The results for several assemblies are consolidated below.
| Assembly ID | Positioning Error (Max, mm) | Backlash (mm) | Requirement Met? |
|---|---|---|---|
| Unit 001 | ±0.006 | 0.008 | Yes (< 0.02 mm) |
| Unit 003 | ±0.008 | 0.006 | Yes |
| Unit 004 | +0.008 / -0.020 | 0.005 | Yes (within spec) |
| Unit 005 | ±0.008 | 0.005 | Yes |
All tested units demonstrated a total travel error and backlash well within the 0.02 mm specification, validating the precision of the manufactured planetary roller screw assembly.
4.2 Load-Bearing and Efficiency Testing: The assemblies were subjected to static overloads and dynamic operation under rated load. The static test applied axial forces exceeding 6000 N (double the rated load) at different stroke positions—both in tension and compression. No permanent deformation or functional impairment was observed. Following the dynamic tests, the transmission efficiency was calculated from measured data. The results for two key tests are shown below.
| Assembly ID | Max Static Load (Tension, N) | Max Static Load (Compression, N) | Efficiency under Tension (η) | Efficiency under Compression (η) |
|---|---|---|---|---|
| Unit 001 | > 6621 | > 6221 | 0.846 | 0.796 |
| Unit 003 | > 6762 | > 6517 | 0.811 | 0.762 |
| Unit 004 | > 6757 | > 6499 | 0.809 | 0.750 |
| Unit 005 | > 6523 | > 6581 | 0.826 | 0.728 |
The data confirms that the planetary roller screw assembly possesses a significant safety margin relative to its 3000 N rated thrust. The efficiencies are respectable for a compact assembly and are crucial for system-level power budgeting.
4.3 Post-Test Thread Form Inspection – The Critical Micro-Geometry Check: As a definitive check for subsurface damage or wear that might not affect immediate function but could compromise long-term reliability, the screw threads were inspected using a precision toolmaker’s microscope after all mechanical testing. This step is vital for a comprehensive evaluation. The inspection focused on single-thread profile error (\(e_1\)), cumulative lead error over several threads (\(e_2\)), and root fillet consistency.
| Assembly ID | Single Thread Error, \(e_1\) (mm) | Cumulative Lead Error, \(e_2\) (mm) | Notes on Thread Form |
|---|---|---|---|
| Unit 001 | 0.001 | 0.005 | No plastic deformation observed. |
| Unit 003 | 0.0015 | 0.004 | Profile intact, smooth motion. |
| Unit 004 | 0.004 | 0.010 | Slightly higher error, but within micro-geometry tolerance. |
| Unit 005 | 0.0015 | 0.004 | Excellent post-test condition. |
The microscopic inspection confirmed that no brinelling or galling occurred. The thread errors were an order of magnitude smaller than the system-level accuracy requirement, proving that the macro-performance was built upon a sound and robust micro-geometric foundation. This final step is what differentiates a basic functional test from a comprehensive reliability assessment for a flight-critical planetary roller screw assembly.
5. Conclusion and Implementation
The development of the RV10×2 planetary roller screw assembly successfully addressed the challenges of miniaturization, high load capacity, and precision for aerospace actuation. The design process, rooted in planetary kinematics and careful parameter matching, yielded a viable component. More significantly, the establishment and application of a three-pillar comprehensive performance evaluation framework—encompassing Transmission Accuracy, Load-Bearing Capability (with post-test thread inspection), and Transmission Efficiency—provided a rigorous method for qualifying the assembly.
The experimental results demonstrated full compliance with all design specifications: a stroke of 35 mm, a thrust capacity safely exceeding 3000 N, and a positioning accuracy better than 0.02 mm. Most importantly, electromechanical actuators integrating this qualified planetary roller screw assembly subsequently passed all system-level validation tests required by the overarching project, including environmental stress screening and functional performance trials. This end-to-end success validates not only the design of the specific planetary roller screw assembly but, more broadly, the effectiveness of the proposed comprehensive performance evaluation methodology as a critical tool for developing and certifying high-reliability mechanical power transmission components for demanding aerospace applications. The methodology emphasizes that true reliability is assured not just by testing to functional limits, but by inspecting for latent damage and verifying the integrity of the fundamental contacting geometries after those limits have been applied.