
According to the comparative analysis of the four schemes in Figure 1, Φ 100mm bar has the best forming effect and can form gear blank well, but whether it is the best scheme needs further analysis.

According to the simulation analysis, Φ In the forming process of 108mm bar, the rim part is first filled with the die cavity, and the hub part is filled later, resulting in metal reflux, which is not advisable; Φ There is no instability, folding and metal reflux in the forming process of 105mm bar, but there are many burrs extruded from the die gap during forming, which is easy to cause stress concentration; Φ 102mm bar has good forming effect. In addition to no instability, folding and metal reflux, this scheme slightly extrudes a little burr before the end of forging. Therefore, this scheme has certain desirability.

Φ 90mm、 Φ 100mm、 Φ 102mm and Φ The distribution cloud diagram of equivalent strain at the end of 105mm bar forging is shown in Figure 2. It can be clearly seen from Fig. 2 that the equal effect variable value of the hub part of the four gear blanks is small, while the equal effect variable value of the rim part and the punched skin part is large; The equivalent strain of the rim part and the hub part is relatively uniform, Φ The uniformity of equal effect variation of 90mm bar in the rim part is the worst, which may be due to Φ It is caused by the large difference between the filling time of the hub and the rim during the forming of 90mm bar, Φ 100mm and Φ After the 102mm bar is formed, the equal effect of the whole workpiece becomes the most uniform. Therefore, in terms of the uniformity of the equivalent strain, the Φ 100mm and Φ In theory, the performance of forging this gear blank with 102mm bar is the best.
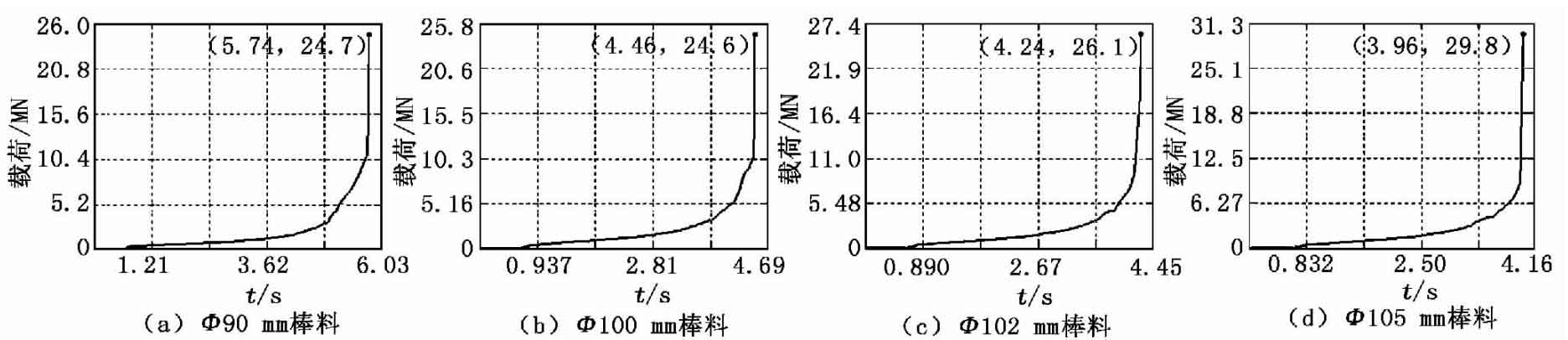
Φ 90mm、 Φ 100mm、 Φ 102mm and Φ The upper die stroke load curve of 105mm bar during forming is shown in Figure 5. It can be seen from Figure 3 that the loads increase with the increase of time, and the maximum loads are 2.47 respectively × 107 N、2.46 × 107 N、2.61 × 107 N、2.98 × 107N。 From the point of view of stroke load, these four kinds of bars can be formed on a small press Φ 90mm and Φ 100mm bar requires the least load and saves the most energy.
According to the above analysis, the diameter is used Φ 100mm bar with height of 27.3mm is the most suitable for forging gear blank. This bar is the best choice from the point of view of metal fluidity, uniformity of equivalent strain and tonnage energy consumption of press.