
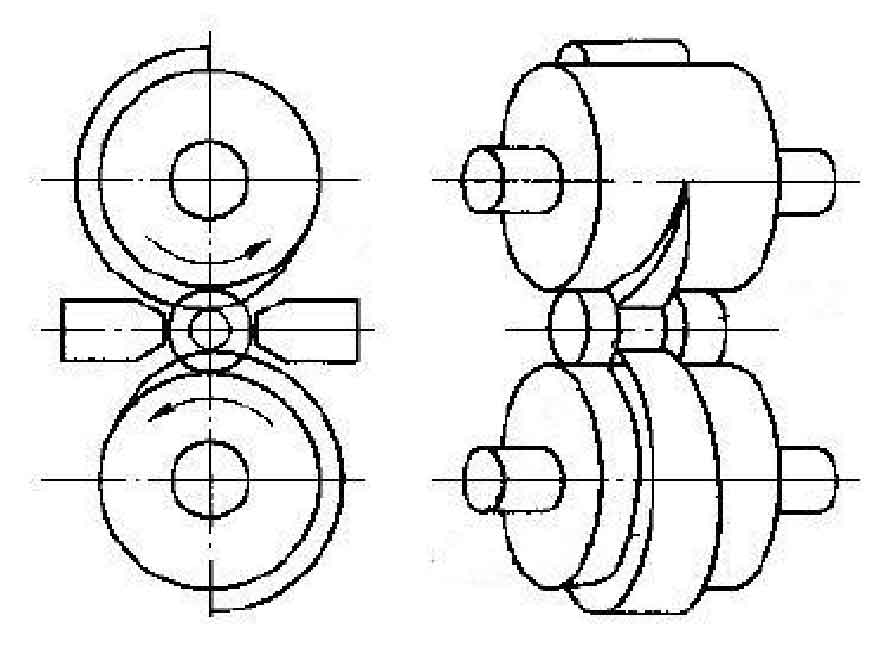
Cross wedge rolling drives the workpiece to rotate in the opposite direction of the roll through the same rotation of two rolls with wedges. In the process of rotation, the radial compression and axial extension of the workpiece are realized with the change of the size and shape of the rolling wedge, so that the workpiece can reach a certain size and shape. Its forming method is local continuous forming, and its special production method has very unique advantages in the production of shaft parts. The specific principle is shown in the figure:
The use of cross wedge rolling to produce shaft parts has high production efficiency. Due to the lack of a large number of flash in die forging, the utilization rate of materials is also high. The part has good performance. Through the grain refinement in the rolling part, the streamline structure is formed along the rolling direction, which improves the fatigue strength of the part. At the same time, because there are few contact parts between the roll and the workpiece, and it is instantaneous periodic contact, the service life of the die is also very high.
Due to its own limitations, cross wedge rolling process also has some disadvantages, such as large and complex die, which is not conducive to process adjustment and troublesome manufacturing. After cross wedge rolling, the slender workpiece is easy to bend and deform in the cooling process, so it is usually necessary to increase the straightening process.