
① Hot forging blank
The material of spur gear in truck wheel reducer is 20CrMnTi. Solid bar is selected as the blank, which is forged on the hot die forging press and then cut and punched.
② Spheroidizing annealing
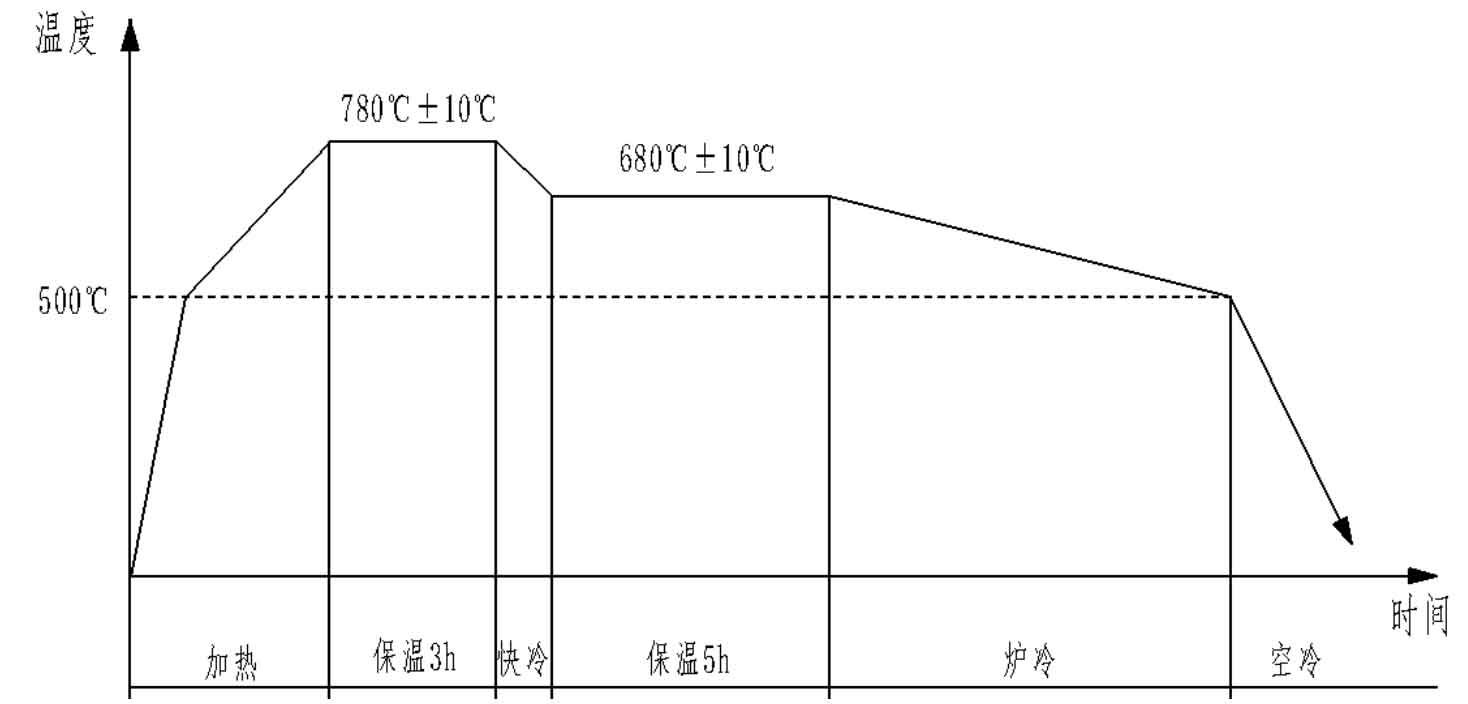
In order to improve the continuous cold extrusion forming performance of spur gear blank, the hot forged spur gear blank must be annealed and softened to reduce the hardness and deformation resistance, improve its own plasticity and ductility, eliminate internal structure, component defects and residual internal stress, reduce the unit extrusion pressure of tooth cavity and prolong the service life of the die. The spheroidizing annealing process is adopted for the hot forged spur gear blank. The blank is loaded into the annealing furnace, quickly heated to 500 ℃ and then heated to 30-50 ℃ above the material AC1 temperature at the speed of 100 ℃ / h, i.e. 780 ℃ ± 10 ℃ for 3h, and then quickly cooled to ar1-ac1 temperature, i.e. 680 ℃ ± 10 ℃ for 5h, After holding for 5h, slowly cool to 500 ℃ in the annealing furnace under the protection of endothermic inert gas, and air cool to room temperature after leaving the furnace. After spheroidizing annealing, the microstructure of the blank must be uniform without decarburization and carburization. After spheroidizing annealing, the microstructure of the blank shall be tested. The spheroidizing rate shall be greater than 80% and the microhardness shall be less than hb135. Spheroidizing annealing process specification is shown in Figure 1.
③ Finish turning and blank making
The surface quality of hot forged spur gear blank is poor, burr is easy to occur after cutting and punching, and there is a large amount of oxide skin on the blank surface after spheroidizing annealing. Cold extrusion blank has high requirements for surface quality and dimensional accuracy. After finishing turning, the blank surface is not allowed to have defects and oxide scale residue after forging, the parallelism of end face is not greater than 0.04, and the coaxiality of outer circle and inner hole is not greater than 0.06. At the same time, the outer circle and inner hole of the blank must be chamfered to prevent folding during cold extrusion, accelerate die wear and die sticking failure. The finished blank is shown in Figure 2.

④ Surface preparation and lubrication
The surface treatment and lubrication of spur gear blank is the key link of spur gear cold extrusion. The quality of surface treatment and lubrication is directly related to the service life of gear die. The traditional treatment process of spur gear blank needs pickling, phosphating and saponification for surface treatment and lubrication. The whole process is complicated, the production cycle is long and the pollution is serious. Therefore, using an environment-friendly water-based polymer lubricant instead of phosphorus saponification lubricating film can not only obtain the lubrication effect and processing performance similar to phosphorus saponification, but also greatly simplify the process, shorten the production cycle and obtain remarkable economic benefits. The specific treatment and lubrication process of water-based polymer is as follows: stir the prepared lubricant at 120-150 ℃ for standby, hot dip coat the finished spur gear blank, and dry it at 110-120 ℃ for 15 minutes to form a film. The water-based polymer lubrication blank is shown in Figure 3.
