

(1) Macro morphology of crack: observe the crack morphology of three pairs of spiral bevel gears from the appearance, as shown in Figure 1. The morphology is divided into three types: the first is a small crack along the tooth root, as shown in Fig. 1A; The second type is the large crack extending outward at the tooth root, as shown in Fig. 1b and Fig. 1C. The third type is the outward extending crack at the threaded hole, as shown in Figure 1D. The three kinds of cracks originate from the parts with the largest stress concentration, such as the fillet of the tooth root or the threaded hole, which belong to the stress concentration crack of heat treatment. In Fig. 1C, the main crack and the secondary crack can also be distinguished.

(2) The micro morphology of the crack is sampled from the main crack and tested under the microscope (100 ×) After observing the crack, it is found that the crack along the tooth root of spiral bevel gear has a depth of 0.94mm, as shown in Fig. 2. There is oxidation on the crack and workpiece surface, as shown in Fig. 3. The oxidation depth at the crack is (25.27 μ m) , see Fig. 3a. Specific oxidation depth of workpiece surface (31.65 μ m) Slightly shallow, see Figure 3B.

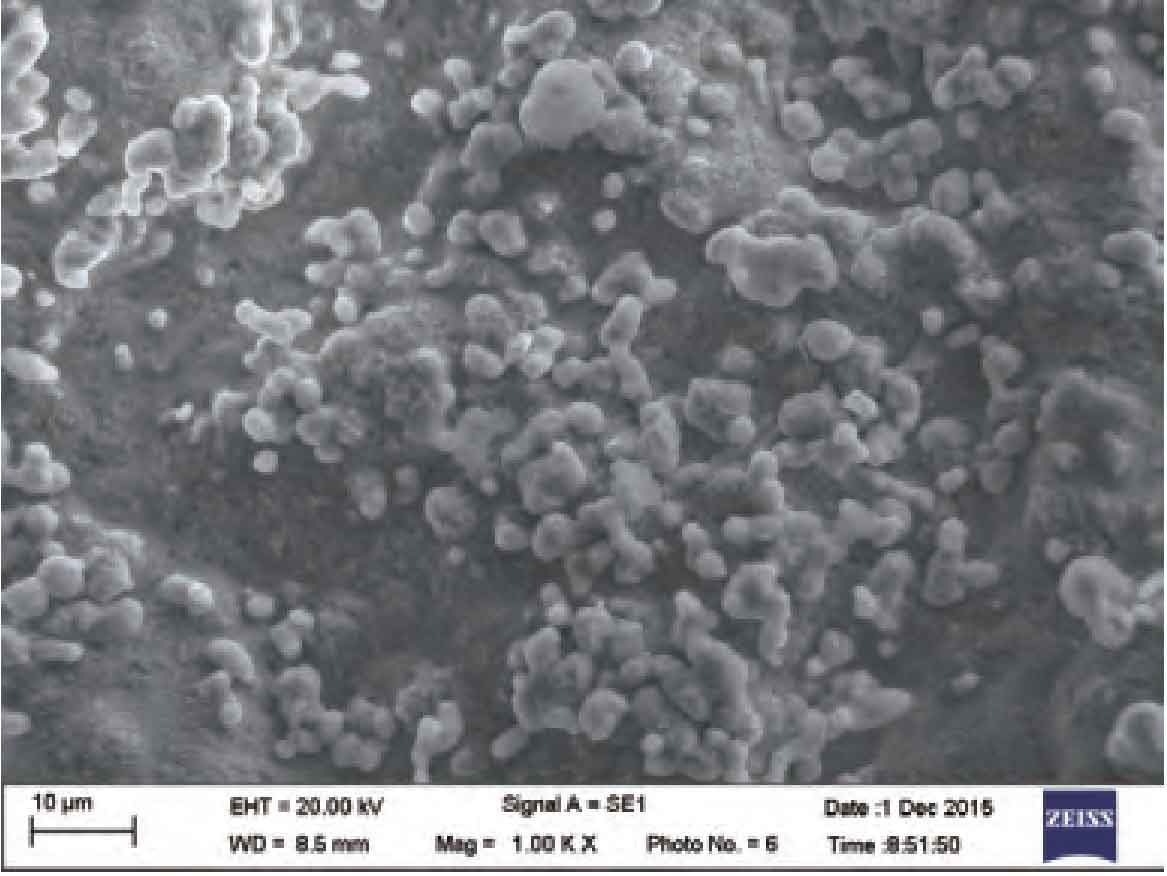
Open the crack fracture manually and mechanically (see Fig. 4). Observe the fracture with electron microscope, and there are pollutants on the crack fracture (see Fig. 5) After cleaning, observe the fracture morphology by electron microscope. The parts of observation points 1, 2, 3 and 4 are shown in Fig. 4. Observation points 1, 2 and 3 are located in the heat treatment crack area – dark area, and the corresponding fracture morphology is shown in Fig. 6, FIG. 7 and Fig. 8; observation point 4 is located in the static fracture area – light color area, and the corresponding fracture morphology is shown in Fig. 9.

It can be seen from Fig. 6, FIG. 7 and Fig. 8 that the oxide of the crack fracture presents a loose (bean curd slag shape) fracture morphology after cleaning, which is obviously different from the fatigue fracture and static fracture.
(3) Metallographic examination: the metallographic structure in the infiltrated layer: martensite grade, carbide grade and residual austenite grade are qualified, as shown in FIG. 10.




(4) The effective hardened layer depth inspection found that the effective hardened layer depth of spiral bevel gear was abnormal. The heat treatment process required 1.8mm (1.7 ~ 2.1mm), and the effective hardened layer depth of physical spiral bevel gear was 2.8mm, as shown in Figure 11. It exceeded the process requirements by 0.7mm.

After the new oxygen probe was replaced, the whole heat treatment process was processed according to the 1.8mm heat treatment process. The actual inspection results showed that the effective hardened layer depth was much higher than the technical requirements; it showed that the true value was not displayed in the furnace about 3h after reaching the carbon potential during the first carburizing, but the actual carbon potential in the furnace was very high due to the problem of the oxygen probe. The spiral bevel gear was always controlled by the oxygen free probe within 3h Carburizing, coupled with the cooling and holding time, the spiral bevel gear carburized at least 1.7mm.
