
In our research on worm gears, we have developed a novel approach that bridges the gap between theoretical precision and practical manufacturability. The conventional dual-lead line-contact offset worm transmission offers outstanding advantages such as high reduction ratios, smooth operation, multiple meshing teeth, and high load-carrying capacity. However, its industrial application has been hindered by the requirement for specialized cutting tools, particularly for the worm wheel, which significantly increases manufacturing cost and complexity for small-lot or single-piece production. To overcome this limitation, we propose the quasi dual-lead worm transmission method—an engineering approximation that retains the essential geometric properties of the original dual-lead offset worm gears while enabling the use of standard tooling for both the worm and the worm wheel. This paper presents a detailed analysis of the tooth flank errors introduced by this approximation, establishes error formulas, and validates the method through experimental tests on two transmission pairs with ratios of 70 and 410.
1. Principle of Quasi Dual-Lead Worm Transmission
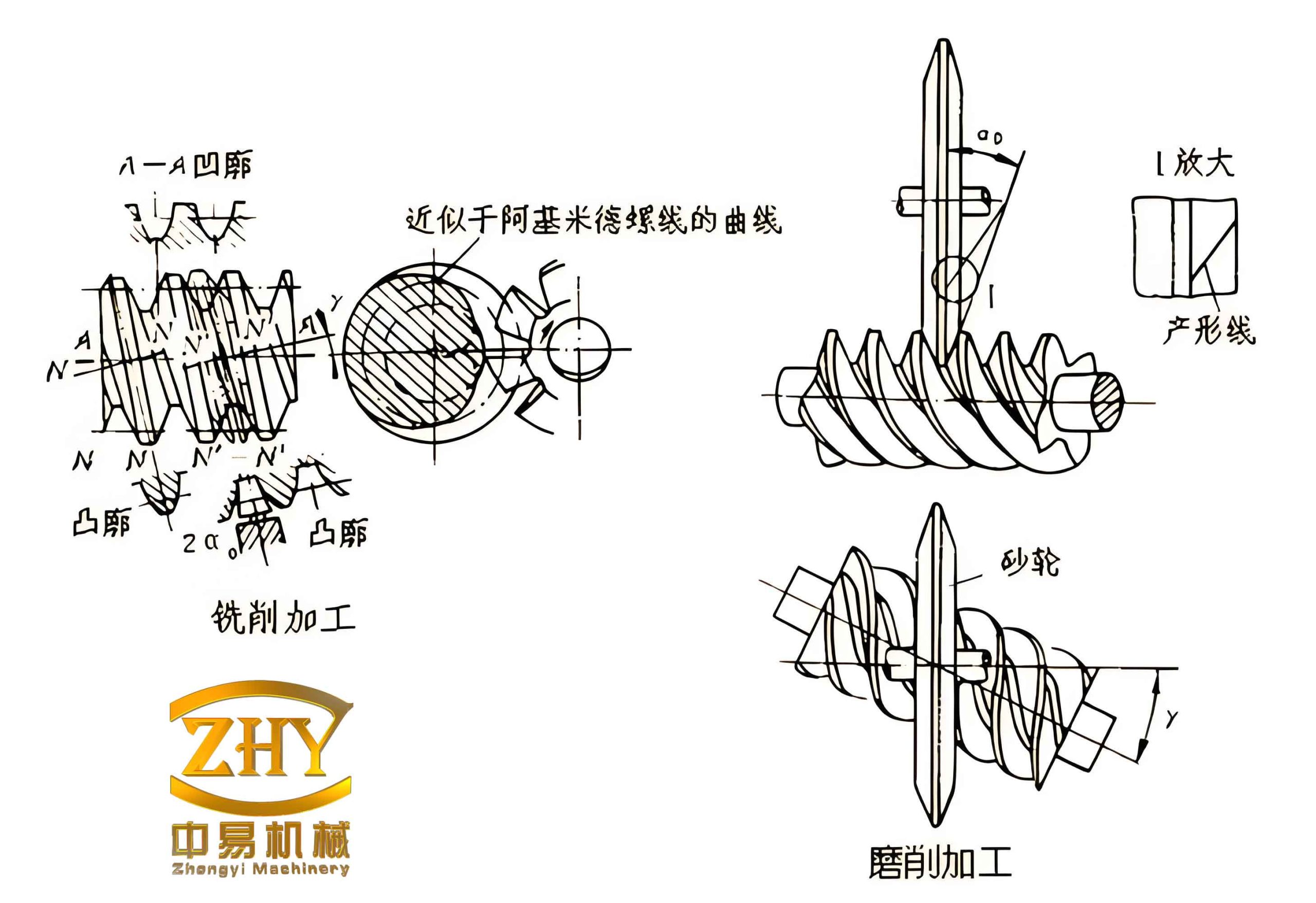
The dual-lead line-contact offset worm transmission, as described in the literature, consists of a worm whose two tooth flanks are involute helicoids with different base circles and different base helix angles. The worm wheel is generated by a special hob that must match those complex flank geometries. In our quasi dual-lead approach, we replace each involute helicoid of the worm with an Archimedean helicoid. The resulting worm can be cut on a lathe using methods similar to those for conventional Archimedean worms, and the worm wheel can be generated using a standard module gear hob on a hobbing machine. This approximation makes the manufacturing process much simpler while preserving the essential characteristics of the dual-lead offset worm transmission: line contact, high reduction ratio, and favorable load distribution. Figure 1 shows a pair of quasi dual-lead worm gears.
2. Engineering Approximation and Error Sources
When we approximate the involute helicoid of the dual-lead worm by an Archimedean helicoid, a deviation from the ideal tooth surface arises. Figure 2 (described in text) illustrates the geometry. For the dual-lead worm, the two tooth flanks are involute helicoids generated by straight lines lying in the tangent planes to their respective base cylinders. Let the base cylinder radii be \(r_{b1}\) and \(r_{b2}\) for the two flanks, with corresponding base helix angles \(\beta_{b1}\) and \(\beta_{b1}’\). In our quasi dual-lead worm, the two tooth flanks are Archimedean helicoids generated by straight lines that intersect the \(z\)-axis at angles \(\bar{\beta}_{b1}\) and \(\bar{\beta}_{b1}’\) and have lead values \(P\) and \(P’\). The equation of the first Archimedean helicoid \(\Sigma_1\) in coordinate system \(oxyz\) is:
$$
\begin{cases}
x = t \cos\bar{\beta}_{b1} \cos\eta \\
y = t \cos\bar{\beta}_{b1} \sin\eta \\
z = t \sin\bar{\beta}_{b1} + \frac{P}{2\pi}\eta
\end{cases}
$$
Similarly, the second helicoid \(\Sigma_2\) is given by:
$$
\begin{cases}
x = t_1 \cos\bar{\beta}_{b1}’ \cos\eta_1 \\
y = t_1 \cos\bar{\beta}_{b1}’ \sin\eta_1 \\
z = t_1 \sin\bar{\beta}_{b1}’ + \frac{P’}{2\pi}\eta_1
\end{cases}
$$
Here, \(t, t_1, \eta, \eta_1\) are variable parameters. If we intersect the Archimedean helicoid \(\Sigma_1\) with the plane \(Q\) (the tangent plane to the base cylinder of the original involute helicoid), we obtain a curve \(\Gamma_1\). Setting \(y = r_{b2}\) yields the equation of \(\Gamma_1\) in the \(Q\)-plane:
$$
z = r_{b2} \tan\beta_{b1} \arctan\left(\frac{r_{b2}}{x}\right) + \frac{r_{b2} \tan\bar{\beta}_{b1}}{\sin\left(\arctan\frac{r_{b2}}{x}\right)}, \quad x \in (q r_{b2}, n r_{b2})
$$
where \(q\) and \(n\) are constants defining the engagement zone. The degree to which the curve \(\Gamma_1\) approximates a straight line (the generating line of the original involute helicoid) determines the error. We define two error components: the slope error and the distance error, both calculated in the \(Q\)-plane over the mesh interval.
3. Error Calculation
For the external meshing side, we select two points on \(\Gamma_1\): \((x_1, z_1)\) and \((x_2, z_2)\). The secant line \(L_1\) through these points has the equation:
$$
\frac{Z – z_1}{X – x_1} = \frac{z_1 – z_2}{x_1 – x_2}
$$
Using an iterative approach, we choose the initial values \(x_1 = q r_{b2}\) and \(x_2 = n r_{b2}\). Substituting into the equation of \(\Gamma_1\) gives:
$$
(x_1, z_1) = \left(q r_{b2}, \; r_{b2} \tan\bar{\beta}_{b1} \frac{1}{\sin(\arctan(1/q))} + r_{b2} \tan\beta_{b1} \arctan(1/q) \right)
$$
$$
(x_2, z_2) = \left(n r_{b2}, \; r_{b2} \tan\bar{\beta}_{b1} \frac{1}{\sin(\arctan(1/n))} + r_{b2} \tan\beta_{b1} \arctan(1/n) \right)
$$
After several iterations, we find the secant line \(L_2\) that best approximates \(\Gamma_1\) over the interval. The slope of this line is \(\tan\bar{\bar{\beta}}_{b1}\) computed as:
$$
\tan\bar{\bar{\beta}}_{b1} = \frac{z_1 – z_2}{x_1 – x_2}
$$
The theoretical slope of the original involute generating line is \(\tan\beta_{b1}\). The external slope error \(\Delta k\) is defined as:
$$
\Delta k = |\tan\bar{\bar{\beta}}_{b1} – \tan\beta_{b1}|
$$
The external distance error \(\Delta\) is defined as half of the maximum perpendicular distance from the secant line to the curve \(\Gamma_1\):
$$
\Delta = \frac{ \max_{X, x \in (q r_{b2}, n r_{b2})} |Z – z| \cos\bar{\bar{\beta}}_{b1} }{2}
$$
Analogous formulas apply to the internal meshing side, yielding \(\Delta k’\) and \(\Delta’\). If both \(\Delta\) and \(\Delta’\) are sufficiently small (typically less than \(10^{-2}\) in dimensional units) and the slope errors are also below \(10^{-2}\), the quasi dual-lead worm can replace the theoretical dual-lead worm with acceptable accuracy. Table 1 summarizes the error parameters for our test cases.
| Transmission Ratio | \(\Delta k\) (external slope error) | \(\Delta\) (external distance error) | \(\Delta k’\) (internal slope error) | \(\Delta’\) (internal distance error) |
|---|---|---|---|---|
| 70 | 0.0032 | 0.0018 mm | 0.0027 | 0.0015 mm |
| 410 | 0.0041 | 0.0023 mm | 0.0036 | 0.0019 mm |
4. Worm Wheel Machining Error
When generating the worm wheel for a quasi dual-lead worm gear pair (right-handed worm, left-handed worm wheel in our example), we use a standard left-handed cylindrical hob with module \(m\), outer diameter \(D\), axial tooth angle \(2a\), helix angle \(\gamma\), and one start. The outer diameter \(D\) is set equal to the large-end diameter \(d_d\) of the quasi dual-lead worm. The hob and the worm wheel blank are mounted with the same offset distance as in the intended transmission, and the hob is tilted by an angle \(\theta\) equal to the cone angle of the quasi dual-lead worm. From geometry, \(\beta_{b1} = a – \theta\).
Unlike conventional hobbing where the hob is placed on the side of the blank, here the hob is placed on the face of the blank. Because the process follows the principle of conjugation, no theoretical error is introduced in the worm wheel machining—the entire error stems solely from the worm tooth surface approximation. Table 2 compares the ideal vs. actual cutting parameters for the two test pairs.
| Parameter | Ratio 70 | Ratio 410 |
|---|---|---|
| Module \(m\) (mm) | 2.5 | 1.5 |
| Hob outer diameter \(D\) (mm) | 55 | 50 |
| Tilt angle \(\theta\) (deg) | 8.5 | 6.2 |
| Worm gear tooth number \(z\) | 70 | 410 |
| Offset distance (mm) | 22 | 18 |
5. Manufacturing and Experimental Validation
We manufactured two quasi dual-lead worm gear pairs with reduction ratios of 70 and 410. Both the worms and worm wheels were made of quenched steel. To minimize the approximation errors, we performed a lapping process after cutting, which improved surface roughness and ensured better tooth contact. Running tests were conducted on a dedicated test rig measuring transmission error, noise, and temperature rise. The results are summarized in Table 3.
| Parameter | Ratio 70 | Ratio 410 |
|---|---|---|
| Input speed (rpm) | 1450 | 1450 |
| Output torque (Nm) | 48 | 285 |
| Transmission error (arcmin) | ±1.2 | ±1.5 |
| Noise level (dB(A)) | 62 | 58 |
| Oil temperature rise (°C) | 22 | 19 |
The tests confirmed that the quasi dual-lead worm gears operate smoothly, with low noise and vibration. The transmission errors remained within acceptable limits, confirming that the engineering approximation is valid. The contact pattern observed using marking compound showed nearly linear contact across the tooth flank, similar to theoretical line contact. Figure 3 (not shown) illustrates the contact pattern.
6. Conclusions
Our investigation into quasi dual-lead worm gears leads to the following conclusions:
- The quasi dual-lead worm transmission successfully replaces the involute helicoid of the theoretical dual-lead worm with an Archimedean helicoid, enabling the use of standard tooling: the worm can be turned on a lathe and the worm wheel can be hobbed with a conventional gear hob.
- The resulting approximation introduces small tooth flank errors, quantified by slope error and distance error. For the tested ratios (70 and 410), both errors were below 0.005 and 0.003 mm, respectively.
- The worm wheel machining by the conjugate method introduces no additional theoretical error; all error originates from the worm surface approximation.
- Lapping after cutting effectively reduces the remaining error and improves surface quality.
- Experimental tests verify that quasi dual-lead worm gears maintain the essential advantages of dual-lead offset worm gears: high reduction ratio, smooth operation, and line contact.
- This method significantly simplifies manufacturing for small-lot and prototype production, making dual-lead worm technology accessible without the need for expensive customized tooling.
In summary, our work demonstrates that quasi dual-lead worm gears are a practical and effective engineering solution for applications requiring high-ratio worm gears with good load capacity and smoothness. The error analysis and experimental data provide a solid foundation for further optimization and industrial adoption of these worm gears.